填充金属对08Cr19MnNi3Cu2N低镍含氮奥氏体不锈钢MAG焊接头组织性能的影响
2019-04-20方乃文黄瑞生杨义成徐亦楠黄彩艳
方乃文 黄瑞生 杨义成 徐亦楠 黄彩艳


摘要: 采用熔化极活性气体保护焊(MAG焊)工艺,对2.8 mm厚08Cr19MnNi3Cu2N低镍含氮奥氏体不锈钢试板进行焊接。选取ER308L和ER307Si两种焊丝,借助光学显微镜、力学性能测试及晶间腐蚀等分析方法,对焊接接头组织和性能进行系统评价和分析。结果表明:两种焊丝获得焊缝组织均为奥氏体+δ-铁素体,且奥氏体含量均在91%以上;ER307Si焊丝的焊接接头γ-固溶体含量较高,但是焊缝区域硬度略低;Ni元素含量的降低使得两种接头的抗点蚀能力下降,但抗晶间腐蚀性能表现优异。
关键词: 熔化极惰性气体保护焊;奥氏体不锈钢;组织; 性能
中图分类号: TG 454
Effect of filler metal on microstructure and properties of welded joint for 08Cr19MnNi3Cu2N austenitic stainless steel with low nickel and nitrogen
Fang Naiwen, Huang Ruisheng, Yang Yicheng, Xu Yinan, Huang Caiyan
(Harbin Welding Institute Limited Company,Harbin 150028,China)
Abstract: The test plate of 2.8 mm thick 08Cr19MnNi3Cu2N austenitic stainless steel with low nickel and nitrogen was welded by MAG welding process. The welding wires ER308L and ER307Si with different alloy elements were selected to systematically evaluate and analyze the microstructure and properties of welded joints with the analysis methods of optical microscope, mechanical property test and corrosion. The results showed that the weld zone microstructure obtained by the two kinds of wire was austenite + ferrite, and the austenite content was above 91%. The content of γ-solid solution in the welded joint of ER307Si wire was higher, but the hardness of the weld metal was slightly lower. The low Ni content makes the anti-pitting energy of the two joints decrease, but the resistance to intergranular corrosion energy is excellent.
Key words: MAG welding; austenitic stainless steel; microstructure; performance
基金項目: 哈尔滨焊接研究院有限公司技术发展基金(201916120)
0 前言
低镍含氮奥氏体不锈钢因具有良好的塑性、耐蚀性、耐高温性和焊接性在船舶航空化工、石油容器等行业用途较为广泛 [1]。该种类型不锈钢主要是利用氮元素部分甚至完全代替镍元素以获得单相奥氏体组织,同传统奥氏体不锈钢相比,该奥氏体化方法具有很多优点:首先,与碳元素相比, 氮元素是更加有效地固溶强化元素;此外,氮元素在极大提高材料抗点蚀和缝隙腐蚀能力的同时可有效促进晶粒细化,减少铁素体和形变马氏体形成机会;更为重要的是氮元素替代镍元素在达到奥氏体化的同时,降低了金属材料制备对镍元素的消耗量 [2],这对国家稀缺资源的战略发展具有重要意义 [3-4]。
然而采用焊接工艺对其进行加工,在焊接接头中容易产生氮元素损失、气孔、焊缝区热裂纹以及热影响区氮化物析出等冶金问题,进而限制了该类钢的推广应用 [5-8]。常规MAG焊工艺应用于低镍含氮奥氏体不锈钢领域的研究相对较少,迄今为止鲜有文献报道。文中以08Cr19MnNi3Cu2N低镍含氮奥氏体不锈
钢薄板为例,采用MAG焊工艺,选取化学成分差异较大的两种焊丝对其焊接接头的组织和性能进行了较为系统地研究和分析,为08Cr19MnNi3Cu2N低镍含氮奥氏体不锈钢及其相似钢种焊接方法的选用和焊丝的选择提供参考,进一步为其在工程领域的应用和推广奠定技术支撑。
1 试验材料与方法
1.1 试验材料
