热输入对T4003不锈钢MAG焊接头组织及性能的影响
2019-04-20向登勇肖琳嵘邵丹丹赵明剑邸赫
向登勇 肖琳嵘 邵丹丹 赵明剑 邸赫
摘要: 通过力学性能试验、金相检验等测试手段对不同热输入下的 T4003不锈钢的MAG焊接头进行观察和分析。结果表明,两种热输入下的拉伸试板断裂于母材,热输入为0.73 kJ/mm的焊接接头力学性能要明显优于热输入为0.93 kJ/mm的焊接接头。两种焊接热输入下的过热区组织均为马氏体+铁素体,正火区组织均为马氏体+铁素体, 不完全正火区组织为铁素体。热输入为0.73 kJ/mm的过热区组织晶粒度约为4级,而热输入为0.93 kJ/mm的过热区组织晶粒度约为2.5级。
关键词: 热输入;铁素体不锈钢;组织;性能
中圖分类号: TG 406
Effect of heat input on microstructure and properties of T4003stainless steel MAG welded joint
Xiang Dengyong 1, Xiao Linrong 1, Shao Dandan 1, Zhao Mingjian 2, Di He 2
(1. Guangzhou Huangpu Shipbuilding Marine Engineering Company Limited, Guangzhou 511462, China; 2. Harbin Welding Institute Limited Company, Harbin 150028, China)
Abstract: The MAG welded joint of T4003 stainless steel with different heat input was observed and tested by mechanical property test and metallographic analysis. The results show that the mechanical properties of the welded joint with 0.73 kJ/mm heat input are better than those of the welded joint with 0.93 kJ /mm heat input. Microstructure of the overheated zone under two kinds of welding heat input is martensite + ferrite, microstructure of the normalized zone is martensite + ferrite, and microstructure