新型高效起泡剂HG-1在钼矿浮选中的应用研究
2019-05-15吴金鑫王恩祥张美鸽
张 月,吴金鑫,王恩祥,张美鸽
(1.陕西华光实业有限责任公司,陕西 渭南714100) (2.金堆城钼业集团有限公司,陕西 渭南714100)
0 概 述
起泡剂是选矿过程中重要的选矿药剂,其性能的优劣将直接影响浮选指标,最终影响到企业的经济效益和金属回收率[1]。
金钼股份百花岭选矿厂和三十亩地选矿厂从1998年开始一直使用2#油(松醇油)作为选钼起泡剂。但是,随着国家对环保的重视,松节油紧缺且价格不断攀升;加之松醇油起泡速度比较慢,作用时间比较长,导致粗选段泡沫较少,精选段泡沫较黏,容易串槽,有时要加大量的消泡剂,造成选矿成本增大[2]。为此,陕西华光实业有限责任公司研制出了新型HG-1起泡剂,并在金钼股份两选厂进行了工业试验,工业试验结果表明:HG-1起泡剂起泡速度快,泡沫黏度适中,产品质量稳定,适应性比较广,可以推广应用。
新型起泡剂HG-1,淡黄色或棕色油状液体,密度0.9 g/cm3,羟值300~500 mgKOH/g,酸值≤20 mgKOH/g。主要成分包括C8~C10醇类、醛类、醇酯类等化合物,具有起泡速度快,泡沫稳定性、韧脆性适中,单耗低,可改善精选段泡沫发黏现象的优点。
1 小型试验
1.1 试验矿样
试验矿样取自金钼股份百花岭选矿厂磨浮一车间1段磨矿的分级溢流。其粒度筛析结果见表1。
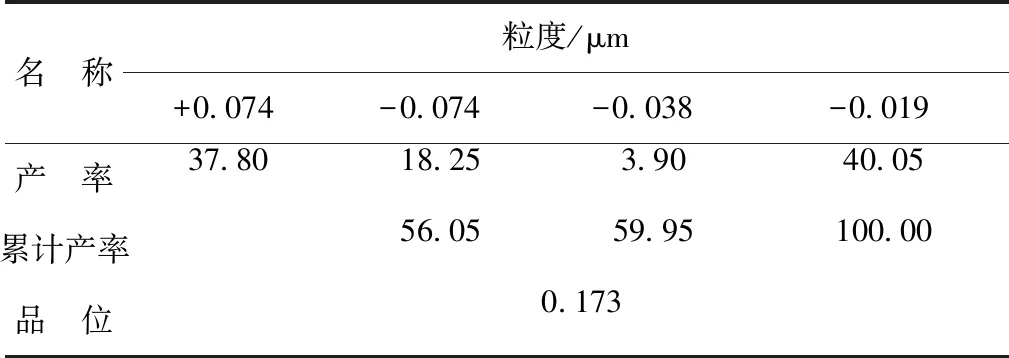
表1 试样筛析结果 %
1.2 探索试验
