复杂边界条件下弹丸热力耦合模型的挤进仿真
2019-05-05王惠源
程 斌,王惠源
(中北大学 机电工程学院, 太原 030051)
弹丸挤进身管的过程可等同于材料高速挤压成形过程,弹丸开始运动后,弹丸的圆柱部与膛线发生强烈接触作用,弹丸产生塑性变形挤进膛线,挤进过程中随着变形量的增加阻力也不断增加。当弹丸圆柱部完全挤进膛线后,由于变形而引起的挤进阻力消失,这时弹丸上圆柱部的刻痕与膛线完全吻合,这个过程被称为弹丸的挤进过程。
弹丸挤进身管是高温、高压和高速条件下瞬时的作用过程,导致实验研究极其困难。而经典内弹道学则忽略弹丸挤进过程,将挤进的初始压力设为定值(30~40 MPa),与实际情况不符。许多学者对挤进过程中的内弹道过程进行了研究,文献[1]澳波波可夫认为挤进终了时的气体压力远大于瞬时挤入所采用的30 MPa;文献[3]分析了弹带变形及刻槽形成过程,研究弹丸运动规律,得出了挤进压力的具体数值;文献[4]指出弹丸通过坡膛起始位置和坡膛结束位置导致弹丸有较大的摆动;文献[5]展示了被甲刻痕的形成过程,对弹丸应力变形进行分析,通过数值拟合得出挤进阻力公式;文献[6]也是建立了热力耦合模型,计算了挤进结束时的弹丸运动情况,分析了弹带温度变化;文献[8]分析了小口径弹丸刻痕的形成,得出对应于阳膛线左右两侧压痕处节点应力应变数值变化剧烈的结论;文献[9]着重对比了热枪与冷枪挤进阻力和弹丸运行速度以及弹丸角速度的差别。
以上文献在分析挤进时,大都考虑了温度对挤进的影响,对挤进阻力以及弹丸的运动姿态也进行了分析,但是目前研究大口径弹带的文献比较多,在小口径弹丸挤进身管这方面,还有待深入研究。本文基于小口径弹丸挤进身管的研究,建立热力耦合模型,研究了挤进时弹丸的运动姿态以及挤进阻力,对弹丸装填不到位时的弹炮间隙进行分析,探究了弹丸初始挤进偏角对弹丸运动的影响,得出在复杂边界条件下弹丸挤进身管的运动分析的结论。
1 弹丸挤进热力耦合模型的建立
基本假设:
1) 弹丸身管均为各向同性材料,且热物理性能参数随温度变化而变化,忽略火药气体热;
2) 被甲,铅套为塑性体,身管,钢芯为弹性体,均服从Mises屈服准则;
3) 弹丸、身管初始温度均为25 ℃,由于只计算挤进过程,内弹道作用时间短,不考虑辐射放热,且不考虑重力影响。
1.1 有限元模型的建立
本文以某小口径枪弹为研究对象,截取身管坡膛与膛线部一部分为研究对象,弹丸结构如图1所示,包括被甲,铅套,钢芯三部分,用UG建立三维模型,导入hypermesh中划分网格,对身管和弹丸进行六面体网格的划分,单元类型选择C3D8RT,即一阶减缩积分热力耦合单元,使用减缩积分单元可以避免剪切闭锁问题。

图1 弹丸结构
身管与弹丸网格划分如图2。弹丸的网格尺寸为0.02 mm,经过多次计算,这个网格尺寸能够保证计算精度。被甲与铅套以及铅套和钢芯之间采用绑定接触,弹丸表面与身管内采用面-面接触,另外,设置被甲外表面的自接触,因为在挤进过程中,弹丸表面单元会被往后推移,造成弹丸表面的自接触。将身管的后端面进行全约束,弹底使用推力子程序加载膛压。

图2 弹丸与身管网格
1.2 材料模型的建立
本文被甲采用johnson-cook模型描述材料的应力应变关系[10],其中,johnson-cook的本构模型为:
(1)

