某奥氏体不锈钢压力容器硬度异常分析
2019-04-25黄志鹏
黄志鹏
(福建省锅炉压力容器检验研究院漳州分院,福建 漳州 363000)
奥氏体不锈钢通常被认为具有良好的综合力学和加工工艺性能,同时具有耐腐蚀、耐高温等优秀性能,因此已被广泛运用于压力容器制造领域[1]。近几年来,随着我国石油化工和设备制造行业的发展,各项目中使用奥氏体不锈钢制造设备的情况越来越多,其用量也越来越大,相应的奥氏体不锈钢失效事例也越来越多[2]。分析这些失效事例,由于奥氏体不锈钢材料硬度异常导致的失效最为常见。文中针对某个奥氏体不锈钢检验过程中碰到的材料硬度异常案例,分析产生该现象的原因,根据分析结果在设备制造和使用过程中提出几点建议。
1 设备检验结果
根据《固定式压力容器安全技术监察规程》[3]第8章的规定,对某个奥氏体不锈钢设备进行硬度检测,该设备的基本情况如表1所示。

表1 设备概况表
对该设备上、下封头进行硬度检测时发现封头直边段及扳边过渡段硬度值存在超标异常的情况,硬度值由封头中心(硬度值为190HB)向两侧逐渐增加,在直边段达到最高值385HB。检测部位和相应的硬度检测值见图1和表2。
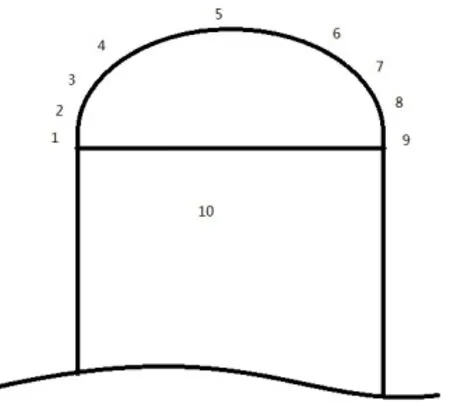
图1 硬度及铁素体检测部位
表2 硬度及铁素体检测部位对应数值
从检测结果可以看出,直边段和扳边过渡段的硬度值远大于《承压设备用不锈钢钢板及钢带》[4]中材料硬度不大于201HB的规定。虽然《钢制化工容器制造技术要求》[5]中对于有耐腐蚀要求的容器在成型后表面硬度值大于235HB时应进行固溶处理的要求,但是《固定式压力容器安全技术监察规程》[3]和《承压设备损伤模式识别》[6]中并无超过硬度限值该设备如何处理的相关规定,因此在检验过程中调整了检验方案,增加了材料元素分析、材料铁素体含量检测、金相分析和封头内外表面100%渗透检测,检测结果如下:
(1)采用全定量光谱仪对封头金属材料中的各元素含量进行检测,并查阅容器出厂资料中封头的材料表并对比材料的制造标准,结果表明:封头部位元素含量在标准范围内,符合标准规范要求,不存在材料使用方面的问题。

表3 封头光谱分析表 单位:%
(2)对封头硬度检测部位进行铁素体含量检测,检测结果如表2和图2所示。从图2中可以看出,铁素体含量与硬度值存在近似线性关系,硬度值随着铁素体含量增大而增大。与硬度值分布类似,设备直边段铁素体含量最大,封头中心处含量最小。
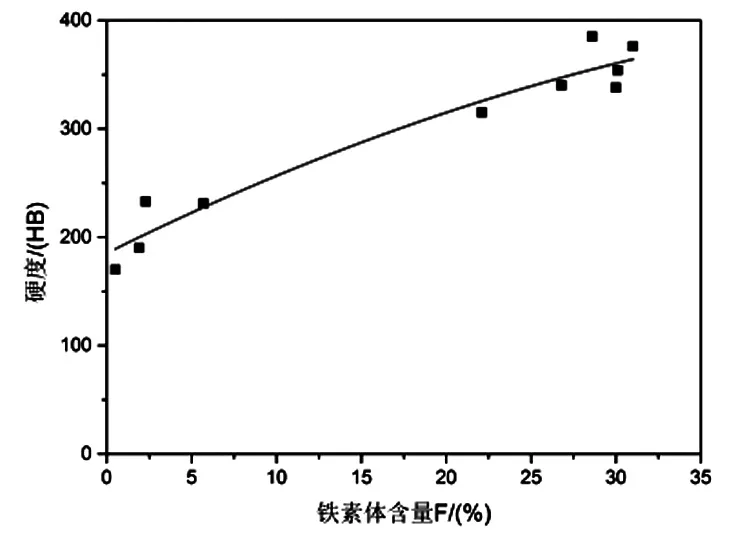
图2 硬度与铁素体含量关系图
(3)对硬度最大值部位直边段(图1中的编号1处)进行金相检测,检测结果如图3、图4所示。从图中可以看出,该处奥氏体晶粒有沿加工方向破碎、滑移面及晶界上产生大量位错现象,产生针状马氏体。
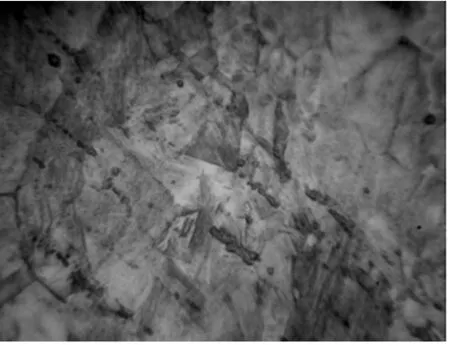
图3 400倍金相图
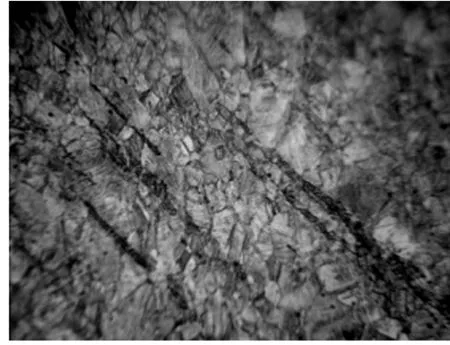
图4 800倍金相图
(4)对该封头内外表面进行了100%渗透检测,未发现可记录的超标缺陷。
2 原因分析
由元素含量检测结果可知封头部位元素含量在标准范围内,符合标准规范要求。由金相结果可知,封头材料的显微组织为奥氏体基体上分布着大量析出的碳化物和形变马氏体。由硬度测试结果可知,该设备直边段及扳边过渡段硬度值远远大于标准要求。通过查阅相关文献可知[7][8],这是由两方面因素导致的:
其一,由出厂资料可知,该封头使用材料为06Cr19Ni10,采用冷冲压工艺进行制造,成型后无固溶处理。06Cr19Ni10材质属于亚稳态奥氏体不锈钢,而冷加工是亚稳态奥氏体转变为马氏体的诱因。当亚稳态奥氏体不锈钢产生应变时容易转变为针状马氏体显微结构,并且随着工程应变量的增加,形变诱发马氏体相的含量也在增加。当板材下料进行冷冲压时,封头的直边段材料所受的变形量最大,而受到强烈的冷变形时发生了奥氏体向马氏体的转变,这样一来就导致不锈钢具有一定的磁性,用铁素体仪可检测到大量的铁素体,铁素体含量和硬度值呈线性关系。扳边部位变形比直边小,所以铁素体含量和硬度都比直边段小。而封头顶部变形最小,铁素体和硬度符合材料标准要求。
其二,弥散分布在奥氏体上的碳化物是由于材料没有经过有效的高温热处理、碳化物没有充分溶解于奥氏体中产生的。大量碳化物弥散分布于奥氏体基体中,对材料起到了弥散强化的作用,更加提高了材料的硬度。同时冷变形产生了大量的形变马氏体,未回火的马氏体作为硬脆相本身硬度很高,马氏体硬度值比奥氏体大也使得材料整体硬度变大。
综上所述,没有经过规范的热处理是导致这两个因素存在的直接原因,当材料进行重新热处理(固溶处理)后其显微组织为单相奥氏体,从而可以有效消除形变马氏体,降低材料的铁素体含量及硬度,减少设备裂纹的产生。
3 制造及使用建议
由于加工和使用过程中产生的形变诱发马氏体相变与材料成分、制造工艺等多种因素有关,为了预防和减少形变马氏体的产生而引起材质裂化,导致封头在加工或使用过程中失效,笔者在制造和使用方面提出两点建议:
3.1 制造方面
(1)对于冷成型奥氏体不锈钢封头,可通过成型后的固溶处理或者改善成型工艺来减轻或者避免加工硬化。例如,对于旋压封头,先进行冷冲压预压,然后加热至250℃旋压成形;对于不能旋压的封头,先冷冲压预压,再加热到250℃冲压成形,以上两种方法均可减少塑性加工过程中的形变诱发马氏体相变。
(2)制造单位在奥氏体不锈钢封头安装之前,应测试封头的硬度、铁磁相含量等是否满足标准要求值,以便清除不合格封头。
3.2 使用方面
严格控制使用过程中介质成分、温度、压力、pH值等工艺指标,在工艺允许的前提下,可以添加适量缓蚀剂,减少对设备的腐蚀。
4 结论
文中对奥氏体不锈钢容器进行检测,发现其硬度值异常,随后利用硬度检测、材料元素分析、材料铁素体含量检测、金相分析和封头内外表面100%渗透检测等方法对该设备进行检测并进行分析,结果如下:
(1)该设备封头直边段硬度最高,超过了标准限定值,达到了385HB,封头中心处硬度值最低,仅为195HB,符合标准的要求。
(2)对该设备材料进行元素含量检测结果可知封头部位元素含量在标准范围内,符合标准规范要求;对该封头内外表面进行了100%渗透检测,经检测未发现可记录的超标缺陷。
(3)通过铁素体含量检测发现,材料铁素体含量与硬度值成近似线性关系,铁素体含量越高,硬度越大。
(4)金相分析结果表明奥氏体晶粒有沿加工方向破碎、滑移面及晶界上产生大量位错现象,产生针状马氏体。
(5)通过分析发现由于封头加工时经过冷冲压工艺后没有进行固溶处理导致大量形变马氏体产生,从而导致材料硬度异常。
(6)根据分析结果对该类设备制造和使用过程提出几点建议。
