垃圾焚烧炉排液压控制系统的可靠性预测
2019-05-15李宣赵绪平霍光王中原
李宣,赵绪平,霍光,王中原
(北方重工集团(沈阳)工程设计研究院有限公司,沈阳 110141)
引言
垃圾焚烧是一种通过高温燃烧垃圾实现垃圾处理并利用热能发电的技术。垃圾焚烧处理的流程主要包括垃圾进料装置、焚烧装置、出渣装置、辅助燃烧装置、烟气处理装置等。炉排系统是焚烧装置中最主要的部分。炉排系统由干燥段炉排、燃烧段炉排、燃尽段炉排、液压控制系统等组成,其中,干燥段炉排、燃烧段炉排、燃尽段炉排的液压控制方式相同。本文以一种炉排的液压控制系统为例,进行可靠性预测和分析,为故障分析和调试运行提供参考。
1 炉排系统的液压控制系统工作原理
1.1 炉排系统
炉排系统是推料器系统的后面工序,垃圾经过推料器落到焚烧炉的炉排上,在干燥段炉排、燃烧段炉排、燃尽段炉排上高温燃烧,产生热能。每段炉排由两个液压缸驱动,实现炉排的往复运动。
1.2 炉排液压控制系统
炉排的液压控制系统包括液压泵、溢流阀、电磁换向阀、液压缸、位移传感器、控制器,液压原理图简化后如图1所示。

图1 液压系统原理图
液压控制系统的工作原理为:一个液压泵工作,另一个备用;液压泵控制三个相同的液压阀组,实现六个液压缸运动;每两个液压缸连接炉排的推动装置,在炉排的推动装置上设有位移传感器,能够检测和反馈炉排的运动状态,即液压控制系统的工作状态。
2 液压控制系统的可靠性预测
液压系统可靠度预测是在液压系统组成元件的可靠性基础上,预测出整个液压系统的可靠性,发现薄弱环节,计算出平均无故障时间,有利于操作人员及时采取措施,保证液压系统正常工作。
2.1 建立可靠性框图
建立可靠性框图时,进行如下假设:系统的寿命和故障服从指数分布;各液压元件相互独立,互不影响。针对炉排液压控制系统,建立可靠性框图。据相关文献列出的基本故障率(10-6/h)如图2、图3、图4所示。

图2 炉排液压控制系统整体可靠性框图

图3 主泵系统可靠性框图

2.2 可靠性预测计算
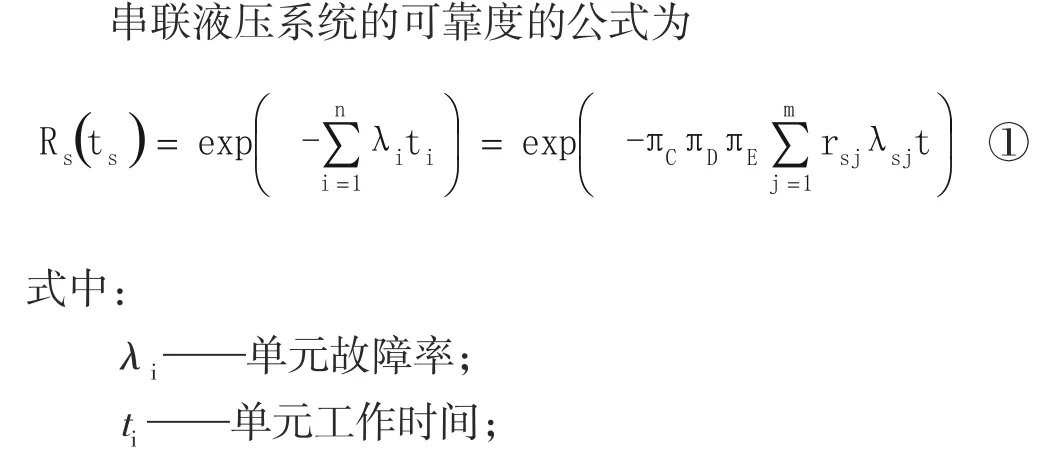
rsj—占空系数;
λsj—单元故障率;
t —系统工作时间。

(4)计算炉排液压控制系统的平均无故障时间:


2.3 可靠性预测结果分析
(1)根据计算可知,MTBF的预测值11 777h,远高于1年内的炉排液压控制系统的工作时间,故系统的可靠性指标满足设计和使用的要求。
(2)液压控制系统的可靠度仅为0.701 8,主要是因为垃圾焚烧要求液压系统连续长时间工作,导致元件和系统的可靠性低,并且因液压元件过多而降低了液压系统的可靠度。
2.4 提高可靠性措施
垃圾焚烧炉排的液压控制系统长期处于连续的工作状态,一旦出现故障,会造成经济损失,在不减少液压系统工作时间的前提下,应采取以下措施:
(1)保证清洁度提高系统可靠性:液压油的清洁度直接影响元件的使用寿命和可靠度,因此应经常更换滤芯,检查油品质量。
(2)增加检测和检修的次数和频率,从而及时发现液压系统潜在的故障。
(3)采用冗余设计:从计算可看出,主泵系统部分由于采用串并联系统,可靠度很高;但控制阀组和液压缸部分的可靠度完全为串联系统,影响了整个系统的可靠度。建议增加一套控制阀组作为备用,该阀组包括球阀、单向阀、电磁换向阀、单向节流阀。增加一套阀组后的控制阀组和液压缸的可靠性框图如图5所示,该部分为串并联系统,按照前面的计算方法,计算得到控制阀组和液压缸部分可靠度为R3=0.942 4,因此系统的可靠度为R=0.867 3,从而提高了系统的可靠性。t)dt
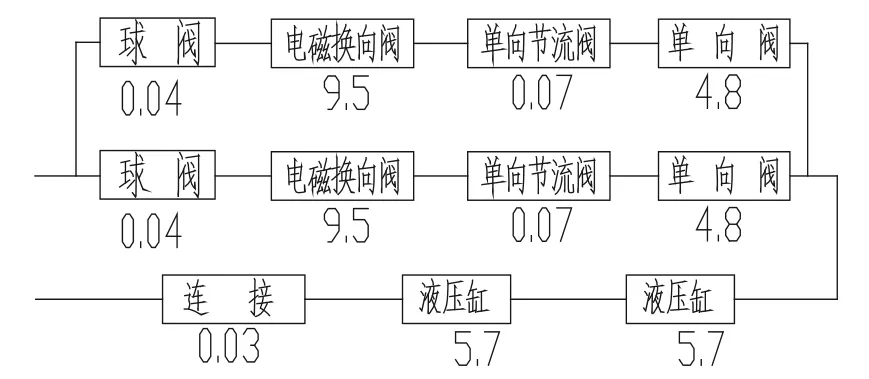
图5 改进后控制阀组和液压缸可靠性框图
(4)主泵和备用泵交替工作,减少每个主泵每年的平均工作时间,冗余设计时增加的备用控制阀组也应交替工作,从而提高控制阀组的寿命,保证液压系统能够长期无故障工作。
3 结论
对垃圾焚烧炉排液压控制系统进行了可靠性预测;建立了可靠性框图,计算系统的可靠度和平均无故障时间,在计算的基础上进行了可靠性结果分析,并提出了提高液压控制系统可靠性的措施。