(3)
(4)
Johnson-cook断裂失效模型如下:
(5)
(6)
(7)
累计失效准则认为当损伤容量D超过单位1时,材料失效。式(5)中,Δε表示等效塑性应变增量,式(6)中,εf表示材料破坏时的应变,式(7)中,σm为静水压力,σeq为等效应力。
上述Johnson-cook的参数值[7]如表1。

表1 被甲的Johnson-cook模型参数值
1.3 热力耦合模型
由于挤进的时间非常短暂,所以忽略热辐射造成的热损失,但是考虑了热对流Tt造成的损失,热生成主要由两部分组成:(1)材料的塑性变形热Tp,(2)弹丸和披甲的摩擦热Tf。因此,总的热生成可以用下式表示:

(8)
式中:T0为初始温度,ρ为密度,c为比热容,ε和σ分别为应变和应力,β为塑性热转化系数。
热传导的微分方程
(9)
式中,ρ和c(T)分别为弹丸的密度和比热容,T为弹丸的温度,kx、ky、kz分别为3个方向的热传导系数,Q为内热源,这里为塑性热。
弹丸挤进身管需要有热物性条件,是指弹丸和身管材料物理特性随温度变化的特性,其中热传导系数k、比热容c和弹性模量E均随温度变化,身管的热物性材料如表2,弹丸的热物性材料如表3:

表2 身管的热物性材料
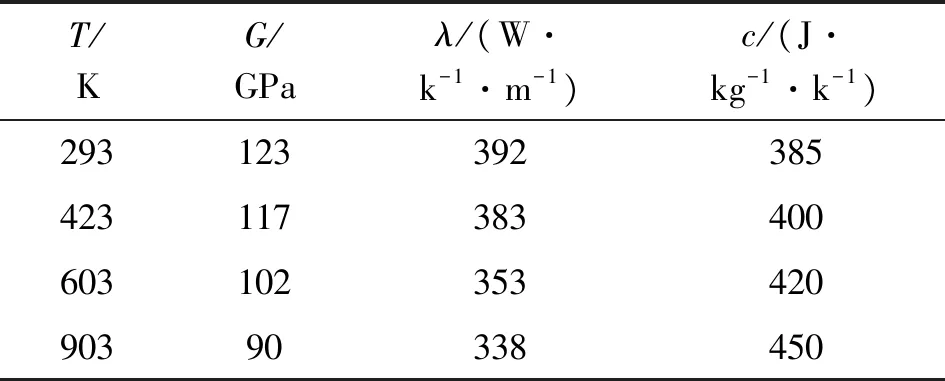
表3 被甲的热物性材料
另外,在预定义场设置初始温度为20 ℃。在接触中,设置热传导和热对流,热传导为弹丸内部以及弹丸与身管之间的热传递,设为50 000 W/(m2·k),该值越大,表示界面两边温度降越小,越接近完美传热。
1.4 推力子程序的实现
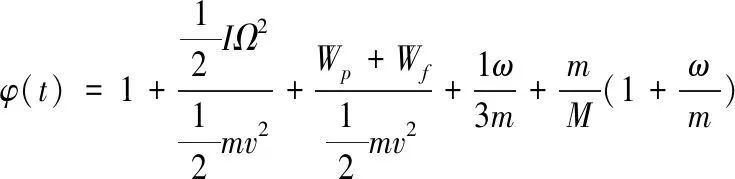
在经典内弹道程序中,次要功系数φ(t)为弹丸直线运动的能量E1、弹丸旋转运动的能量E2、弹丸克服摩擦阻力所消耗的能量E3、火药及火药燃气的运动能量E4、身管和其它后坐部分的后坐部分的后坐运动能量E5与弹丸直线运动的能量E1的比值。即
(10)
经典内弹道中的弹底压力的计算就代入了上述的次要功系数,如果在挤进仿真时,将经典内弹道学中计算出的弹底压力直接加上去,则在仿真的挤进过程中还会再次面临弹丸旋转运动,摩擦做功等等,相当于计及了两次次要功系数,而且在经典内弹道中,由于忽略了挤进过程,所以塑性功没有参与计算。因此,本文采用实时求解次要功系数的方法,在内弹道的每一时刻实时输出次要功系数的值并用于挤进求解。子程序用Fortran语言编写。
子程序的实现过程如下:在初始t0时刻,在VUAMP子程序中赋予一个很小的火药燃烧量Z0,并计算出相应的压力p0、弹底压力pD;此时的pD为弹底所要加载的压力,弹丸在pD的作用下开始运动,经过时间Δt后,弹丸获得平动速度v、旋转角速度Ω、塑性功Wp和摩擦功Wf;然后将v、Ω、Wp、Wf传回到VUAMP子程序中,代入计算在t0+Δt时刻的次要功系数φ(t)、火药燃烧量Z以及弹底压力pD,并再次将弹底压力加载到弹丸底部,由此一直循环直到挤进过程结束。
为方便Fortran语言的编写,改写后的内弹道方程如下,用四阶龙格-库塔方法求解。
(11)

