基于UG 的精密凹槽零件数控加工初探
2019-05-03李哲
李 哲
(湖南有色金属工业技工学校,湖南株洲 412000)
0 引言
在数控加工过程中,凹槽是一个重点和难点加工问题,主要是因为凹槽在加工过程中要求的精度较高,凹槽零件的开发区域加工更加精细,用铣削刀在进行切割时出现很多的碎削问题,导致整个零件的磨损非常大,凹槽零件的质量不能够得到很好地保证。在UG(UniGraphics,统一图形)软件的帮助下,可以通过建立一个CAD(Computer Aided Design,计算机辅助设计)模型,把凹槽的相关数据进行处理,经过精密的数控程序控制,实现整个凹槽的精加工过程,保证其质量。由于国际上较为先进的技术要求较高,对于工厂的基本条件也高,并且有着严格的标准,加上成本高等原因,国内目前还不能全面地使用这种较为先进的技术。通过UG 软件的控制能很好地实现整个凹槽零件的加工过程,最大限度地减小误差,提高零件的精密程度。
UG 集CAD、CAE(Computer Aided Engineering,计算机辅助工程)和CAM(Computer Aided Manufacturing,计算机辅助制造)于一身,是目前世界上最先进的计算机辅助设计和分析制造软件之一,广泛应用于各个领域,特别是在航空航天。汽车制造和电子等高端产业中。UG 具有强大的虚拟装备功能,能够把曲面造型很好地展示出来,在设计过程中通过有限元分析和动力模拟、机构运动分析等,很好地提高设计的可靠性,同时还能够生成三维模型,对于产品的加工和处理有着重要的作用。
1 凹槽零件的CAD 建模
由于凹槽零件结构复杂,组成零件较多,同时还有各种各样的曲面和倒角之类的。在整个零件的生产过程中,首先要做的就是通过UG 软件对凹槽零件建立一个数据模型。在建立数据模型过程中,由于曲面等部分较为复杂,通过UG 软件下的CAD 功能能够很好地实现整个数据的精密性。在建模过程中,可以先根据零件图绘制一个较为简单的模型,然后再UG 软件中对整个数据进行边倒圆和倒斜角等数据的修正,通过布尔运算等命令来实现整个建模的准确性,保证建模过程中数据的可行性。以下是某45#钢材料,绘制的二维图如图1 所示,实物如图2 所示。
2 精密凹槽零件数控加工的过程设计
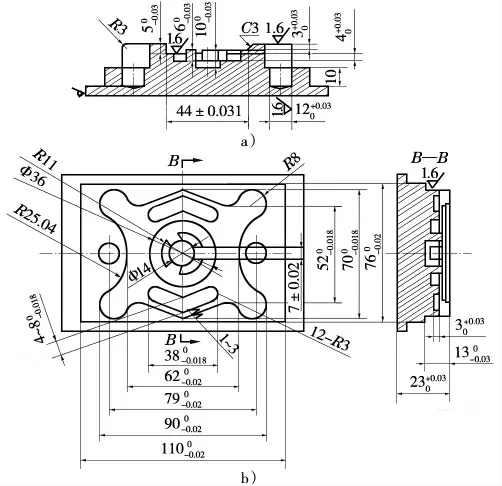
图1 二维建模

图2 实物
一般情况下,凹槽零件的加工过程主要分为4 部分重点内容:零件的外形、零件的曲面、糙面和零件的孔。在加工过程中,根据零件的大小选择合适的铣削刀来进行加工,零件的倒斜角和凹槽面是整个加工过程的重点和难点内容。加工过程中还要考虑到整个加工刀具的基本性能,能不能满足基本的铣削,在数据的处理中,要注意不要形成一个过切面,尺寸的设计要合理,避免出现较大误差。
在基于UG 软件的加工过程中,要合理地使用软件中的Manufacturing 模块,通过Manufacturing 模块建立一个良好的零件基本模型,加工过程中选用的凹槽要和基本的模型有一定的关系。另外,UG 软件中的CAM 模块只有在组件库中能使用,因此在整个加工过程中,要根据实际情况将各个零部件进行组合,然后将整个组合的零部件进行应用,为精密零件的制造提供一个良好的技术条件。由于零件不同的位置的要求不同,在加工过程中要根据实际情况确定加工方式,保证其质量,同时还应该注重生产效率。
2.1 一次加工二次粗加工
一次加工是整个零件的第一步加工过程,主要是指零件的粗加工,此阶段主要进行的是零件的边角料的去除,形成一个大致的零件模型。加工过程中,首先要选用直径较大的刀具进行第一次加工,设置一些较为合理的转速和切度,零件都是用平口的夹具进行固定。在进行粗加工的过程中,如果出现零件的移动问题,要在固定条上设置两条合理的固定条,通过固定条保证零件在加工过程中不位移,刀具一般选择直径小于1 mm 的立铣刀。粗加工中零件的切削工作都是在零件的外部区域进行操作的,正常情况下不会对整个零件产生重大影响。