of the incomplete normalized zone is ferrite. The difference of grain size is as follows, the grain size of the overheated zone with 0.73 kJ /mm heat input is about level 4, and that of the overheated zone with 0.93 kJ/mm heat input is level 2.5.
Key words: heat input; ferritic stainless steel; microstructure; performance
基金项目: 能源装备先进焊接技术创新团队资金支持(201910312)
0 前言
目前,铁素体不锈钢是一种超纯低碳低铬经济型铁素体不锈钢(12%Cr铁素体不锈钢),具有优良的耐氯化物腐蚀性能、耐高温氧化性能和热疲劳性能 [ 1-2 ],已被广泛应用于铁路车辆中。T4003不锈钢具有超纯、细晶粒以及微合金强化等特性,其化学成分中杂质元素得到了有效控制 [ 3-4 ];与其它耐候钢等钢种相比,该钢种具有良好的耐大气腐蚀性能,从而具有较长的使用寿命,同时其生产与维护成本较低,易于实现轻量化。不同于单相铁素体不锈钢, T4003不锈钢在焊接热加工过程中存在相变区域,其焊接热影响区晶粒长大和强度较低等问题得到一定缓解。该钢种的焊接热影响区由铁素体、低碳马氏体以及碳、氮化物组成的粗细晶粒区构成 [ 5-6 ],其中焊接热影响区晶粒粗大区的性能与该区铁素体晶粒尺寸和马氏体含量有关。
T4003不锈钢的焊接接头是整个构件的薄弱环节,接头部位的焊缝可通过改善填充金属保证其性能,焊接热影响区性能则成为影响构件安全使用的关键因素 [ 7-9 ]。为了铁素体不锈钢的推广和使用,焊接热影响区(HAZ)的晶粒长大机制、力学性能问题一直是尚需深入研究的重中之重 [ 10-12 ]。文中对 T4003不锈钢进行不同热输入下MAG焊试验,系统研究焊接热影响区的组织演变、力学性能特点,为其在铁路车辆的广泛应用提供理论依据和技术支撑 [ 13-17 ]。
1 试验材料方法
1.1 试验材料
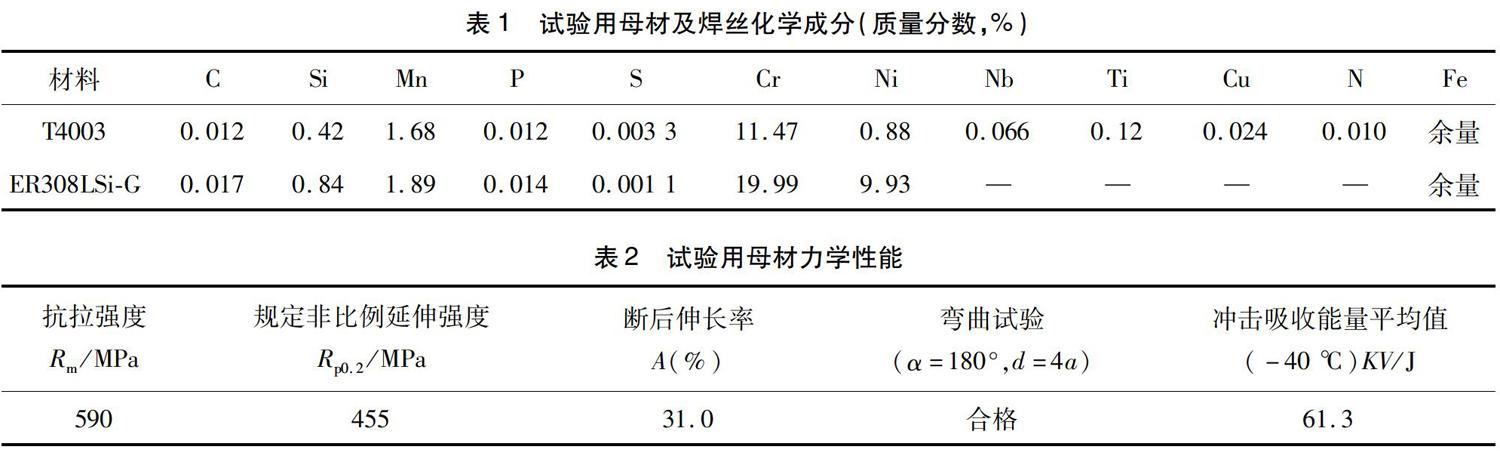
试验用T4003不锈钢板材由鞍钢联众(广州)不锈钢有限公司提供,厚度均为6 mm。试验用T4003不锈钢板材化学成分见表1,力学性能见表2,检验结果均符合TB/T 3462—2016《铁道货车用不锈钢钢板(带)》中对其要求。焊接试验选用直径为1.2 mm的ER308LSi-G奥氏体不锈钢焊丝,其化学成分见表1,符合TB/T 2374—2008《铁道车辆用耐大气腐蚀钢及不锈钢焊接材料》中技术要求。图1为T4003不锈钢母材组织,为铁素体组织。