(12)
(13)
(14)

综上,程序设计的总体流程如图3所示。
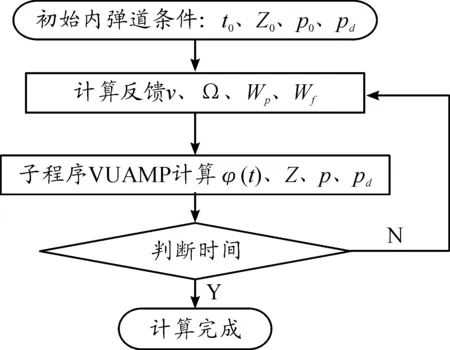
图3 程序设计流程
2 数值计算与仿真结果分析
首先对挤进过程的冷枪和热枪进行对比分析,再分析弹丸在初始挤进过程当中角度发生偏离时的对挤进的影响,对在不同弹炮间隙下的挤进情况进行分析,最后分析挤进阻力。
2.1 两种状态下的挤进应力分析
如图4所示,vt为热力耦合下弹丸的挤进速度,v为绝热状态下的挤进速度,且vt的速度要小于v,在0.3 ms时,vt的速度比v小2 m/s,由于这个差值不是很大,所以在图上体现不明显。由此可知,热力耦合的弹丸速度略大于绝热状态下的弹丸速度,这是由弹丸的挤进阻力决定的。根据力的相互作用,提取枪管内表面平行于枪管轴线的力,此力即为弹丸的挤进阻力,如图5所示为弹丸的挤进阻力,Ft为热力耦合状态下的挤进阻力,绝热状态的挤进阻力大于热力耦合的挤进阻力。且由图4、图5可得,在0.15~0.2 ms时,弹丸正处于挤进状态,此时弹丸的速度变缓,挤进阻力增大。
