电磁脉冲压接技术在电气及自动化工程中的应用
2019-04-26杨大可孙玮党丽琴
文/杨大可 孙玮 党丽琴
电线电缆导体的连接不仅仅在电气及自动化工程领域中使用广泛,在汽车制造业、交通运输业以及航天航空领域中都起到了一定的重要作用,能够保证电气线路和系统稳定运行,对连接方法进行改进与优化,提高导线接头质量的安全,是企业可持续发展的关键,对企业的发展具有极其重要的现实意义。
1 传统压接方式的不足之处
1.1 传统压接的连接方式
压接是指让金属在规定的范围内进行压缩,完成压缩后将导线连接到接触对上,简单来说就是通过压力的方式,让压线筒沿着导线产生变形,从而实现导线和压线筒之间的连接。压线连接是一次使用,永久连接。目前使用最多的连接方式是压缩连接,压缩连接一般应用在压线筒与铝接线端子中,采用特定的工具对连接导体的连接件进行压力扩充,依靠这种强大的压力让材料变形,从而让导体和连接线紧密连接,形成导电线路。这种压接方式按照压膜的形状进行划分,可以分为局部和整体两种压接类型,局部压接的压力较小,伸长率也较小,但是容易产生电厂变形,因此在高电厂的作用下,需要使用填平压坑的方式使电场能够在一个均匀的状态下工作;整体压接与局部压接正好相反,整体压接所产生的压力较大,其伸长率也较大,压缩的部位不会变形,能够压缩成各种需要的接头,因此这种压接方式也是目前低压电缆中使用最为广泛的一种方法。
1.2 传统压接的制作方法
传统压接在制作的时候较为简单,如果小于50mm2的电缆线与接线端子,两者在连接的过程中一定要使用专门的手动压接工具进行压接,这种压接方式操作便捷,使用起来也较为方便,比较使用与工程安装或者现场维修等情况中。如果超过50mm2的电缆线,则需要使用液压钳进行制作,液压钳的钳口硬度较高,是使用专门的钢件制作而成,压紧成型后,接头的横截面形状与其他接头较为不同,因此还需要对压接接头进行填充,从而增加铜线与套管的面积,添加助焊剂能够更好的进行锡焊填充。目前市场上认为锡焊没有正确的压接方式好,大电流的情况下使用压接更为合适。
1.3 传统压接方式的不足
传统的压接方式对于工作人员而言,劳动量过大;芯线进行压接后会影响紧密度,会出现松散情况;压接后的连接端子会出现较重的压痕,容易损害芯线;压接的地方无法得到均匀受力,会降低接头的性能;压接接头容易受到外部环境的影响产生接触不良;锡焊填充增加工作量,允许的温度较为局限,对电路系统的安全性具有较大的影响;锡焊接头中,对锡的要求较高,温度过高或过低都会影响焊接的性能,影响电力系统的正常运行。施工工艺对于导线连接的安全性影响非常重大,良好的导线连接方式一定要具备较小的电阻、较强的抗拉能力以及耐腐蚀的功能。因此,传统的压接工艺已经无法满足现有电气及自动化工程领域的应用,急需一种新的工艺进行市场的无缝对接,而电磁脉冲压接方式是对接的关键技术。
2 电磁脉冲压接技术在电气及自动化工程中的具体应用
分析了传统压接方式中存在的诸多问题,一种新型的电磁脉冲压接方法应运而生。与传统的机械压接不同,电磁脉冲压接是利用电磁力应用在连接端子套管中,从而产生压力波,这种压力波是一种向内的径向波,能够使套管受到强大的压缩力,套管受到压缩力后会向内急剧收缩,受到挤压的电线线缆导体会整齐的排列在一起,完成压接。
2.1 电磁脉冲压接技术的优势