1.2 焊接工艺试验
采用MAG焊工艺方法进行焊接,对接焊试板尺寸为400 mm×150 mm×6 mm。根据前期铁素体不锈钢焊接试验研究成果,设计对接焊试板坡口为60° V形坡口,根部保持一定间隙,保证背面焊透成形。图2为对接试板坡口示意图。试验编号1为两层两道焊,编号2为单层单道焊,具体焊接工艺参数见表3。
1.3 试验方法
对焊接接头进行解剖,焊接接头性能试样尺寸、取样方法和试验方法参照GB/T 25774.2—2016《钢的单面单道焊和双面单道焊焊接接头力学性能试样的制备及检验方法》、GB/T 2650—2008《焊接接头冲击试验方法》、GB/T 2651—2008《焊接接头拉伸试验方法》、GT/T 2653—2008《焊接接头弯曲试验方法》、GB/T 2654—2008《焊接接头硬度试验方法》及相关技术要求进行。冲击试样尺寸为55 mm×10 mm×5 mm,缺口分别开在焊缝、熔合区和热影响区(图3)。图中以熔合线为原点向母材方向為“+”,向焊缝方向为“-”,t=+0.5 mm,t′=-0.3 mm。
2 试验结果与分析
2.1 力学性能
2.1.1 冲击试验
在焊缝中心、熔合线、t=+0.5 mm与t′=-0.3 mm共4个位置取冲击试样,每个位置取样数为3个,试验结果取3个数的平均值,试验温度为-40 ℃。表4为冲击试验的结果。由表4可知,两种热输入下焊缝中心冲击吸收能量基本一致,并且均为4个位置的最高值。0.73 kJ/mm接头试板熔合线位置的冲击吸收能量最低,而0.93 kJ/mm的出现在+0.5 mm位置,并且熔合线位置及-0.3 mm位置的冲击吸收能量也很低,且这些位置的冲击吸收能量都远低于0.73 kJ/mm的数值。虽然两种热输入下的冲击吸收能量均符合标准要求,但是热输入为0.73 kJ/mm的冲击吸收能量要好于0.93 kJ/mm。
2.1.2 硬度试验
使用显微硬度计测定了两种热输入下T4003不锈钢焊接接头的硬度,图4为打点位置示意图。试验结果如图5所示。由图5可知,两种热输入下焊接接头的显微硬度呈现的变化趋势相近,并且熔合线、+0.5 mm及+1.0 mm位置附近的硬度值都较高。除+0.5 mm位置外,0.93 kJ/mm热输入下的硬度值均略大于0.73 kJ/mm。
2.1.3 拉伸、弯曲试验
焊接接头的拉伸试验按照GB/T 2651—2008进行,面弯及背弯试验按照GB/T 2653—2008进行,压头为12 mm,弯曲角度为180°。T4003不锈钢焊接接头拉伸、弯曲试验结果见表5,两种热输入下焊接接头的抗 拉强度均为600 MPa左右,断裂位置均位于母材,弯曲试验均未发现裂纹。
2.2 宏观形貌
