基于以太网通信的液体配料监管控制系统
2019-05-09张鹦琦徐世许张万达
张鹦琦,徐世许,张万达
(青岛大学 自动化学院,青岛266071)
在化工、食品、冶金等行业的生产过程中,配料环节对生产产品的质量起关键性作用。 依靠传统人工配料的方式,不仅存在精度低、效率低下、人力成本高、产品质量参差不齐等问题,而且称重过程中与化工原料的长期接触,会严重损害员工的身体健康[1]。 针对这些情况,本文设计一套基于以太网通信的液体配料监控系统,实现化工厂自动配料操作以及配料过程的远程监控、 参数写入和数据记录功能,简化了操作流程,提高企业管理的便利性。
国内现有的配料系统大多以RS-232 或RS-485实现PLC 和上位机之间的通信,但由于串口通信方式存在传输距离短、速率低、易受干扰等缺点[2],严重限制了配料系统与配料现场的距离,在一些危险化工品的配料生产过程中,增加了操作人员受伤害的风险。 因此本设计采用以太网通信方式实现上位机、触摸屏和PLC 之间的数据交互,上位机监管软件使用VB 编写,减少了使用组态软件的成本,利用Access 数据库存储配料数据,便于企业回溯操作日志。
1 系统结构和流程
该液体配料系统由PLC、上位机、触摸屏、称重仪表、电磁阀和操作面板组成,系统结构如图1 所示。 选用欧姆龙CP1H 系列PLC 作为系统的控制核心, 通过插入2 个CP1W-CIF01 串口通讯选件板实现与2 个托利多IND236 称重模块的RS232-C 串口通信, 实时读取称重罐的称重数据并控制进放料,PLC 通过扩展CJ1W-ETN21 以太网通信单元和加装工业交换机的方式搭建与触摸屏和上位机之间的以太网通信,实现配方设置、远程状态监视和数据查询功能。
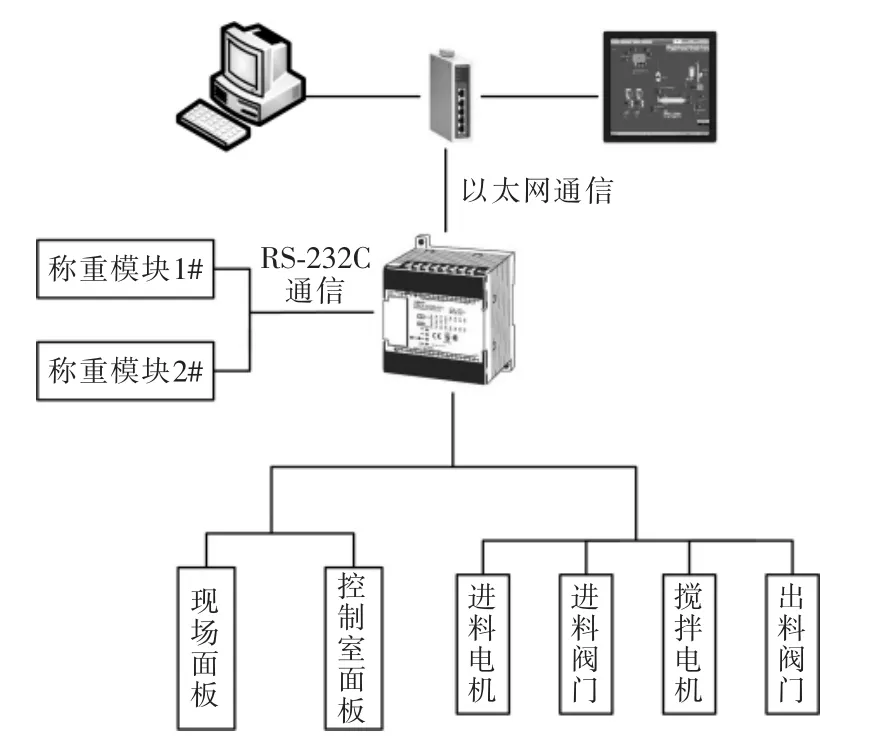
图1 系统结构Fig.1 Structure of supervisory control system
该液体配料系统包括7 个原料罐、2 个称重罐和1 个搅拌釜,远程监控自动工作时首先在上位机监管软件将配方下载至PLC 内, 启动自动配料,系统按配方原料顺序依次称重,电动机带动进料泵工作,相应罐体的进料阀门打开,将液体原料从原料罐注入称重罐内,PLC 通过串口通信得到称重值,上位机和触摸屏通过以太网读取PLC 数据区的称重数据在监视画面实时显示,当称重数值达到配方内该原料设定值后PLC 停止注料操作,上位机将配料日志保存至Access 数据库,之后称重罐底部电磁阀门打开使原料流入搅拌釜内进行搅拌反应。 此外,系统还可通过手动/自动旋钮切换至手动操作,利用操作面板上的相应按钮完成的配方手动调试操作。
2 以太网通信实现
2.1 FINS 通信协议