使用电磁脉冲压接能够增加导体与套管内壁的面积,且密度较高;压接的地方不会出现空隙,不会出现腐蚀的情况;将多股导线压接后会形成一个实心,能够增强接头的抗拉性能;电磁脉冲压接工艺绿色环保,不会对环境造成污染;与传统压接工艺相比能够保证质量,可靠性高;电磁脉冲压接操作简单,能够有效的节省成本;电磁脉冲压接类似于冷焊,能够起到较好的电连续性,在环境恶劣的条件下也能够进行焊接,这是传统压接方式所不具备的。
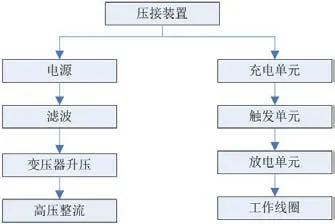
图1:压接装置系统组成
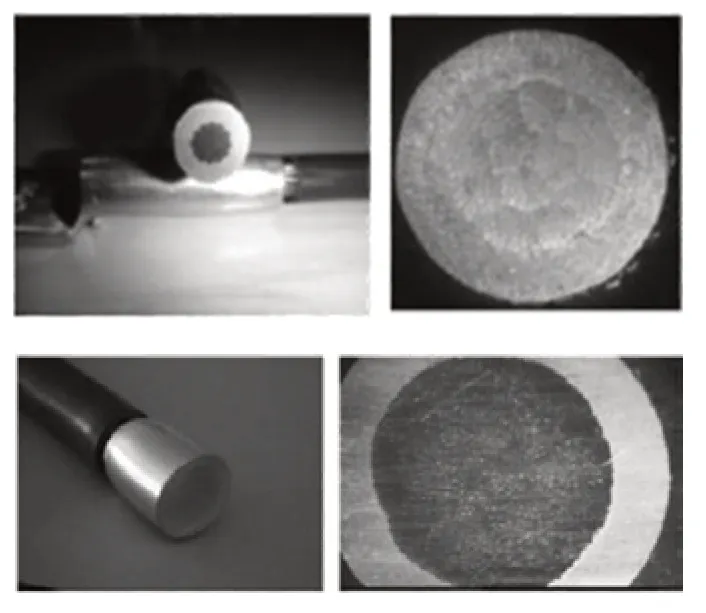
图2:压接接头横截面
2.2 电磁脉冲压接技术的压接原理
电磁脉冲压接中,端子采用的是导电性较好的材料进行制作,当线圈开始通电后,连接端子套管的表面会产生电流,根据楞次定律可知电磁线圈中产生的磁场与感应电流的磁场不会出现交集。磁场之间会出现排斥,外层的工件也会受到受到径向力,在很短的时间内朝着轴心的地方进行压缩,然后进行收缩;当外层的工件收缩的速度超过200m/s,将会产生流动现象,在收缩的过程中会将内层的工件进行包裹,从而实现紧密的连接。
2.3 电磁脉冲压接技术的实现过程
将电缆线导体插到固定的位置,然后再将其一起放在特定的工作线圈中;开启装置后,对储能电容器进行充电,充电的电压到达设定的值后会自动打开放电的开关,让电容器能够迅速的进行放电;电流需要在很短的时间进行电流的释放,释放的过程中会产生脉冲磁场,同时套管的外壁也会产生电流,从而出现磁场,脉冲磁场与感应磁场之间会发生排斥,套管会在高磁场的压力下进行收缩。如果磁场力能够满足变形的条件,则内部的导线就会仅仅的包裹在一起,从而实现压接。要想实现压接需要关注套管材料的强度大小,用强度的大小设置电流的大小,如果强越大则电流越大。
2.4 压接装置
压接装置的组成如图1所示。
压接装置在进行工作的过程中需要先将闭合充电的开关关闭,关闭后对电容进行充电,电容器充电极快,在几秒钟之内就能够充电完毕;将充电开关关闭后,需要通过触发单元导通电流开关,将电容器中的电流进行放电;电容器的存贮能量大约为20KJ,能量公式为:
2.5 效果呈现
剖开压接完成后的接头,如图2所示,观察图2的横截面,多股导线紧密排列,导线之间没有出现空隙,导线由圆柱转为六棱柱,排列的十分紧密。
使用电磁脉冲压接,压接时间非常短;通过设定的电压能够精准的对压接力的大小进行控制,接头的质量也较好;接头处的电阻很小,可以将其忽略;导线受到强大的磁场压力后会出现挤压形成六棱柱,增加导线之间的紧实度,让多股导线成为一个整体提高机械的强度,与常规的压接方法相比具有更强的拉力;接线端子套管在全方位无死角的圆周上会根据一定的长度进行均匀的包裹,这种方式也不会损坏接线端子;接头的表面没有机械压痕的痕迹,外观完美;有效的降低的工作人员的工作强度,提高了工作效率,降低了生产成本,适合批量生产。
3 结束语
对传统压接工艺进行了介绍,继而针对传统压接工艺中存在的问题提出了一种新型的电磁脉冲压接,这种新型的压接工艺绿色环保,能耗非常低,被广泛应用在了电气及自动化工程领域中,取代了传统的机械压接。为了使电磁脉冲压接方式能够得到更好的应用,需要不断的对电磁脉冲压接进行优化与改进,以满足现场装配工程的需要。