由上述可知,热输入为0.73 kJ/mm焊接的接头综合力学性能要优于0.93 kJ/mm,因此对0.73 kJ/mm的接头进行了宏观形貌观察。图6 为不同焊接热输入下的焊接接头宏观形貌。由图6可知,接头结合良好,未见气孔、裂纹、未熔合、夹渣等缺陷。
2.3 微观组织分析
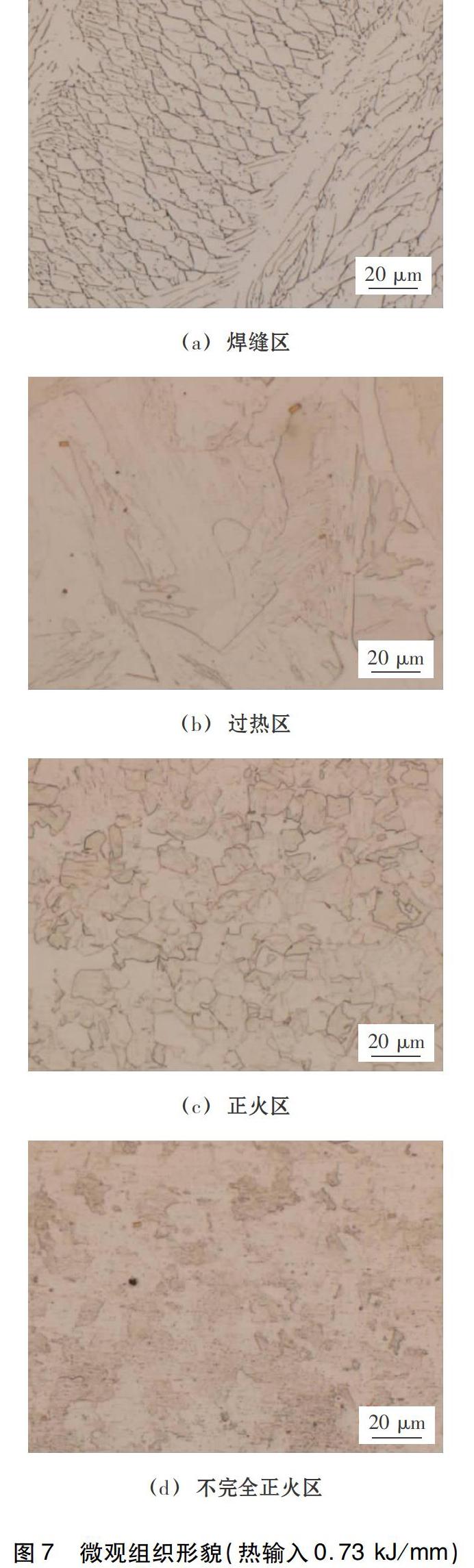
图7为热输入0.73 kJ/mm的T4003不锈钢焊 接接头金相组织。分析结果表明:焊缝组织为γ-固溶体+δ-铁素体;过热区组织为马氏体+铁素体+多边形黄块状夹杂物(Ti的化合物),晶粒度约为4级;正火区组织为马氏体+铁素体+多边形黄块状夹杂物;不 完全正火区组织为铁素体+多边形黄块状夹杂物。
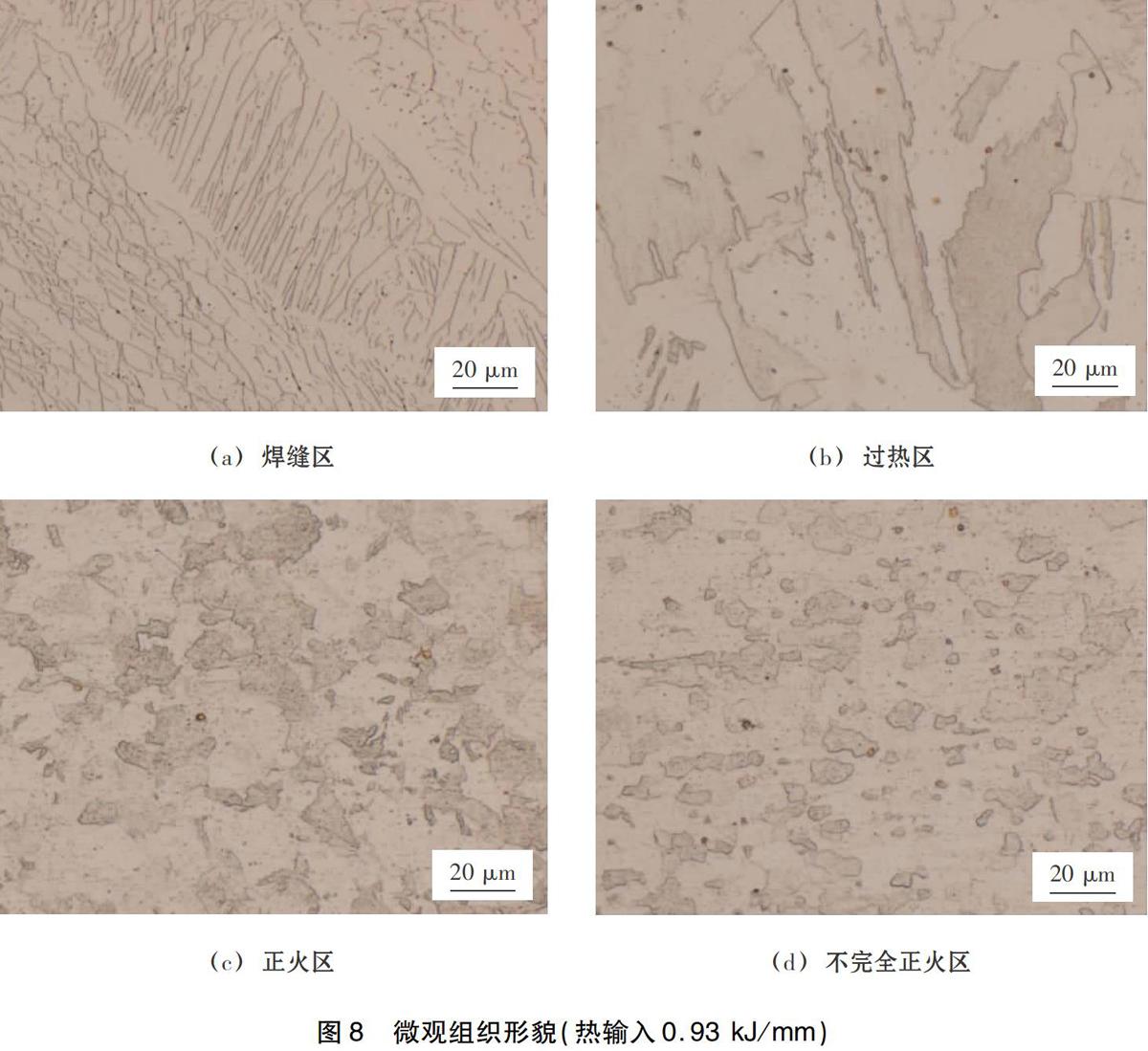
图8为热输入0.93 kJ/mm下的T4003不锈钢焊接接头微观组织形貌。分析结果表明:焊缝组织为γ-固溶体+δ-铁素体;过热区组织为马氏体+铁素体+多边形黄块状夹杂物(Ti的化合物),晶粒度约为2.5级;正火区组织为马氏体+铁素体+多边形黄块状夹杂物;不完全正火区形貌组织为铁素体+多边形黄块状夹杂物。由图7~8可以看出,随着热输入的增大,晶粒也变得粗大。
2.4 焊接接头晶间腐蚀结果
试样经清洗后装入盛有按GB/T 4334—2008《金属和合金的腐蚀 不锈钢晶间腐蚀试验方法》中E法配制的硫酸-硫酸铜-铜屑腐蚀溶液的烧杯中,连续煮沸16 h。 取出试样后,使用回转直径为5 mm的压头,以焊缝中心为弯曲中心,将焊缝近上表面作为检验面弯曲成180°。在显微镜下放大10倍对弯曲面进行观察,两种热输入试样均未见晶间腐蚀倾向,如图9~10所示。
3 结论
(1)热输入为0.73 kJ/mm的焊接接头拉伸性能要略优于热输入为0.93 kJ/mm的接头,拉伸试样均断裂于母材,且弯曲试验均合格,说明两种焊热输入均适用于 T4003不锈钢的MAG焊接。热输入为0.73 kJ/mm的焊接接头冲击性能要明显高于0.93 kJ/mm,说明焊接热输入对焊接接头冲击韧性影响较大。
(2) 当焊接热输入由0.73 kJ/mm增大至0.93 kJ/mm时, T4003不锈钢的MAG焊接头的过热区组织晶粒变得粗大,且焊接接头硬度整体分布也有增大的趋势。 [HT5H]参考文献
[1] Villaret V, Deschaux-Beaume F,Bordreuil C, et al. Characterization of gas metal arc welding welds obtained with new high Cr-Mo ferritic stainless steel filler wires[J]. Materials & Design,2013,51:474-483.