由于金钼股份百花岭选矿厂矿石性质、温度等方面原因,造成室内试验和工业试验中起泡剂的单耗存在很大的差异,因此需要首先进行起泡剂用量的小型探索试验,以确定试验室的合适药剂用量。试验采用开路试验选取1粗1扫流程,流程图如图1所示。药剂分配为粗选70%,扫选30%[2]。试验结果见表2。
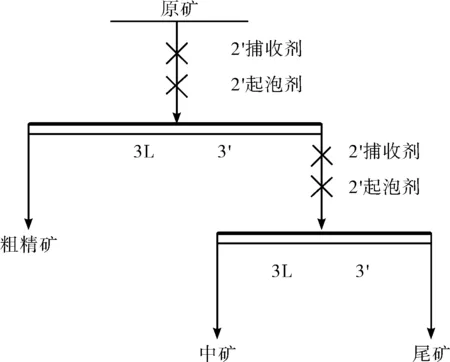
图1 试验流程
通过表2可以看出:新型HG-1起泡剂的试验室适宜用量在60 g/t左右,当用量达到90 g/t,尽管回收率仍有所提高,但是粗精矿品位下降,选矿效率下降。这主要是由于浮选泡沫发粘,“机械夹杂”现象严重,脉石上浮增多。
1.3 对比试验
在确定了起泡剂的合适用量为60 g/t左右后,进行与2#油的对比试验,起泡剂用量均为60 g/t。但在试验过程中,2#油用量为60 g/t时,无法形成稳定的泡沫层,只好逐步增加用量,直至用量加大到120 g/t时,才形成相对稳定的泡沫层;原因分析是试验期间气候温度较低,导致泡沫稳定性降低,起泡剂用量增加。具体试验结果见表3。

表2 HG-1起泡剂用量试验结果
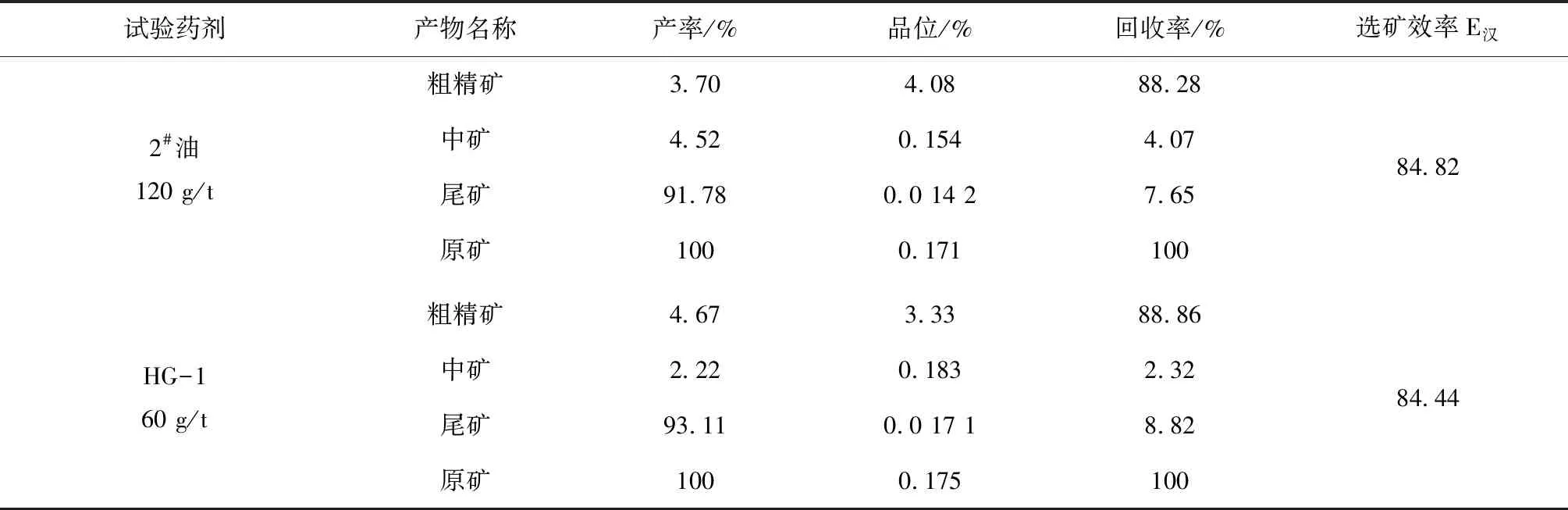
表3 探索对比试验结果
通过表3可以看出:新型起泡剂HG-1单耗在60 g/t的情况下,与2#油120 g/t相比选矿效率很接近,说明新型起泡剂HG-1性能要优于2#油。
1.4 最佳用量试验
由于在探索对比试验中,仅进行了简单的用量试验,不能确定起泡剂用量在其最佳用量点。因此,对起泡剂HG-1进行最佳用量试验,以确定其对选矿指标的影响。根据探索试验情况,对起泡剂HG-1用量在50~80 g/t进行对比试验,浮选试验采用1粗1精2扫流程,流程图如图2所示。试验结果见表4。