欧姆龙CP1H 系列PLC 通过加载CJ1W-ETN21 Ethernet 通讯口适配器获得与上位机和触摸屏搭建以太网网络的能力,以太网间采用欧姆龙公司在工业自动化控制网络中开发的FINS 通信协议,FINS协议的使用可以迅速建立各种网络间的无缝通信[3]。 通过编程发送FINS 指令,上位机和触摸屏可以轻松读写PLC 数据区的内容,删减了繁琐的PLC通信程序。 在以太网FINS 通信中, 各种数据是以TCP/IP 数据包或UDP/IP 数据包的形式发送和接收的[4],以太网FINS 通信协议模型如图2 所示。

图2 以太网FINS 通信协议模型Fig.2 Ethernet FINS communication protocol model
FINS 指令通过在应用层对不同设备的节点号、网络号和单元号的地址定义,替代了传统的IP 地址使用,为不同网络间设备的通信提供了一种统一的寻址方式[5]。 在传输层中通过定义相应的UDP 端口或TCP 端口号,为FINS 通信提供通信端口,相应的通信协议又被称为FINS/UDP 协议和FINS/TCP 协议。 该配料系统中选用了FINS/UDP 的方式,通讯时各节点间无明确对等联系,省去了TCP 每次通讯前的握手过程,传输速率高。
使用FINS 协议前,首先需要对上位机、PLC 和触摸屏的以太网单元进行配置。 利用欧姆龙CXProgrammer 软件新建CP1H 工程,在ETN21 以太网模块中设置其IP 地址的前3 个网段与上位机IP 前3 个网段一致,IP 地址的最后1 个网段即PLC 的节点号, 应与以太网模块的节点号拨码一致,FINS/UDP 端口号设置为9600, 将配置下载至PLC 重启即可。 相应的利用MCGS 组态环境配置触摸屏以太网参数,在设备管理界面依次添加“通用TCP/IP 父设备”和“欧姆龙FINS 以太网”,并在其属性界面修改IP 地址和节点号。 以太网间配置如图3 所示。
2.2 配方管理
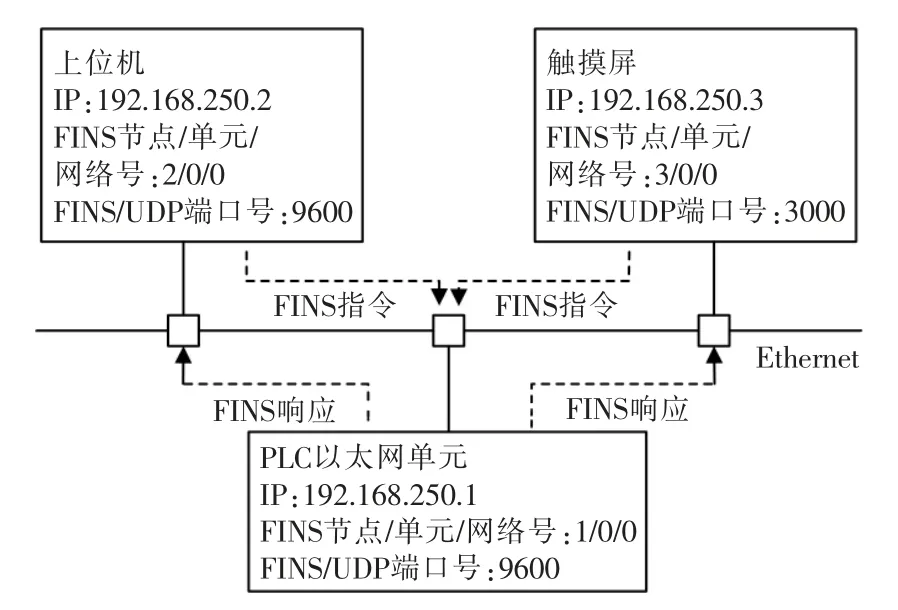
图3 以太网间配置Fig.3 Ethernet configuration
自动配料操作的第一步是进行配方管理,利用上位机监管软件选择配方并通过发送FINS/UDP 指令的方式将配方信息写入PLC 数据区内。 配方信息储存在上位机Excel 表格内,包括配料名称、配料重量、提前量,操作员可根据需求设定相应值。 上位机配方管理界面如图4 所示。
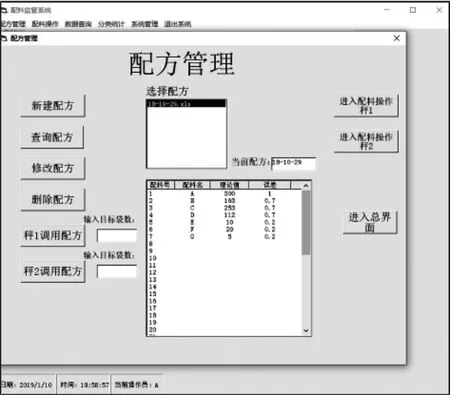
图4 配方管理界面Fig.4 Formula management interface
FINS/UDP 指令是一种嵌套格式数据包,分为指令帧和响应帧2 种形式[6]。FINS 帧结构如图5 所示,由一个10 字的FINS 报头,2 字的FINS 指令码和最大2000 字的FINS 参数/数据区构成。 FINS 报头存储着传输控制信息,向PLC 写入配方时源网络为上位机,目标网络为PLC 以太网单元,利用VB 完成FINS 报头的封装,相应代码如下。
