屏式过热器爆管原因分析
2019-05-09杨毅
杨 毅
(华电电力科学研究院有限公司,浙江 杭州 310030)
1 爆管情况
某火力发电厂600 MW亚临界机组于2016-03-02T23∶00∶00发现异常,经现场检查确认屏式过热器区域有泄漏声,于 2016-03-03T06∶08∶00 停炉。检验发现屏式过热器A向B数第9大屏、前向后数第4小屏最外圈管(下文简称“屏过9-4”)出口段的顶棚过热器管下方第1道焊缝以下100mm处发生爆裂(图1中“爆口1”)。随后检查过程中发现下部小弯头附近还有1爆口(图1中的“爆口2”)。该管段(图1中焊缝1与焊缝3之间管段)系同年1月13日爆管后更换新管,材质为SA-213T91,规格为Φ44.5mm×7mm。
发生爆裂的管子如图1所示,为叙述方便,下文按图1中所示的各名称来指代各处位置(即“胀粗1”“胀粗 2”“焊缝 1”“焊缝 2”“焊缝 3”“爆口 1”和“爆口2”等)。为分析爆管原因,从焊缝1两侧(包含胀粗1和胀粗2)取样管1,焊缝1和焊缝2中间无变形管段取一段400 mm管子作为样管2,焊缝2上方200 mm开始至焊缝3下方300 mm止取样作为样管3,并在A向B第2大屏、前向后数第4小屏的最外圈管出口段顶棚过热器管向下约1 200 mm处取样管4作为对比试样。
2 试验分析
对各样管按需进行了宏观检验、化学成分分析、微观组织检验、析出物粒子能谱分析、布氏硬度检测和常温拉伸试验。
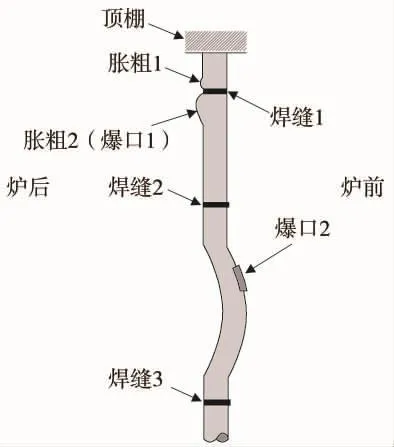
图1 爆管屏式过热器爆管管道
2.1 宏观检验
整个屏过9-4管子外表面炉前半圈有长期运行后的泥土附着和结焦,爆口2所在的弯头背弧面结焦尤为严重,其结焦厚度约2 mm。
2.1.1 胀粗和爆口1宏观检验
胀粗1和胀粗2形貌如图2和图3所示,横截面如图4所示,两处均是炉后半圈胀粗减薄,炉前半圈未见明显胀粗减薄。胀粗1仅胀粗未爆裂,胀粗2胀粗严重并发生爆裂形成爆口1。爆口1边缘锐利,减薄严重,呈塑性爆口特征。胀粗1最大外径52 mm,减薄最严重的炉后半圈最小壁厚3.0 mm,减薄不严重的炉前半圈的壁厚约6.4 mm;胀粗2最大外径61 mm,减薄严重的炉后半圈爆开,减薄不严重的炉前半圈的壁厚约6.4 mm。
两处胀粗之间的焊缝1无明显胀粗。焊缝1向下200 mm以下的管段外形尺寸和宏观形貌正常。
2.1.2 爆口2宏观检验
爆口2及附近管段形貌如图5和图6所示,横截面形貌如图7所示。
爆口2开口不大,钝边,整个爆口长度约20 mm,宽度约5mm,呈脆性爆口特征。爆口2附近内壁有很薄一层氧化皮,有轴向蠕变裂纹,显微镜下观察其内壁蠕变裂纹,其末端不尖锐,无扩展裂纹(如图8所示)。
焊缝2与焊缝3之间的管段有明显胀粗,外径均在47 mm以上,壁厚在6.4 mm左右,胀粗量均超过标准[1]要求。
焊缝2以上和焊缝3以下的管段外径约44.8 mm,壁厚约7.4 mm,外径壁厚均正常。

图2 胀粗1、焊缝1和胀粗2附近形貌

图3 胀粗2上的爆口(爆口1)

图4 胀粗1和胀粗2的横截面

图5 爆口2附近管段(包含焊缝2和焊缝3)

