螺旋埋弧焊管新型外焊机构的设计
2019-04-22孙爱玢谷海龙刘晶晶
王 洋,陈 楠,孙爱玢,谷海龙,刘晶晶
(中国石油集团渤海石油装备制造有限公司,河北 青县 062658)
1 概 述
螺旋埋弧焊管焊缝包括内焊缝和外焊缝,内焊缝焊接成型在以钢管轴线为轴心的时钟6 点钟位置进行,外焊缝焊接成型在与内焊位置相距二分之一螺距的时钟12 点钟位置进行[1]。焊接时,焊接机构位置固定,即内、外焊点位置不变,而成型螺旋钢管随着成型过程旋转并直线移动[2]。
目前,国内大型螺旋埋弧焊管生产厂家外焊焊接装置形式大体相似,大多是通过简单的机构使焊枪空间位置满足工艺要求。焊管机组生产不同规格钢管时,受成型参数的影响[3],焊枪位置参数只能依靠操作经验进行粗调,在调型焊接过程中再根据焊缝形貌等进行反复精调,工作繁琐且效率低。
由于在线焊接的焊接工艺受机组影响往往不能调节到最佳状态[4],在正常生产过程中出现焊接质量问题时,需熟练操作工根据具体情况进行摸索调整,产品质量对焊接操作人员技能依赖性较强。因为焊接设备所有调整单元无相关量化标尺,当出现变动时,无法尽早获知,容易出现批量缺陷。因此,本研究设计了一种螺旋缝埋弧焊管新型外焊机构,以实现焊枪位置参数精确化控制,从而提高焊管的质量和生产效率[5]。
2 新型外焊机构的关键技术及结构设计
2.1 关键技术
新型外焊机构需解决的问题:①具备结构紧凑、调整灵活的特点;②焊丝间距可在焊接过程中进行调整;③焊枪位置参数均可精确化控制。
2.2 结构设计
外焊机构由支撑框架、焊丝矫直器、焊枪及焊枪调整机构组成。
2.2.1 支撑框架的设计
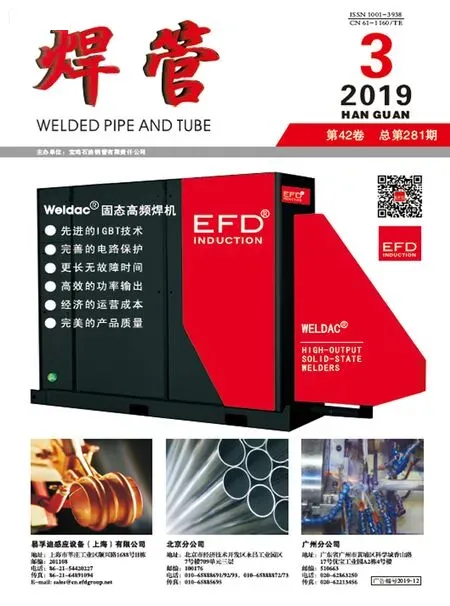
支撑框架结构用于连接调整箱和送丝机,且送丝机可进行位置调整。先期支撑框架(图1)的设计由于考虑到三丝焊工位安装,框架整体设计体积较大,焊丝输送距离长。在实际测试过程中出现了很多困难,首先由于外焊机构整体质量较大,外焊机构连接的三维滑板负荷达到上限,长期使用可能造成三维滑板内部磨损严重甚至断裂。其次,由于外焊机构体积较大,安装送丝机位置高,焊丝输送距离长,岗位人员更换焊丝比传统焊接机构操作时间增加1 倍,影响了焊管机组的生产效率。
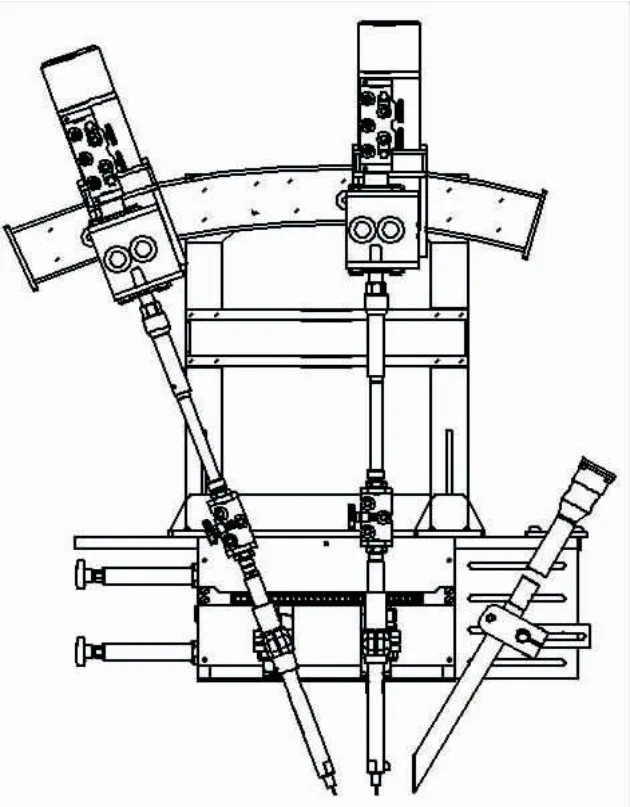
图1 前期设计的焊接机构支撑框架
为此,采用了新的设计方案(图2),将连接送丝机的弧形板改为简易实用的滑杆,缩短了焊丝的输送距离。滑杆安装锁紧螺丝,送丝机在固定位置上不易发生位置偏移,可达到弧形板连接送丝机的同样效果。其次,去除焊丝输送软管连接部分,焊枪由先期的长焊枪改为导电块、导电杆和导电嘴组成的传统焊枪,缩短了焊丝输送距离。通过测试,焊接机构的整体质量可满足三维滑板正常使用,更换焊丝达到正常时间值。
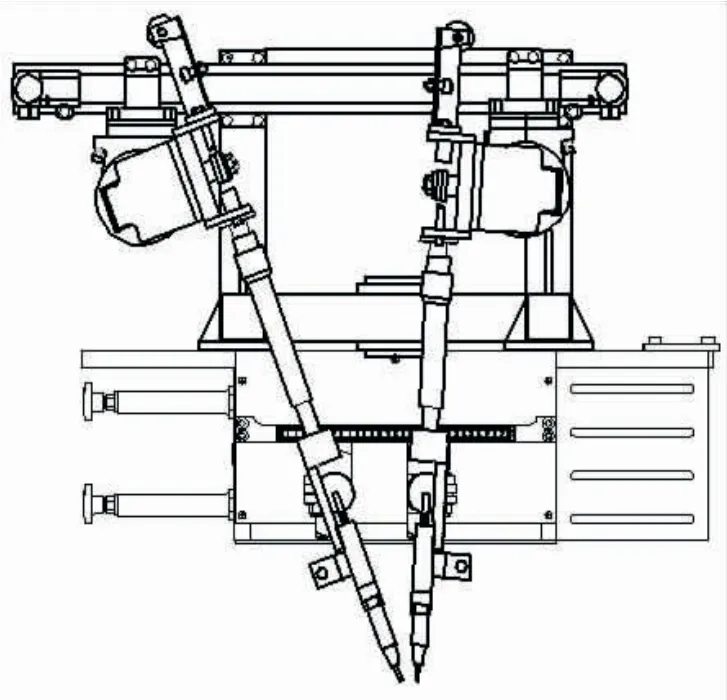
图2 改进后的焊接机构支撑框架
2.2.2 焊丝矫直器的设计

