基于线激光视觉测量突跳式温控器触点深度的方法研究
2019-05-05何坚强侯建成辅小荣
何坚强,魏 星,侯建成,辅小荣
(1.盐城工学院 电气工程学院,盐城 224000;2.江苏大学 电气信息工程学院,镇江 212000)
0 引言
作为一种温度控制开关,突跳式温控器主要用于家电产品中,其内部结构示意图如图1所示,图中可以看到温控器内部有双金属片,它可以在产品达到一定温度时发生跳变,温度下降恢复跳变,起到开关电路的作用。温控器的触点不宜过深,应在1mm范围内,否则会影响双金属片的跳变,进而影响整个电路。
目前,突跳式温控器触点深度的测量仍采用人工目测的方式,这种测量方式误差很大,而且随着检测者工作时间的增加检测效率也不断下降。基于线激光的视觉测量技术由于具有非接触性、精确度高、成本低等优点而被广泛应用于产品的缺陷检测、三维轮廓测量、超精密尺寸测量等工业领域,为微小物体的尺寸测量开创了新的技术平台。
李晓天等人[1]根据三角测量法原理,设计了单目物体形貌测量系统,并结合测量数据对系统的测量精度进行了分析,给出了尺寸介于4~30mm的小物体三维重构图。张鹏贤等人[2]提出一种基于激光扫描获取焊缝成形尺寸的视觉测量方法,建立了焊缝宽度和长度的检测算法,实现了焊缝成形尺寸的非接触自动测量。于永波等人[3]提出了基于线激光的桥梁表面破损三维参数测量方法,在结构激光的辅助下,将桥梁构件表面破损三维参数的测量转换为二维断面内的测量。郭新年等人[4]设计了一种基于激光视觉的农作物株高测量系统,该系统能够测量株高在558.00~1843.30mm之间的农作物,测量绝对误差最大值28.30mm,相对误差最大值为2.17%。周兴林等人[5]一种基于三角法测量原理的激光视觉测量沥青路面构造深度的方法,采用断面MPD估算实现构造深度测量,并进行了铺砂法对比实验,两者结果较为接近,相对误差为6.45%。综上所述,以上的研究都是对相对较大物体的三维参数测量,而对于微小物体视觉测量技术的研究还比较少,本文设计了一个线激光视觉测量系统,采用线激光条纹形变量作为突跳式温控器触点深度的信息源,提出了线激光视觉测量微小凹坑深度的方法。

图1 突跳式温控器内部结构图
1 系统的组成及测量原理
基于线激光的突跳式温控器视觉测量系统由激光发射器、CCD相机、计算机、电机拖动装置等组成,如图2所示。CCD相机型号为MER-1070-10GC,分辨率为3840×2748;激光发射器型号为ZLM25AL650-12GD,输出波长为650nm。将CCD相机和激光发射器固定在支架上,待测的突跳式温控器放在传送带上,电机拖动装置控制传送带运动,将温控器传送到相机和激光发射器下方,激光发射器将线激光以一定的角度投射到温控器触点上,CCD相机获取激光条纹图像,对条纹图像进行一些列的处理工作得到条纹图像上离散点坐标值,再根据离散点坐标值算出温控器触点深度。触点处的条纹成像如图3(a)所示,激光条纹经过触点,产生条纹变形,原来的AB段变到EF段,点C为EF上任意点,点O为点C到线段AB的垂线交点,D点为C点在触点底部的垂直投影点,激光条纹以一定的角度投射时,可以由如图3(b)所示的三角几何关系得到tanθ=h/d,触点深度值h=dtanθ,当θ=45°时,h=d,因此要求h的值,只要得到A、B、C三点的坐标值即可[6~8]。

图2 系统组成图

图3 触点深度值测量原理图
2 激光条纹图像的处理
线激光视觉测量系统采集到的激光条纹原始图像如图4(a)所示,先对条纹图像进行灰度化处理,得到如图4(b)所示图像。再比较几种常用的图像滤波方法:均值滤波、中值滤波和小波变换。均值滤波虽然有效地抑制了噪声,但同时降低了目标的清晰度;小波变换更适用于去除高频信号较少的图像,能有效抑制高斯白噪声;中值滤波处理可以更加有效地消除噪声,同时保留了图像细节,拓扑结构也没有发生改变,因此本文选择中值滤波法进行图像滤波,得到如图4(c)所示图像,即用一个窗口在图像上扫描,把窗口内包含的图像像素按灰度级的大小排列起来,取中间灰度值作为窗口中心像素的灰度[9]。中值滤波的输出为:

其中,Med表示取窗口中的中间值,f(x,y),g(x,y)分别为原始图像和处理后图像,w为二维模板,通常为3×3,5×5区域,为了有效去除孤立的噪声点,本文取3×3区域模板。然后采用最优化阈值迭代法进行图像二值化,如图4(d)所示,该算法的基本思想是首先初始化一个阈值,并进行分割产生子图像,再根据子图像的特性来选取新的阈值,利用新的阈值分割图像,经过几次循环,使错误分割的图像像素点降到最少。具体算法步骤如下:
1)求出图像的最大灰度值和最小灰度值,分别记为Zmax和Zmin,则阈值初始值T0=(Zmax+Zmin)/2;
2)根据阈值T0将图像分割成目标和背景两部分,求出两部分的平均灰度值Z0和Z1,平均灰度值=灰度值总和/像素点的总数;
3)求出新的阈值T1=(Z0+Z1)/2;
4)设定新旧阈值的允许差值d,如果|T0-T1|<d,则结束,否则将T1的值赋给T0,转向步骤2),直到满足条件退出循环。
最后将具有有用信息的中间条纹分割出来,分割方法采用连通域面积法和MATLAB的裁剪函数imcrop共同实现,得到如图5所示图像,对分割出的条纹图像进行区域标定,得到条纹上一系列离散点,如图6所示。


图4 激光条纹图像

图5 中间条纹图像

图6 条纹离散点分布图
3 系统标定
视觉测量系统的关键在于如何从采集到的二维图像中获取物体的三维信息,相机成像的几何模型决定了空间上任意点的空间几何位置与其在二维图像中对应点的相互关系,因此需要转换世界坐标系和图像像素坐标系,这种转换主要取决于测量系统中相机的内部参数(fx,fy,u0,v0,k1,k2),以及相机的外部参数(R,T)。其中fx,fy分别表示相机焦距f与像素点在图像物理坐标系中x轴、y轴方向上的物理尺寸dx、dy的比值,即fx=f/dx,fy=f/dy;(u0,v0)表示图像物理坐标系原点坐标;k1,k2分别代表相机的径向畸变系数和切向畸变系数;R为旋转矩阵,T为平移向量[10,11]。这些参数可以通过从不同角度多次采集标定板图像,再将标定板角点的坐标代入标定板在世界坐标系和图像像素坐标系变换关系式(1)来求取。
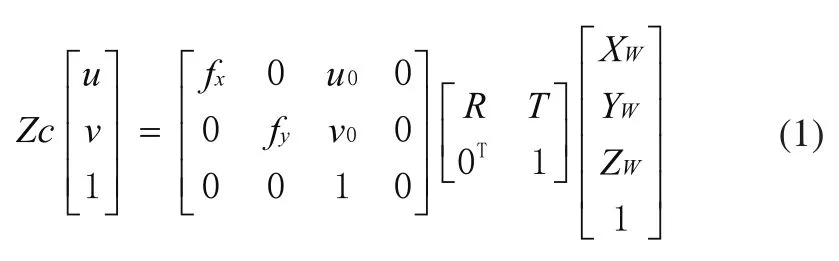
式中:(u,v)为实物在图像像素坐标中的点,(Xw,Yw,Zw)为实物在世界坐标系中的对应点,Zc为对应点在相机坐标系中Z轴上的值。以上是理想情况下的系统标定,实际相机采集的图像存在畸变,这将影响温控器触点深度的测量,采用式(2)畸变校正模型来校正畸变图像[2,12]。


图7 标定板
4 测量结果及误差分析
线激光视觉测量系统主要目的是为了测量温控器触点深度,触点深度要求范围在1mm以内,通过系统标定得到A、B、C三点的坐标值,如图8所示,根据之前所阐述的三角几何关系得到如下关系式:

其中,yA、yB、yC分别表示A、B、C两点的纵坐标,根据系统标定得到一个像素代表的实际长度为0.01664mm,表1给出了测量出的10组数据,并且与二维激光扫面仪测量数据做了对比,两者最大偏差为0.03mm,最大相对误差为6.7%。由于温控器为金属材料所制会造成一定程度的反光以及温控器生产过程中造成其表面不平整等因素,会对测量结果造成影响,产生测量误差。温控器表面反光问题可以通过调节CCD相机光圈,使得金属表面的光尽可能少进入相机,从而突出激光条纹在图像中的位置,为了后续图像处理获得更加精确的离散点坐标,减小因坐标不准确造成的测量误差。温控器表面不平整容易造成获得离散点并非在同一水平线上,但是通过实验证明这种差距比较小,本文在计算坐标值时,取A、B两点纵坐标平均值来进一步的减小这种误差。

图8 触点位置离散点图

表1 温控器触点深度数据表
5 结论
本文搭建了基于线激光的突跳式温控器触点深度视觉测量系统,先对采集到的激光条纹图像进行灰度化、中值滤波、最优化阈值迭代法二值化等图像预处理工作,再用连通域面积法和MATLAB的裁剪函数imcrop,将能够表征温控器触点深度的条纹分割出来,然后对分割出的条纹图像进行区域标定,获得条纹上的离散点坐标,并进行系统标定,获得离散点坐标值,最后求出温控器触点深度值。实验证明,该方法可以实现微小物体表面凹坑实时测量,提高了检测效率降低了检测成本,测量精度能够满足突跳式温控器触点深度实时检测要求。