2.2 弹丸与坡膛间隙对挤进的影响
弹丸在火药气体的作用下开始运动至接触到坡膛的这段行程称为自由行程,自由行程的大小决定了弹丸开始运动到接触坡膛时所需的时间与接触时的速度,将弹丸与坡膛完全贴合的间隙设为0 mm,取弹丸与坡膛间隙的上、下限为1 mm和0.2 mm,并考虑弹丸与坡膛间隙的均匀分布,对弹丸与坡膛间隙取分别为0.2 mm、0.4 mm、0.6 mm、0.8 mm及1 mm的情况进行计算,得到弹丸速度v的变化规律如图6所示,在0.3 ms时弹丸的速度如表4所示。
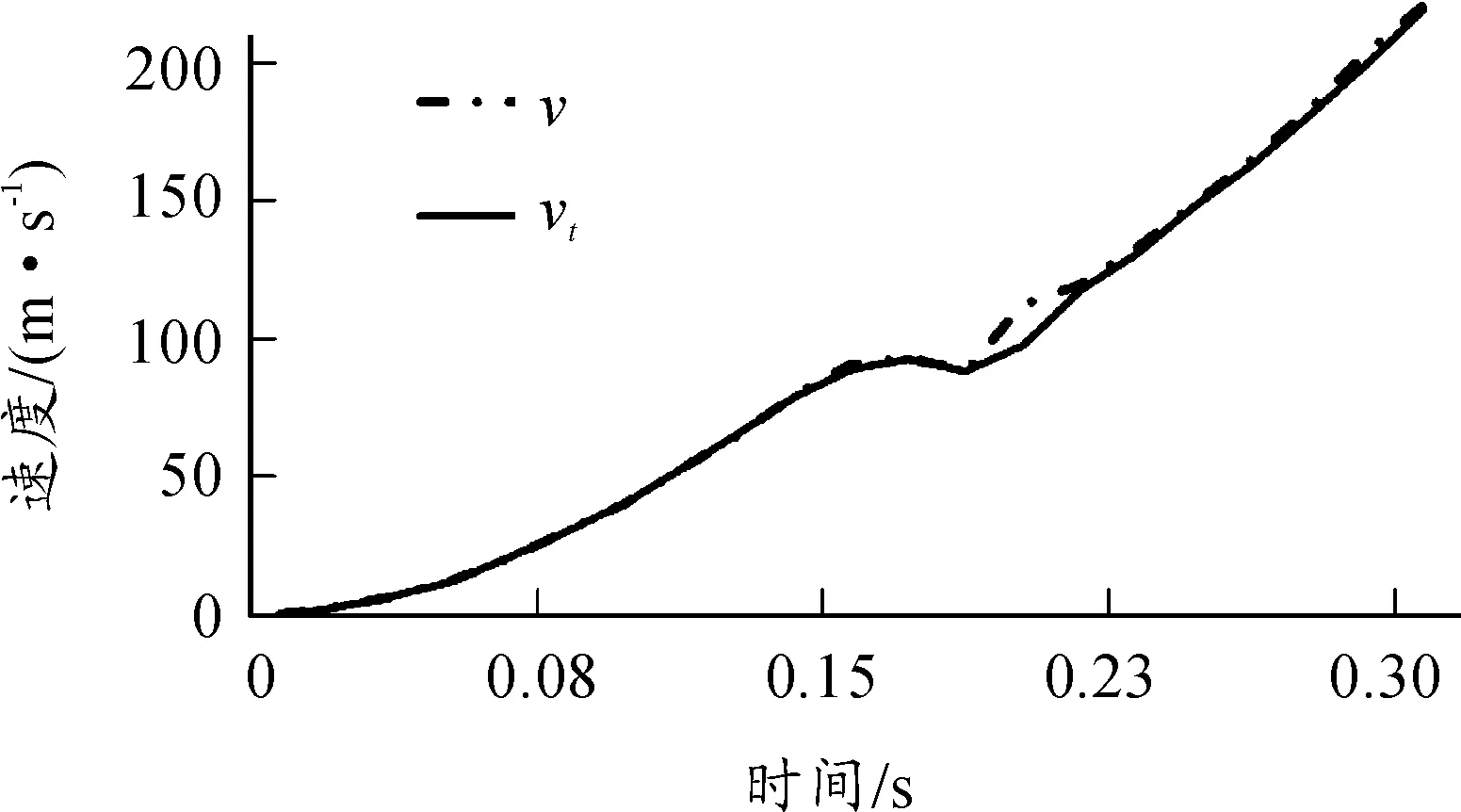
图4 热力耦合与绝热挤进的弹丸速度

图5 弹丸挤进阻力
由图6和表4可知,随着弹丸与坡膛间隙的增大,弹丸速度虽有变化,但总体趋势一致,且其数值差异不大,所以总体来说,弹丸与坡膛间隙对小口径弹丸的速度变化影响不大。