图6 爆口2形貌
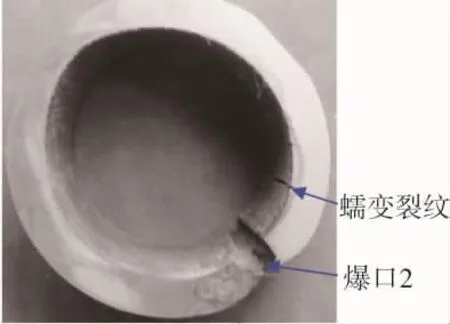
图7 爆口2横截面及内壁蠕变裂纹
2.2 化学分析
在“爆口1”和“爆口2”附近取样进行化学成分分析,分析结果如表1所示,两抽样分析位置化学成分符合标准[2]要求,合格。

图8 内壁蠕变裂纹
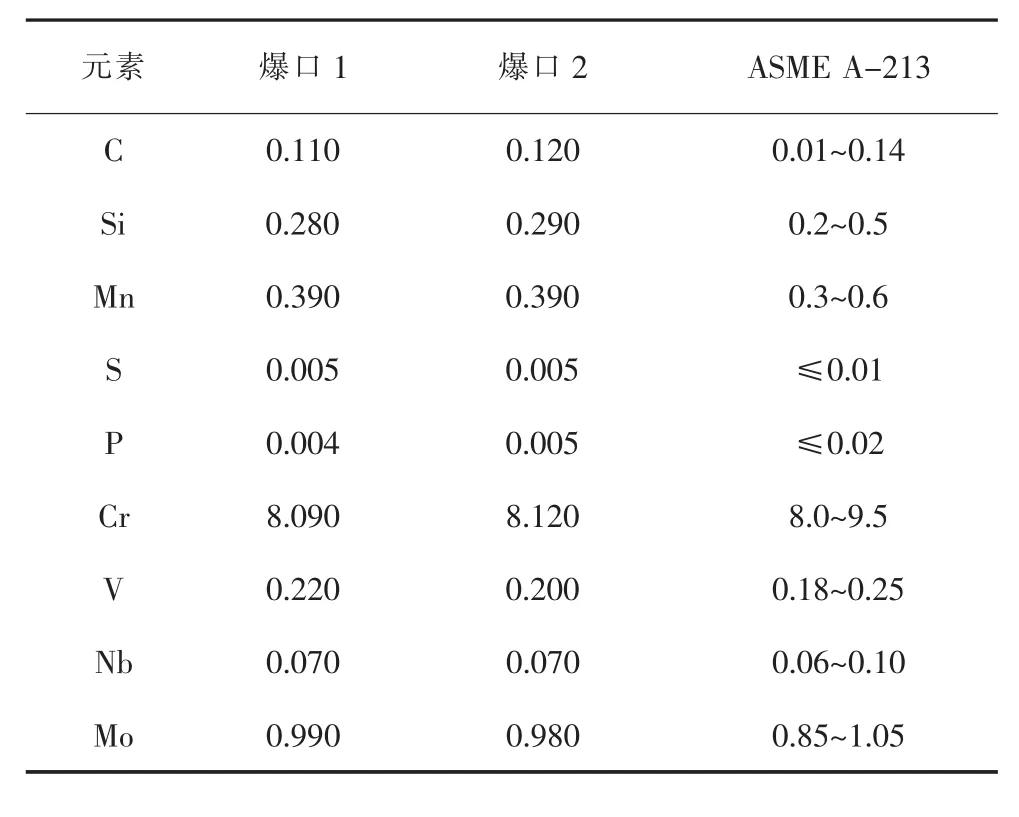
表1 屏式过热器管化学成分质量分数 %
2.3 微观检验
分别在胀粗1、爆口1、爆口2、样管2和样管 4上截取环形金相试样按标准[3]进行金相检验并评级。采用机械磨制,化学抛光,苦味酸盐酸酒精溶液腐蚀,观察横截面金相组织,对相中析出物进行能谱分析。
胀粗1和爆口1的金相组织(如图9和图10)均为回火马氏体+碳化物,马氏体形貌严重分散,晶内碳化物粒子基本消失,碳化物主要聚集在晶界长大,组织老化级别4级。经能谱分析析出物粒子主要成分为Fe,Cr和C,部分粒子内还含有Mo。
爆口2处金相组织(如图11)为回火马氏体+碳化物,马氏体形貌基本消失,晶内碳化物粒子基本消失,碳化物聚集长大,主要分布在晶界,组织老化级别4.5级。经能谱分析析出物粒子主要成分为Fe,Cr和C,部分粒子内还含有Mo。
样管2的金相组织(如图12)为回火马氏体+碳化物,马氏体形貌尚完整,晶内碳化物粒子减少,晶界出现少部分碳化物,组织老化级别3级。
“样管4”的金相组织(如图13)为回火马氏体+碳化物,马氏体形貌完整,组织老化级别1.5级,正常。