图3 传统焊丝矫直器

图4 新型焊丝矫直器
传统焊丝矫直器如图3所示,新型焊丝矫直器在此基础上,通过增加矫直轮数量,使焊丝充分矫直,且能平滑前行,送丝时也比较平稳,达到了理想效果。新型焊丝矫直器如图4所示。焊丝从焊丝盘输出后有一定的塑性变形,需通过矫直器后才能保证输送平稳。由于新型焊接机构送丝机距导电嘴相对距离较长,焊丝矫直不充分便会对焊丝的输送产生较大阻力,阻力过大就会使送丝速度和焊接规范不稳定[6],因此对焊丝的矫直效果要求比较严格。
2.2.3 焊枪调整机构设计
焊枪调整机构由调整箱和枪夹构成,主要用于焊丝间距和倾角的调整。
调整箱结构如图5所示,调整箱内部滑块与水平位置的丝杆配合,滑块连接枪夹,调整箱外漏端设有旋钮,通过旋转旋钮转动丝杆可调节滑块位置,旋钮上设置锁紧装置,防止焊枪位置发生移动。滑块的移动范围为0~100 mm,调整箱上装有刻度尺,精确度为1 mm,焊枪位置移动可在焊接过程中进行调整,通过刻度尺上的数值反映位置变化,从而间接实现焊丝间距定量化。
枪夹和焊枪结构及位置如图6所示,枪夹一端连接调整箱上的滑块另一端连接焊枪,焊枪可在枪夹上旋转角度,调整范围 0°~30°,枪夹上装有角度尺,精确度1°。焊枪旋转角度不能在线调整,角度调整设置锁紧装置,防止焊枪角度发生变化。角度尺可测量焊枪的实际倾角,实现了焊丝倾角的定量化。
图5 外焊机调整箱结构示意图

图6 枪夹和焊枪结构示意图
3 应用效果
新型焊接机构结构紧凑、焊枪调整灵活准确。焊枪采用原焊管机组通用的导电块、导电杆和导电嘴组成的传统焊枪,省去后期焊枪采购的成本。通过调整箱旋钮调整焊枪间距,前后丝间距实现精确控制,且可以在焊接过程中进行调整,减少因焊丝间距调整产生的非工艺停车。
通过调节送丝机构在支撑架上、焊枪在丝距调整箱上的位置,使送丝机构与焊枪在同一直线,同时调整相邻焊枪间的夹角,从丝距调整箱刻度尺确定焊枪的间距,调整焊枪在转角调节机构上的角度,利用角度尺精确确定焊枪、焊丝的倾角。
对焊接工艺几何参数做了规定(表1),将焊接工艺中的几何参数进行定量化,减少人为失误造成的焊接缺陷,从而实现耗材低、速度快、质量好的螺旋缝埋弧焊管生产目标[7-10]。

表1 焊枪位置参数规定
4 结 论
(1)螺旋埋弧焊管外焊缝新型焊接机构的焊枪横向调整范围 0~100 mm,精确度 1 mm,焊丝倾角调整范围 0°~30°,精确度 1°,焊枪调整灵活,锁紧功能可靠,可满足生产需求。
(2)可实现焊丝间距在焊接过程中的在线调整,通过调整箱的外漏旋钮即可完成,方法简单便捷。可减少焊管机组的停车次数,提高产品质量和生产效率。
(3)可使焊缝质量不再依赖焊工的操作技能,减少由于人为失误产生的焊缝缺陷,为焊接生产的正常进行提供了可靠的设备保障。
(4)焊枪位置参数的精确化控制,推动了标准化控制技术在焊管生产中的广泛应用。