粗加工完成之后,零件的大致模型可以显现出来。在粗加工过程中,主要是去除零件的边角位置的一些材料,对零件的一些空和其他结构并没有加工。在零件的二次粗加工过程中,主要是加工零件的一些凹面和孔,零件在进行二次粗加工的过程中要选择直径比较小的刀具进行加工,主要是因为在加工过程中要在封闭空间内进行,立铣刀在Z 向进刀的过程中,要将基本速度设置为0,避免在操作过程中出现扎刀现象,严重时可能会造成技术人员的受伤。在刀具进行Z 向进刀时,相关技术人员要避开插销操作,尽可能地将进销速度设置得低一些,尽可能保证加工过程中的安全。第二次粗加工中要选择两种刀具,并且分成两次进行,主要目的是提高加工效率和保证零件的准确性。
2.2 二次精加工
完成二次粗加工之后,要对零件进行基本的二维轮廓的精加工。二维轮廓的精加工主要是针对于零件表面进行的,经过粗加工之后零件可以有一个基本的模型。精加工是对零件的主要加工步骤,在加工过程中要选择合适的加工精度的刀具,根据凹槽零件的主要孔的大小和凹槽面的的倒角等重要参数来确定。加工类型一般选择是平面轮廓铣,主要是为了减少加工过程中出现一些比较多的刀痕,影响零件的美观和性能。设置的切削顺序要以层的形式排布,刀的基本路径选择为光顺。在加工过程中,要根据零件的要求设置相关的进刀深度,不能太深或太浅。当基本的轮廓完成精加工之后,要对孔进行精加工。孔的精加工和其他的不一定,主要是用铣削和铰削操作来实现,刀具的选择根据市实际情况来制定。在使用的刀具中,每一个刀具都要有较强的物理性能,因此适用于数控机床精度允许的情况下对凹槽零件进行孔加工,这种加工方法在小批量或中批量的条件中适用。铰孔技术是在数量较多的孔加工中适用。孔的精加工完成后要进行平面的精加工,需要的刀具为立铣刀,为了降低换刀频率,通常选择直径较小的立铣刀进行平面的精加工。由于平面铣能够很好地对零件的周边实现良好的切面,因此,在二次精加工的过程中使用这种方式,设置的加工步距一般为刀具半径的65%左右,以确保切割效果,并且选用线性的进刀方式。
凹槽零件的表面精加工之后,要对凹槽的槽面进行精加工。在数控加工中,凹槽的槽面精加工是整个零件加工过程中最为重要的一步,也是难度最大的一步。在加工过程中,要选择相对较小的槽面尺寸,还是在平面先铣上面进行操作。同时要降低整个道具在Z 方向上面的切割阻力。要提升其形位精度,选取螺旋式的下刀方法,切削动作要跟随部件,将起点钻设置在凹槽的中间,加工顺序要遵循深度优先的原则。同时,要将刀路设置光顺,这样加工出来的凹槽零件才会光滑并且刀痕少。在凹槽的整个表面中,要根据实际情况选择合适的刀具进行工作,不同于凹槽表面,孔的加工比较复杂,选用的方式也是根据实际情况而定,在进行加工过程中,要保证每一空都有足够的空间使得整个刀具能够顺利进行作业,在作业过程中,相关技术人员要佩戴好相应的防护措施,保证安全的情况下进行工作。
在UG 软件中进行仿真处理,把精密凹槽零件的基本实切过程仿真出来,这个步骤是整个零件加工的最后一个步骤。UG模拟软件能够很好地给技术人员一个良好的技术支持,能够提供一个清晰地加工路径,对于出现问题地时候能够给与一定的校正意见。技术人员还可以通过改变一些参数,防止在加工过程中出现碰撞问题,保证能够顺利地完成加工。仿真工作完成之后,技术人员根据零件的表面观察是不是合格、断凹槽零件是否有切削太过或切削不到位的情况。合理应用UG 软件功能可以很大程度的降低整个工件在制作过程中出现问题,提高零件的安全效率。仿真工作结束后,需要通过UG 软件的后处理功能将刀位的走向选中,然后再导入到数控机床的专用后处理文件中,从而生成用于执行命令的代码。最后经过数据线,将代码程序输入给数控加工机床。
3 结语
结合实例,对UG 的精密凹槽零件数控加工的相关步骤和技术进行阐述,说明UG 软件控制之下的精密加工控制技术的精密度,科学的方法能够很好地减少整个零件的加工效率和零件的工作效率。在凹槽的零件的加工过程中,人们可以使用现代化的技术对传统的零件加工技术进行改造和升级,通过软件控制来实现精密制造。在零件的精密加工中,合理使用UG 软件能够最大限度地体现加工精度,确保精密零件的准确性,保证加工工件质量,进而推动数控加工技术的发展。