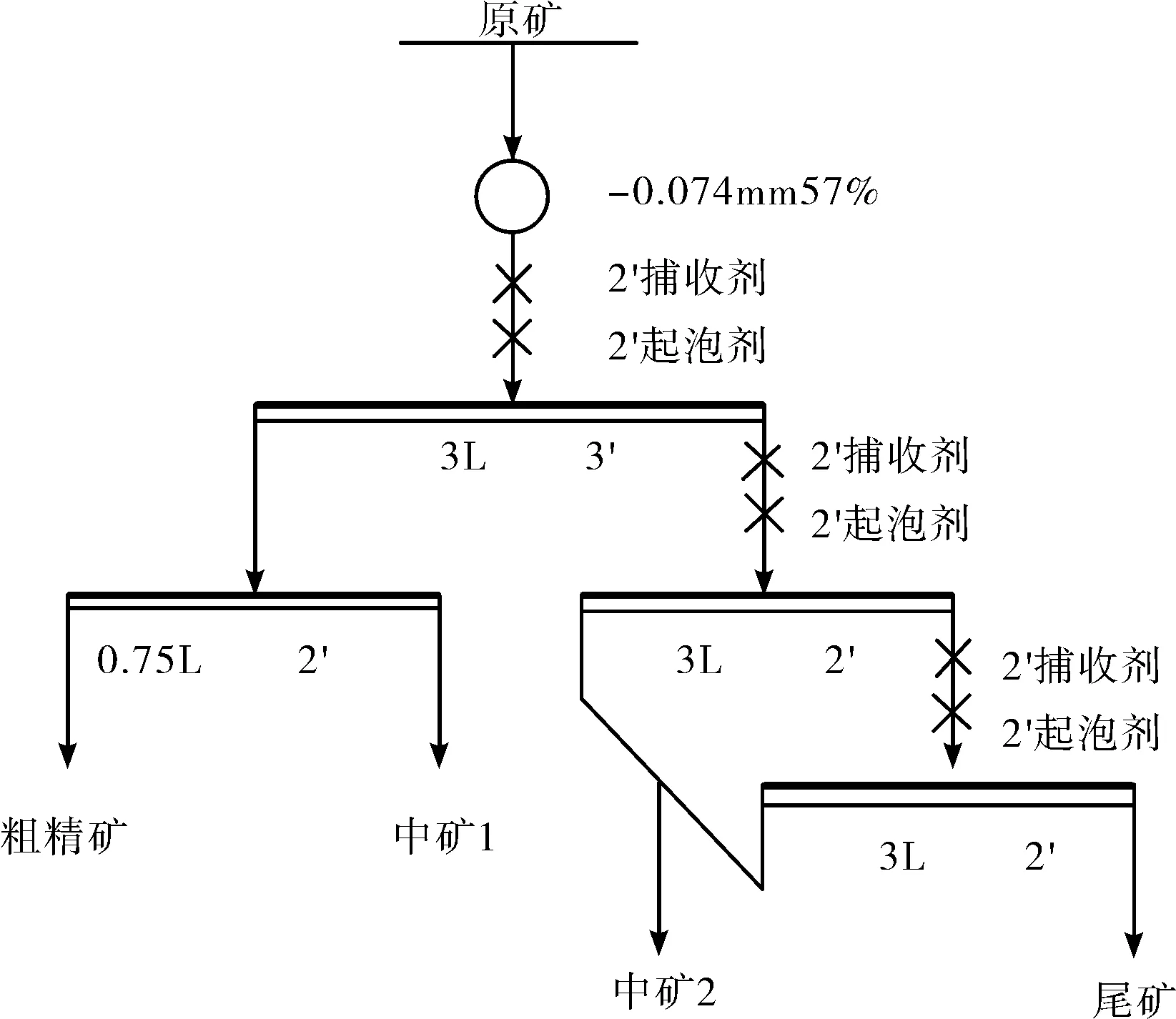
图2 起泡剂用量试验流程
通过表4可以看出:随着起泡剂用量的增加,回收率和选矿效率均呈上升趋势,根据探索试验HG-1起泡剂用量在90 g/t时选矿效率明显下降,故可认为起泡剂HG-1最佳用量为80 g/t。
1.5 闭路试验
为了验证中矿返回的综合影响,对HG-1起泡剂和2#油进行闭路对比试验,闭路试验流程如图3,捕收剂YC药剂单耗为90 g/t。试验结果见表5。
通过表5可以看出:HG-1起泡剂试验指标要略优于2#油起泡剂。浮选中发现新型HG-1起泡剂与2#油相比,起泡速度明显快,泡沫稳定性,韧脆性适。
2 工业试验
HG-1起泡剂工业试验在金钼股份三十亩地选矿厂进行。三十亩地选矿厂磨矿浮选工艺采用一段磨矿后铜钼混合粗选、粗尾选硫、粗精矿再磨后铜钼分离浮选、精尾选铜的原则流程。磨矿分级溢流经1粗1扫两次精选得钼粗精矿,再磨分级作业后,再经1次精粗选(铜钼分离)、2次精扫选、8次精选后得品位为52%以上的钼精矿。钼精矿经深度精选,即1段再磨,1次粗选,5次精选后得品位为57%的高品质钼精矿。
HG-1起泡剂工业试验添加点在钼粗选搅拌槽、粗扫选及硫粗扫选;钼浮选使用YC药剂作为捕收剂,添加作业点在球磨机、粗扫选;选硫使用黄药作捕收剂,添加点在选硫粗选搅拌槽和硫扫选(具体添加点见表6)。HG-1型起泡剂工业试验共分3个阶段:调试阶段、普通钼精矿阶段、57%钼精矿阶段。试验结果见表7。

表4 起泡剂HG-1最佳用量试验结果
图3 闭路试验流程