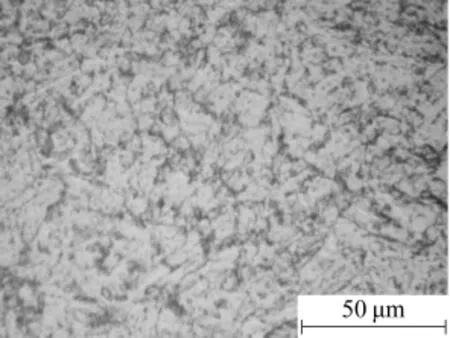
图9 “胀粗1”的金相组织
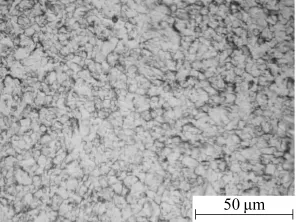
图10 “爆口1”的金相组织
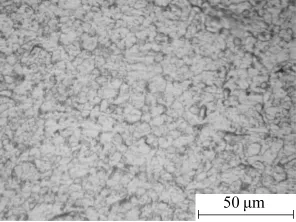
图11 “爆口2”的金相组织
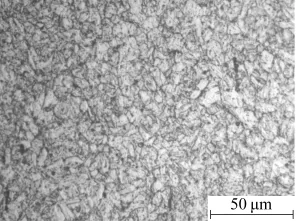
图12 “样管2”的金相组织
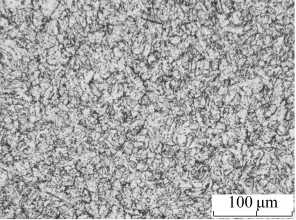
图13 “样管4”的金相组织
由金相组织上看,样管4的金相组织正常,组织未见超温特征。与样管4对比,胀粗1、爆口1和爆口2处组织老化严重,具有典型超温组织特征;“样管2”的组织老化情况相对较轻,但也有超温组织特征。
2.4 力学性能
2.4.1 硬度检测
在样管1、样管2、样管3和样管4取样进行里氏硬度检测,检测结果见表2。同时对满足布氏硬度检测要求的测点用布氏硬度计进行了复查核对。
从检测结果看,1月新换管段(焊缝1以下至焊缝3以上管段)的母材硬度均远远低于标准DL/T 438—2009《火力发电厂金属技术监督规程》要求的T91硬度;同时,焊缝1硬度低于两侧母材硬度约30 HB,文献[4]要求焊缝硬度不应低于母材硬度的90%,不符合要求。焊缝2和焊缝3硬度满足标准要求。

