地下连续墙工字钢接头焊接技术研究
2019-04-22黎大鹏
黎大鹏,贾 伟,王 成
(中交四航局广州南沙工程有限公司,广东 广州 510230)
广州南沙某基坑项目东临珠江出海口,基坑面积4.9万m2,基坑开挖深度9m,基坑东侧临水,采用地下连续墙作为止水帷幕,共计94幅,总长度460m,平均深度37m,最大深度48.6m。地下连续墙接头采用工字钢接头,工字钢平均长度为36m,最大长度达47.6m,工字钢采用3块Q235钢板按顺序拼接而成,钢板厚10mm,工字钢采用手工电弧焊焊接,焊缝厚度8mm。
施工过程中发现部分地下连续墙工字钢接头焊接产生的变形严重超过标准规定要求,个别变形量甚至超过5mm。当变形大于规范要求允许偏差时,地下连续墙的接头平整度会变差,易产生混凝土绕流现象,大量松散的混凝土黏附在工字钢外侧,导致地下连续墙接头混凝土拼接不密实,易引起渗漏甚至涌流现象,导致外侧大量的珠江水涌入基坑内,造成严重的安全质量事故,影响整个基坑的结构安全。
针对地下连续墙工字钢接头焊接变形大的现象,本文分析变形量大的原因,通过小直径盲孔法定量分析影响工字钢焊接变形量的残余应力,然后通过焊接试验对比分析工字钢接头焊接变形量大的原因,并通过调整焊机的电流电压,完善焊接方法和顺序,从而提高工字钢接头的焊接质量。
1 工字钢接头焊接变形分析
1.1 工字钢接头焊接变形原因分析
工字钢焊接接头的变形主要由残余应力产生。现场地下连续墙工字钢厚度只有10mm,焊缝厚度为8mm,对焊接工艺要求很高。在实际焊接过程中由于大量不均匀的热源输入,导致焊接高温区域与相邻低温区域形成温度差△T,高温区域材料受周边材料限制,形成不均匀的压缩塑性变形,在冷却过程中,发生压缩塑性变形的材料又受周围条件的限制不能自由收缩,在不同程度的拉伸后形成较大的残余应力,残余应力超过一定程度会导致工字钢变形过大[1]。为此,需对残余应力进行定量测量,并找出残余应力的影响因素。
1.2 基于小直径盲孔法测定焊接残余应力
目前,残余应力的测定方法包括小直径盲孔法、X射线衍射法、超声波法、磁性法等[2]。本工程采用小直径盲孔法进行工字钢接头焊接残余应力测定。首先沿着工字钢接头焊缝方向,分别在焊缝区和左右热影响区各选取3个测试点,利用残余应力检测仪测出残余应变值 ε1、ε2、ε3,根据测得的应变值,利用材料力学公式计算沿焊缝方向的纵向和横向残余应力σx,y,具体计算公式如下[3]:

式中,A、B为应变释放系数,与工字钢的材料种类、应变片尺寸、孔径大小等有关[4],具体计算公式如下:

为验证焊接产生不均匀热量对工字钢接头的影响,利用小直径盲孔法对12块Q235B钢板进行残余应力测定,利用游标卡尺记录钢板变形量。钢板尺寸为200mm×100mm×10mm,通过手工电弧焊对12块试件焊接成4组长200mm、宽100mm、高100mm的工字钢。通过改变焊机电流参数、焊接顺序、增加外部约束条件等方法,记录工字钢试件的残余应力和变形量。具体如表1所示。

表1 不同条件下工字钢焊接残余应力及变形量统计
1.3 试验结果分析
1)焊机电流越大,产生的不均匀热量越多,工字钢局部受到过大的热量使焊缝和周围金属产生不均匀膨胀和收缩,导致钢板出现不规则变形。而且焊机电流越大,变形越大。
2)通过设置合理的焊接方式,增加焊缝焊接层数,每次焊接焊缝厚度控制在3mm以内,能够有效减少局部工字钢热量聚集,并减少工字钢的热胀冷缩;另外,通过调整工字钢的焊接顺序能有效抵消各焊缝之间的相互变形,从而在整体上减少工字钢的焊接变形。
3)加劲板能有效抑制腹板的失稳变形,支撑钢筋能够减少翼缘板的角变形。因此通过采取加劲板和支撑钢筋的反变形措施能有效减少工字钢翼缘板和腹板的变形。
所以,在保证焊缝熔合良好的情况下,应该控制焊接电流大小,避免焊缝过度集中,提高焊接速度,增加外部约束措施[5]。
2 工字钢接头焊接变形控制措施
2.1 设置合理的焊机参数
在焊机上设置蜂鸣警报器,当电流超过200A及电压超过25V时,警报器鸣声提醒,确保焊机电流输出范围为180~200A,电压输出范围为 20~25V。
2.2 改进工字钢焊接工艺
1)分段跳焊 每段间隔距离为1m,每段焊接长度为1m。每段工字钢长6m,可将每段工字钢焊缝细分成6段,每段长1m。首先进行工字钢一端焊缝的施焊,然后错开间隔1m采用跳焊方式施焊,能有效防止热量在工字钢焊缝水平方向上的聚集。
2)分层焊接 每层焊接厚度不大于3mm。焊接速度保持在0.3~0.4m/min,均匀地将焊条熔解在工字钢焊缝上,保证焊缝平整。每层焊接完成后,利用专门的敲渣工具敲掉焊缝表面的焊渣,保证每层焊缝之间结合紧密。