试验条件产物名称产率/%Mo品位/%Mo回收率/%选矿效率E汉2#油120 g/t粗精矿2.156.5491.31尾矿97.850.013 78.69原矿1000.15410089.39HG-1起泡剂80 g/t粗精矿2.236.3392.26尾矿97.770.011 87.74原矿1000.15310090.26
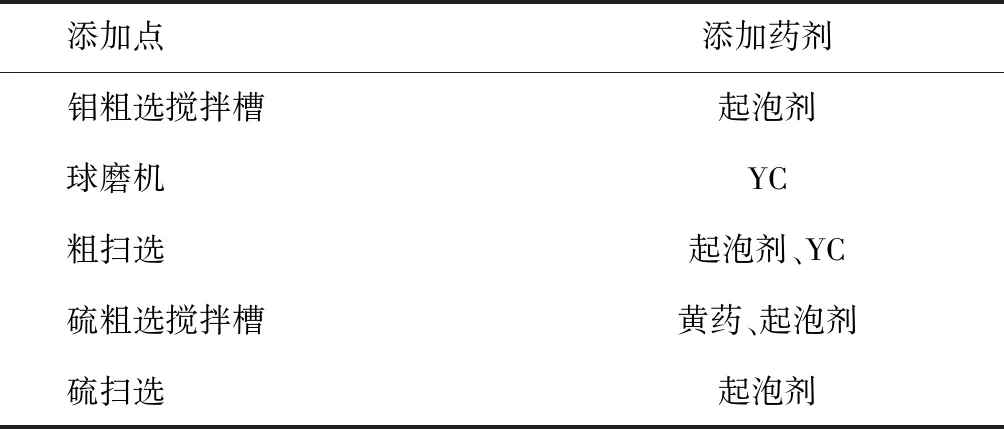
表6 HG-1起泡剂工业试验添加点
根据表6可以看出:在调试阶段,由于对药剂性能不太了解,且原矿品位偏低,造成钼精矿品位不高。在普通钼精矿工业试验阶段,通过调整药剂单耗约为19 g/t后,取得了较好的技术指标。钼精矿品位累计达到52.78%,回收率达到87.57%。同时,HG-1起泡剂亦能满足57%钼精矿的生产需求,且技术指标依然良好。

表7 HG-1起泡剂工业试验结果
3 经济效益分析
由于选钼作业回收率和钼精矿品位相差很小,因此在进行经济效益分析时,只对降低起泡剂成本方面的效益进行分析。
根据金钼股份年处理矿量1 400万t、2#油单耗约40 g/t、新型HG-1起泡剂单耗19 g/t计算,则每年可节约起泡剂用量约为294 t,且新型HG-1起泡剂价格和松醇油相当,单耗降低经济效益显著。
4 结 论
(1)HG-1型起泡剂能够满足金钼股份选钼作业对起泡剂的要求,且能够在普通钼精矿和57%钼精矿的生产中取得良好的经济技术指标。
(2)HG-1型起泡剂的选钼作业药剂单耗约为19 g/t,较松醇油单耗约40 g/t降低了21 g/t,单耗降低幅度达到50%以上。
(3)HG-1型起泡剂具有较好的普适性,在普通钼精矿和57%钼精矿的生产中均能够取得良好的经济技术指标。