表2 样管表面硬度检测结果 HB
在5个金相样管的横截面上进行硬度均匀性检验,检验结果发现,胀粗1和胀粗2的横截面硬度不均匀,膨胀减薄的一侧硬度比未膨胀的一侧硬度约低20 HB;爆口2、样管2和样管4的横截面上硬度均匀。
2.4.2 常温拉伸试验
按照文献[5]要求在样管1~4上分别截取短比例力学性能样管进行常温拉伸试验,样管1取样位置下端位于焊缝1向上约300 mm,样管3取样位置下端位于焊缝3向上约80 mm。试验结果如表3,各试样的断后伸长率均合格。用作对比的样管4抗拉强度符合文献[1]要求;焊缝1与焊缝3之间的管子(样管2和样管3)抗拉强度低于标准要求;焊缝1以上(不包括胀粗1和热影响区)抗拉强度符合标准要求,但是与样管4对比,抗拉强度还是有显著降低。

表3 常温拉伸试验结果(平均值)
3 结果分析
综合现场对附近管屏被冲刷情况的勘查和两个爆口宏微观特征分析,锅炉运行过程中,先产生了开口很小的爆口2,由于爆口2开口小,泄漏量不大,运行监控参数未见明显异常,锅炉在爆口2泄漏的情况下继续运行一段时间后,产生了爆口1,爆口1本身开口较大,两处爆口同时泄漏,导致机组运行参数异常停机。
3.1 爆口2的产生原因
爆口2的宏观形貌和微观组织均具有典型长时超温爆管的特征。
锅炉设计屏过9-4管子处管壁最高温度为579℃(设计监控温度)。查阅温度监控记录,运行过程中屏过9-4管子和其他类似位置管子的壁温均维持在575℃左右,使用温度接近设计监控温度上限,但未超过上限。检查其他管排管子未见如屏过9-4管子一样的胀粗等外观异常,由此可以排除整个屏式过热器区域超温的可能。
在相同的运行环境下,仅屏过9-4产生了胀粗和爆管,说明屏过9-4胀粗和爆管是由于其本身个体差异造成的。
将屏过9-4管子集箱入口处割开检查,未发现异物堵塞。将下弯头和焊缝处割开,未发现其内部有氧化皮堆积。对该管进行吹管,未发现内部异物。排除屏过9-4管子管内异物堵塞导致介质流通不畅造成壁温骤升的可能。
硬度检测结果显示1月份新更换的屏过9-4管子母材整体硬度过低,为核实其硬度低的原因是原始管材原因还是长时超温后的强度降低的结果,查阅同年1月13日的换管记录,检修公司换管时硬度检测的值为155 HB,ASME A213标准上T91的硬度要求是≤250 HB,没有硬度下限要求,检修公司按照ASME A213标准评定新管硬度合格,正常进行换管操作,未进行金相和力学性能试验。而我国的DL/T 438—2009标准上对T91受热面管的硬度范围规定了其下限值180 HB,屏过9-4在1月新换的T91管硬度值比DL/T 438—2009规定的下限值还低约20%。更换后的新管硬度过低,说明其强度也低,强度达不到设计使用预期要求,管子的最高可用温度、压力等可用参数也比设计值低。
爆口2附近弯管的炉前半圈表面结焦厚度达到了2 mm,这会造成管壁温度升高,加剧管壁氧化[6]。所以,实际运行中屏过区域温度测点是575℃,但此弯头结焦较厚部分的壁温必然超过575℃,甚至可能已经超过T91材质在过热器上的可用温度上限625 ℃[7]。
因此,一方面,新换管材本身强度不够导致其实际可用温度降低,这是内因;另一方面,管壁结焦严重导致该部位管壁温度比实际测点监测到的575℃要高,这是外因;在内因和外因两方面因素综合作用下,结焦的管壁温度超过了其实际可用温度,长时间运行后,产生长时 “低幅度超温”(未超过Ac1温度840 ℃[7])。
管子长时间低幅度超温条件下运行,原子扩散加剧,蠕变速度加快,持久强度降低,达不到设计寿命就提前在本身结构较为薄弱的弯头背弧面爆裂形成爆口2。
3.2 爆口1的产生原因
爆口2产生后,由于管内介质的泄漏,管内流量减少,介质传热能力大幅度下降,会导致整个屏过9-4管子的管壁温度急剧升高,焊缝部位因截面突变,影响尤为显著。
焊缝1的硬度明显低于其两侧母材硬度,两侧热影响区附近母材横截面上硬度不均匀,这说明焊缝1的焊接工艺不当。焊接工艺不当,导致附近管段周向上各位置强度塑性不均匀,受热膨胀时不能均匀膨胀,硬度强度低的一侧膨胀较大,硬度强度高的一侧膨胀相对小,长时间运行后,就出现像胀粗1和胀粗2一样的现象:炉后半圈胀粗明显,管壁减薄严重,炉前半圈未见明显胀粗减薄。
同时,由于1月份新换的焊缝1以下管段硬度过低,强度不及焊缝1以上的正常性能管段,所以,焊缝1以下的胀粗2管段的膨胀减薄速度比胀粗1处的速度快,同一横截面上,胀粗2的炉后侧强度更低,膨胀导致的壁厚减薄速度比炉前侧更快,当壁厚达不到使用强度要求时,发生爆裂形成爆口1。
所以,爆口1是在爆口2产生后引起的介质流量减少管壁温度升高,管子整体强度不够和焊缝1焊接工艺不当三方面因素共同作用下的超温爆管。
4 结语
爆口2是原始爆口,其产生的直接原因是长时超温,爆口1是因爆口2的产生后连锁反应引发的二次爆管。
如果将新换的屏过9-4管段整体强度不够称作“原因1”,弯管背弧面结构薄弱部位表面结焦严重导致管壁温度升高称作“原因2”,焊缝1的焊接工艺不当导致其附近管段周向强度塑性不均称作 “原因 3”,那么,“原因 1”和“原因 2”两方面因素综合作用导致了爆口2的长时超温爆管。爆口2的产生使管内介质流量减少管壁温度急剧升高,加上 “原因1”和“原因3”的综合作用导致了爆口1处的超温膨胀减薄不均爆管。
为避免类似事故再次发生,建议对屏式过热器其他位置的管子进行硬度检测,下次大修时割管进行金相检验和力学性能试验。