3)合理安排焊接顺序 焊接顺序采用按对角线路径焊接。首先进行底部焊缝施焊,然后将工字钢翻转过来,沿着对角线路径焊接工字钢斜上方焊缝。再进行底部角钢另一端焊缝的施焊,最后沿着对角线路径完成另一侧斜上方焊缝的焊接(见图1)。整个焊接过程采用平焊施焊方式。合理安排焊缝路径能有效抵消各焊缝之间的相互变形。

图1 改进后工字钢焊接顺序
2.3 反变形控制措施
1)每隔1m在腹板和翼缘板之间加1道加劲板,加劲板采用屈服强度更大的Q345钢板,长宽各200mm,厚20mm,切割成等边直角三角形。将加劲板的2个直角边紧贴在工字钢腹板和翼缘板上,然后焊接固定。当工字钢焊接完成后,利用铁锤敲掉。
2)每隔1m在上翼缘板和下翼缘板之间加1道竖向支撑钢筋。钢筋采用φ20HRB400钢筋,焊接固定在工字钢上翼缘板和下翼缘板的外侧;每隔1m上翼缘板与地面之间加1道斜支撑钢筋,钢筋采用φ20HRB400钢筋,顶端焊接在上翼缘板的底部,底部固定在下翼缘板表面。
3)地下连续墙工字钢平均长度约36m,最大长度47.6m,采用分段拼接,每段工字钢的长度为6m,拼接时,利用φ32HRB400钢筋将两端工字钢接头固定,钢筋间距20cm,焊接时先进行翼缘板的焊接,等待翼缘板冷却后,由上向下进行腹板焊接。
3 实施效果
为验证工字钢接头焊接变形控制措施效果,项目通过对33幅地下连续墙工字钢焊接变形量进行统计,如图2,3所示。
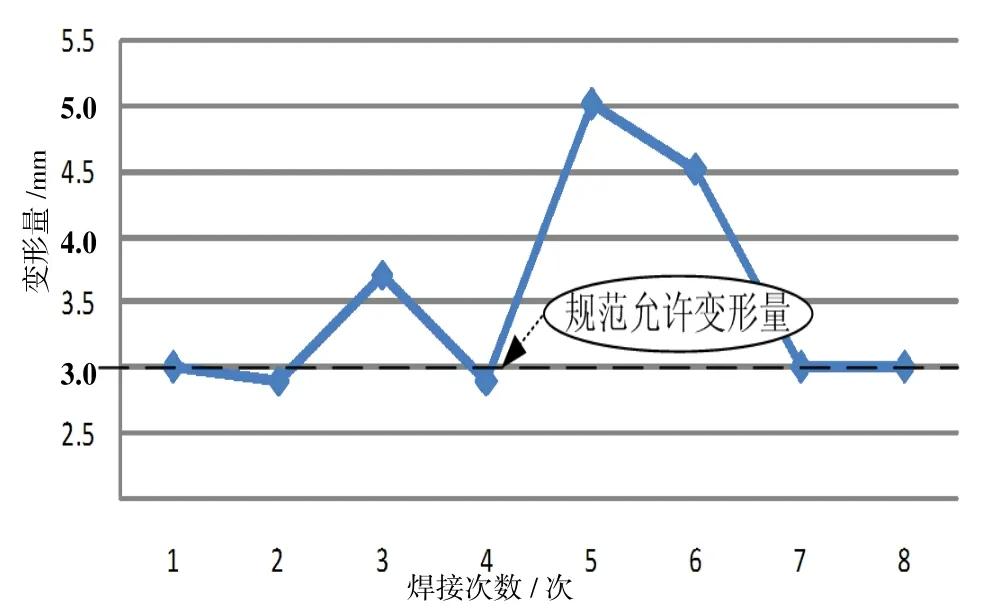
图2 改进前工字钢接头焊接变形量统计
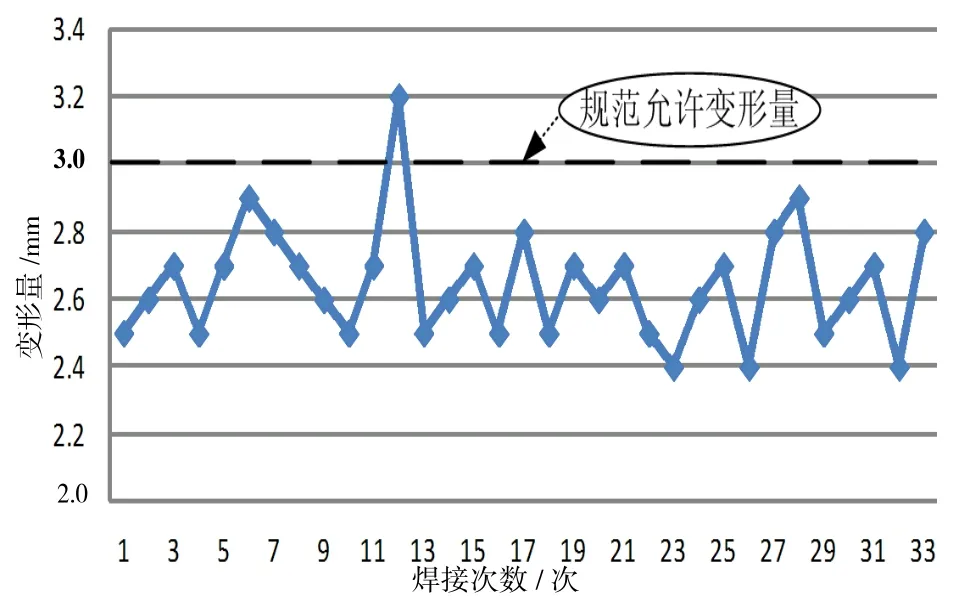
图3 改进后工字钢接头焊接变形量统计
通过验证改进措施后,33幅地下连续墙工字钢焊接质量合格率97%,焊接平均变形量控制在2.6mm,成功解决了地下连续墙工字钢焊接质量合格率低的问题,降低地下连续墙工字钢焊接变形量。
4 结语
本文针对广州南沙某基坑项目地下连续墙工字钢接头焊接变形大的现象,利用小直径盲孔法和游标卡尺测量在不同焊机参数、焊接方法、焊接顺序及外部约束条件下的工字钢残余应力和变形量,针对试验结果分析工字钢焊接接头变形大的原因,提出相应控制措施,改进地下连续墙工字钢接头焊接工艺,并在项目中应用和验证。实践证明,地下连续墙工字钢焊接变形量由3.5mm降低至2.6mm,成功解决了地下连续墙工字钢焊接质量合格率低的问题,提高了地下连续墙防渗质量。