图6 不同弹炮间隙下的弹丸速度

0.2 mm0.4 mm0.6 mm速度/(mm·s-1)212 194218 713215 3860.8 mm1 mm速度/(mm·s-1)214 918213 313
建立身管的三维坐标系如图7所示,x轴与身管轴线同向,y轴为垂直于身管轴线的纵向,z轴为垂直于身管轴线的横向。
取弹丸前端节点,作y、z两个方向上的节点位移图如图8和图9,可得y方向最大值为0.008 1 mm,大于z方向的0.003 8 mm,可知y方向摆动大于z方向摆动,且在y方向摆动中,自由行程为0.4 mm的摆动最大,摆动幅度为0.008 1 mm,自由行程为0.6 mm的摆动最小,摆动幅度为0.007 mm,在z方向摆动中,自由行程为0.6 mm的摆动最大,摆动幅度为0.003 8 mm,自由行程为1 mm的摆动最小,摆动幅度为0.001 2 mm,由此可见,弹炮间隙对弹丸在身管内的摆动影响也不大。
图7 身管在三维坐标中的位置

图8 y方向弹丸的摆动
2.3 弹丸初始偏角的影响
在实际发射过程中,弹丸挤入枪管时,总会有一个小角度的偏差,而在出现一些故障情况时,弹丸初始偏角可能会更大,由于枪管为轴对称的,而且不考虑重力影响所以在考虑弹丸的初始偏角时,任选一个方向即可,其它方向与此次仿真结果相同。
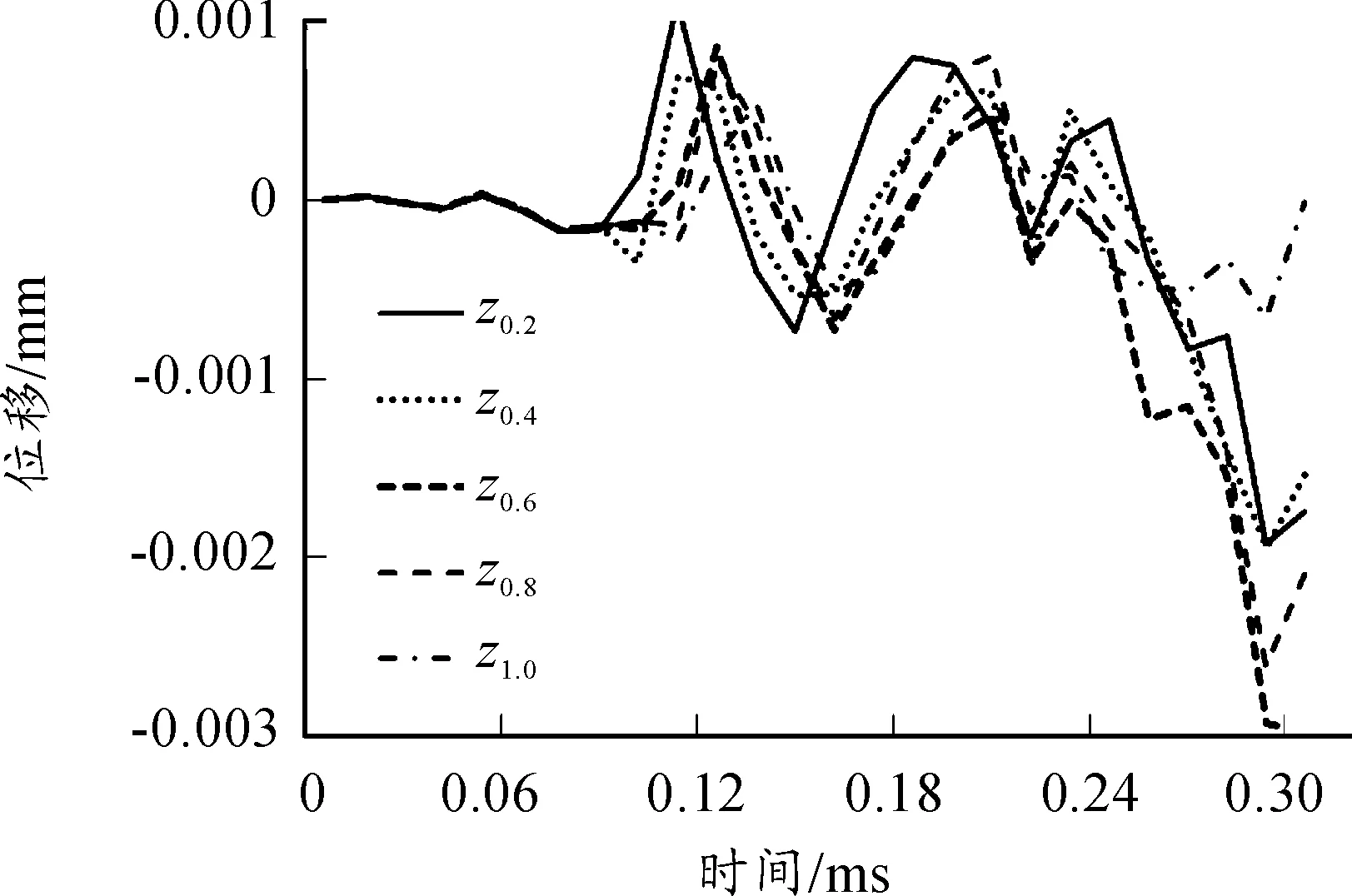
图9 z方向弹丸的摆动
本文使弹丸质心绕着z轴发生初始偏角,偏角方向均向上,弹丸的初始偏角分别为0.2°、0.4°、0.6°、0.8°、1°、1.5°、2°。分析结果表明,在弹丸初始偏角达到2°时,弹丸仍能挤进枪管。在不同角度下挤进完成时的弹丸速度值如表5所示,由表5可知,随着发射初始时弹丸偏角的增大,挤进终了时的速度逐渐减小。