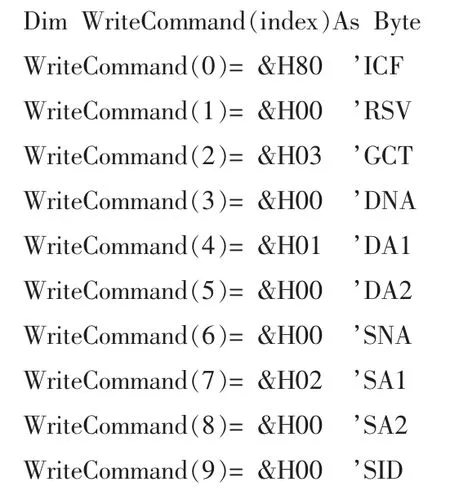
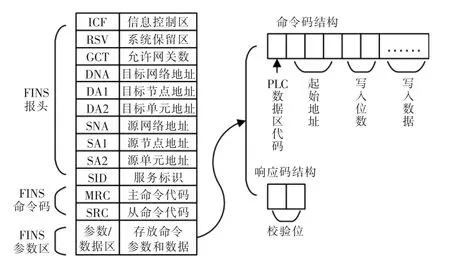
图5 FINS 帧结构Fig.5 FINS frame format
FINS 参数区封装详细的配方信息,使用VB 中的Excel 对象操作上位机配方文件,提取配方信息并将其转换为十六进制表示,之后分配PLC 数据区通道D100、D200……D700 分别存储七种配料信息。以第一种配料A 设定重量300 kg, 提前量1 kg,存储在D100 起始的数据区内为例,FINS 参数区命令码的格式为“010282006400000400010041012C0001”,其中指令码“0102”代表写入指令,“82006400”代表起始地址为D100, 配料重量0x012C 和提前量0x0001 分别写入PLC 数据区D102 和D103 中。
以太网通信时, 首先初始化VB 中的Winsock控件,设置端口号9600、远程PLC 地址和使用UDP协议,之后利用Winsock 控件的SendData 函数发送封装好的WriteCommand 指令帧。 通过Winsock 控件的GetData 函数接收响应帧, 若响应帧的最后两字校验位为0x0000 则代表配方写入成功。
2.3 称重数据处理
PLC 通过RS-232C 与2 个称重模块IND236 通信,设置称重模块COM1 为连续发送模式,通过串口通信将称重值上传至PLC 内,利用PLC 内的称重数据处理子程序处理得到称重值并存储在DM1000数据区内。 当称重值等于配方设定值与提前量之和时,称重到位标志位置1,停止注料。
上位机和触摸屏通过以太网通信向PLC 内发送FINS/UDP 读指令,读取DM1000 内的称重数值,将接收的响应码解码即可得出称重数值,并在相应的监视窗口中实时显示,便于操作人员观察配料过程。 同时上位机读取PLC 称重到位标志,当标志位为1 时, 利用VB 中的Adodc 控件和DataGrid 控件将操作员信息、时间、配料信息和实际称重值写入Access 数据库内。 企业可通过上位机监管软件的数据查询窗口按条件检索,也可将数据导出到Excel 表格内,提高数据可视性和操作便利性[7]。 数据查询窗口如图6 所示。
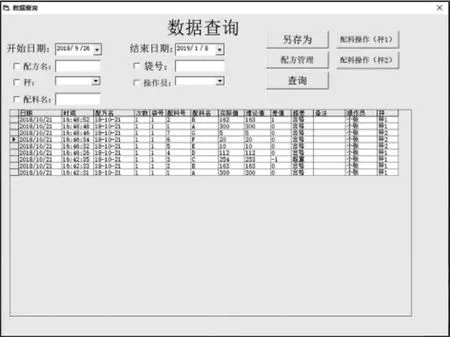
图6 数据查询界面Fig.6 Data query interface
3 结语
本文基于以太网通信设计了由上位机、触摸屏和PLC 组成的液体配料监管系统,实现了上位机和触摸屏向PLC 写入配方信息,以及读取称重数据进行远程监控和数据存储的功能。 该系统结构精简,系统稳定性高,为企业提供了远程生产监控和生产日志回溯的能力。 该系统经调试成功已投入企业的实际使用,极大的提高了企业的自动化生产水平。