[2] Villaret V, Deschaux-Beaume F, Bordreuil C, et al.Influence of filler wire compositionon weld microstructures of a 444 ferritic stainless steel grade [J].Journal of Materials Processing Technology, 2013, 213: 1538-1547.
[3] 张勇,覃作祥,许鸿吉,等.经济型铁素体不锈钢焊接接头组织与耐蚀性能[J].焊接学报, 2012, 33(12): 18-22.
[4] 龚利华,张波,王赛虎.超级双相不锈钢焊接接头的耐蚀性能[J].焊接学报, 2010,31(7): 59-62,116.
[5] Pekkarinena J, Kujanp V. The effects of laser welding parameters on the microstructure of ferritic and duplex stainless steels welds [J]. Physics Procedia, 2010, 5:517-523.
[6] Lakshminarayanan A K,Balasubramanian V. An assessment of microstructure, hardness, tensile and impact strength of riction stir welded ferritic stainless steel joints [J]. Materials and Design, 2010, 31: 4592-4600.
[7] 龚利华,戚霞.焊接及热处理工艺对0Cr18Ni9Ti不锈钢耐蚀性的影响[J]. 金属热处理,2009,51(6):90-93.
[8] 张胜寒,陈小芹,宋晓芳,等.热处理对0Cr18Ni9Ti不锈钢孔蚀的影响[J]. 热处理,2004,25(4):26-28.
[9] 唐文珅,杨新岐,李胜利,等.焊接参数对铁素体不锈钢搅拌摩擦焊接头组织及性能的影响[J].材料工程,2019,59(5):115-121.
[10] 邵毅,李彦默,刘晨曦,等.低碳铁素体不锈钢高频直缝电阻焊管退火工艺优化[J].金属学报,2019,64(11):1367-1378.
[11] 杨瑞成,胡天雷,孟威,等.00Cr12Ti不锈钢焊接接头性能分析[J].兰州理工大学学报,2010,36(4):13-16.
[12] 唐文珅,杨新岐,李胜利,等.铁素体不锈钢搅拌摩擦焊工艺及缺陷形成机理[J].焊接学报,2019,40(6):28-35.
[13] 国旭明,柳春恕,袁进伟.铁素体不锈钢TIG焊接头组织与性能研究[J].航空材料学报,2011,31(3):56-59.
[14] 邵泽斌,陈海涛,郎宇平,等.熱加工对430铁素体不锈钢“金粉”现象的影响[J].材料工程,2013,53(3):61-66.
[15] 李欣,马涛,曹玉鹏,等.超纯铁素体不锈钢的组织和性能研究进展[J].热加工工艺,2019,22:11-15.
[16] 沈中芳,段豪剑,张立峰.超纯铁素体不锈钢B439M 200 mm×1260 mm连铸板坯中TiN夹杂物的分布[J].特殊钢,2016(3):46-49.
[17] 翟瑞银,郑宏光,何慎,等.439铁素体不锈钢的研制[J].宝钢技术,2009(1):60-64.
收稿日期: 2019-05-09
向登勇简介: 1984年出生,学士,工程师;主要从事船舶建造工作;hpslxhg@csschps.com。