表5 不同偏角下弹丸挤进完成时的速度值
初始偏角对于弹丸摆动的影响,则表现的比较明显,如图10、图11,随着弹丸初始偏角的增大,弹丸摆动明显的增大,在初始偏角为1°,弹丸的纵向摆动更是达到了0.35 mm,虽然之后产生往回摆的趋势,但这只会使弹丸在枪管内的抖动加剧,最终影响射击精度。

图10 不同角度下弹丸运动的y方向摆动

图11 不同角度下弹丸运动的z方向摆动
之后,对两种比较极端的情况进行了挤进仿真,即弹丸初始偏角为1.5°和2°的情况下,弹丸仍可挤进枪管,此时弹丸被甲由于挤进受力不均匀,身管刻痕也变的不对称了,2°时挤进的弹丸塑性变形图如图12,此时弹丸的摆动将变得更大,图13、图14为这两种情况下弹丸的摆动情况。
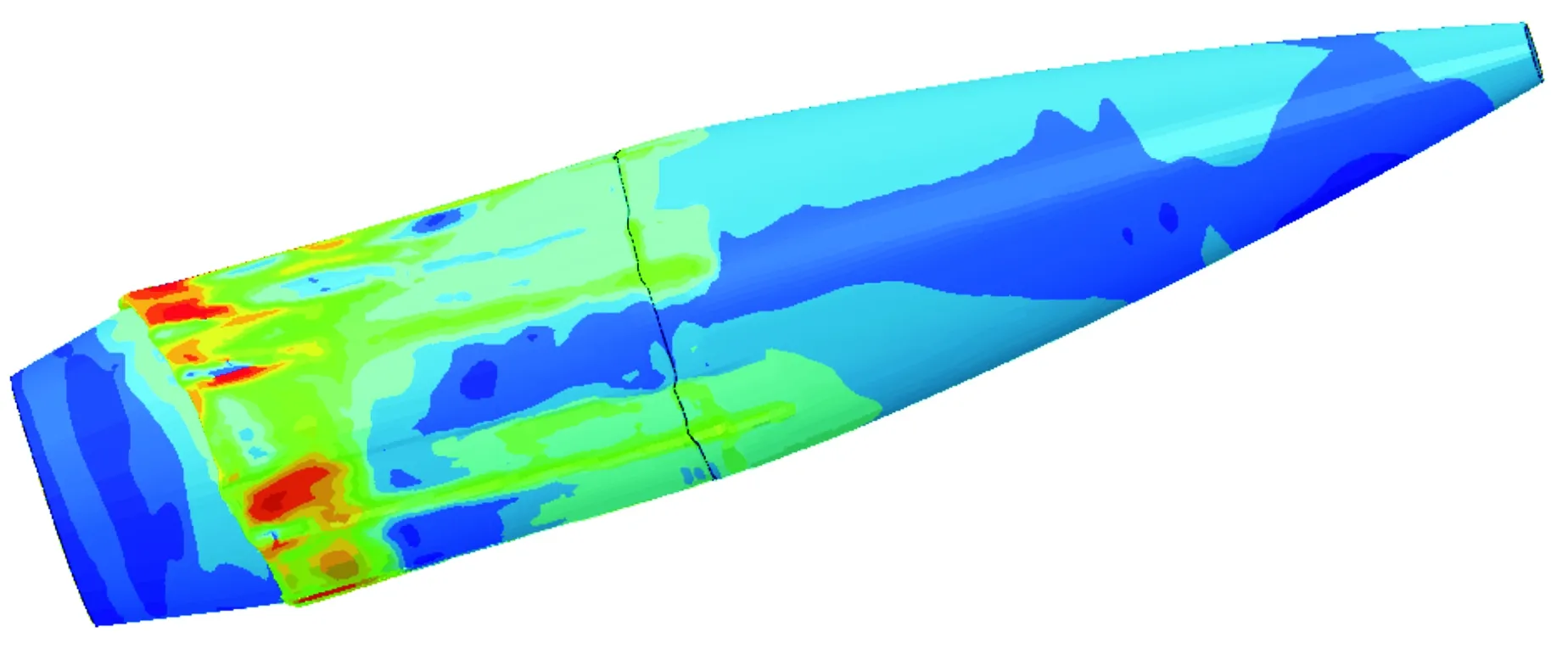
图12 2°时弹丸挤进的塑性变形

图13 弹丸y方向摆动情况

图14 弹丸z方向摆动情况
在弹丸始挤进有偏角的情况,弹丸的摆动将会变的很大,即使是0.2°的偏角下,通过图8和图10比较可得,弹丸的摆动幅度也比无偏角的摆动要大上一个数量级。而在弹丸偏到2°时,弹丸仍可挤进枪管,正常发射,只是弹丸变得严重不均匀。
3 结论
1) 绝热状态下弹丸的挤进阻力要大于热力耦合的挤进阻力,原因是考虑温度时,弹丸与枪管材料随着温度上升,弹性模量和屈服强度下降,挤进时弹丸与枪管内面的接触力变小,从而导致挤进阻力变小,弹丸速度升高。
2) 在一定范围内的弹炮间隙对小口径弹丸的挤进速度影响不大,对其运动姿态的影响也不明显,但弹炮间隙越大,弹丸表面温度越低,温差也小。
3) 弹丸挤进的初始偏角对弹丸的运动姿态影响比较大,在弹丸偏角为0.2°时,弹丸的摆动就要比弹炮同轴时的摆动高出一个数量级,之后随着初始偏角的增大,弹丸摆动越来越大,这对射击精度产生重大影响。另外,在弹丸初始偏角达到2°时,弹丸仍可挤进枪管,进行发射,只是弹丸塑性变形的不均匀性也变得十分明显。对于弹丸发射的复杂条件,仿真时必须考虑。