试验用08Cr19MnNi3Cu2N低镍含氮奥氏体不锈钢试板尺寸为150 mm×300 mm×2.8 mm,焊前通过机械加工的方法去除坡口及附近区域的氧化皮,同时使用酒精清洗坡口附近区域的油污。焊接材料选用直径为1.2 mm的 ER308L,ER307Si两种不锈钢气体保护焊丝,它们主要在Si,Mn,N等元素含量和抗拉强度上有差别。不锈钢母材和两种焊丝的化学成分见表1,母材和焊丝熔敷金属的力学性能见表2。
1.2 试验方法
试验采用焊接电源型号为奥地利福尼斯TPS4000焊机。焊接试板坡口形式为I形对接坡口,图1为焊接过程示意图。在保证焊接工艺参数保持不变的情况下,分析不同焊丝对焊缝接头组织和力学性能的影响,其主要工艺参数见表3。 试板焊接完成后依据GB/T 3323—2005《金属熔化焊焊接接头射线照相》及GB/T 26953—2011《焊缝无损检测焊缝渗透检测验收等级》进行无损检测。焊接接头性能试样尺寸、取样方法和试验方法等分别参照GB/T 25774.2—2016《钢的单面单道焊和双面单道焊焊接接头力学性能试样的制备及检验方法》、GB/T 26955—2011《金属材料焊缝破坏性试验 焊缝宏观和微观检验》、GB/T 2651—2008《焊接接头拉伸试验方法》、GB/T 2650—2008《焊接接头冲击试验方法》、GB/T 2653—2008《焊接接头弯曲试验方法》、GB/T 2654—2008《焊接接頭硬度试验方法》、GB/T 17897—2016《金属和合金的腐蚀 不锈钢三氯化铁点腐蚀试验方法》、GB/T 4334—2008《金属和合金的腐蚀不锈钢晶间腐蚀试验方法》及相关技术要求进行操作。从多维度评价分析08Cr19MnNi3Cu2N低镍高氮奥氏体不锈钢熔化极活性气体保护焊工艺实施过程中焊丝成分对焊接接头组织性能的影响。
2 试验结果与分析
2.1 焊接接头宏观和微观组织分析
2.1.1 宏观形貌
图2为在相同工艺参数下ER308L和ER307Si焊丝的焊接接头的宏观形貌,焊接接头结合良好,未见气孔、裂纹、未熔合、夹渣等缺陷。
2.1.2 微观组织
两种不锈钢焊丝的凝固模式均为FA模式,即凝固过程中先析出铁素体,再析出奥氏体,虽然氮元素在高温铁素体溶解度较小,但是由于焊接过程为非平衡过程,即L+δ两相区较窄,在快速冷却条件下迅速通过δ相区,进入冷却速度较慢的γ相区,在该相区内绝大多数氮元素均能溶解到奥氏体中,并且奥氏体-铁素体晶界凹凸不平,可抑制裂纹的拓展,且细小均匀的骨架状铁素体组织在焊缝中可起弥散强化的作用。 图3为ER308L焊丝焊接后的接头微观组织形貌,其中图3a为焊缝区域,其微观组织为奥氏体+δ-铁素体,随机选取5个视场测得奥氏体含量约为91.2%;图3b为焊缝熔合线附近区域,该区域的微观组织为奥氏 体+δ-铁素体;图3c为过热区组织,可以看出该区域为奥氏体+δ-铁素体,晶粒度约为7级。 同样,对ER307Si焊丝焊接后的接头微观组织进行了分析,如图4所示。焊缝区组织为奥氏体+δ-铁素体(图4a),随机选取5个视场测得奥氏体含量约为92.4%;图4b为熔合区,该区域为奥氏体+δ-铁素体;图4c为过热区,该区域组织为奥氏体+δ-铁素体,晶粒度约为7级。 从以上各部位微观组织可以看出,在母材和熔合线附近部位,焊缝与母材熔合良好,未发现明显焊接缺陷和出现脆性相组织,两组试样的焊缝组织均由奥氏体+δ-铁素体组成,铁素体均匀分布在奥氏体中,枝晶 形态主要为骨架状和板条状。此外,热影响区较窄,组织较为均匀,这说明08Cr19MnNi3Cu2N低镍高氮奥氏体不锈钢采用两种不同类型焊丝,结合熔化极活性气体保护焊合理的工艺参数选择均可获得理想的焊缝成形和组织。 一般而言,焊接过热区在晶粒焊接热循环以后,容易出现晶粒粗大现象,成为焊接接头性能最薄弱的部位。但是,ER308L和ER307Si两种焊丝在相同的焊接工艺条件下过热区组织均未出现晶粒长大现象,这意味08Cr19MnNi3Cu2N低镍高氮奥氏体不锈钢在该焊接条件下,焊接接头的性能不会出现明显的恶化趋势。
进一步对产生该现象的原因进行分析,过热区的晶间析出大量的Cr2N。这些Cr2N的“钉扎”作用和大量氮的固溶强化作用,阻碍了焊接受热区晶界的运动,抑制了晶粒合并,使得过热区的组织未出现明显的长大现象。这种效果对低镍高氮奥氏体不锈钢的焊接性十分有利。
由两组焊缝组织中γ-固溶体含量变化可知,N元素具有强烈的稳定奥氏体的作用,并可以扩大奥氏体相区,并使一转变向低温移动,此规律从图5的XRD 衍射定量分析中可以得到验证。锰的作用在于它降低了钢的临界淬火速度,在冷却时增加奥氏体的稳定性,抑制奥氏体的分解,使高温下形成的奥氏体得以保持到常温,结果使奥氏体在室温下也很稳定,所以在两种焊丝中氮元素和锰元素含量较高的ER307Si焊缝中奥氏体含量较高。
2.2 力学性能
2.2.1 拉伸、弯曲试验
焊接接头拉伸、弯曲试验结果见表4。可以看出,两种焊丝的焊接接头相比,ER307Si焊丝接头要略高于ER308L焊丝接头。这主要是由于ER307Si焊丝固溶氮元素含量高,焊接完后焊缝区域固溶强化效果要优于ER308L焊丝。此外,ER307Si焊丝的锰含量高于ER308L焊丝,而锰元素在无镍或少镍的新型奥氏体不锈钢中是最主要的合金强化元素。并且,锰元素的存在使钢可溶解更多的氮元素,有利于焊缝的固溶强化。
除此之外,还在室温下对两种焊丝获得焊缝进行正弯和背弯试验,对焊接接头进行宏观观察,均未发现裂纹等其它形式的缺陷,说明焊接接头具有足够的抗弯曲性能。
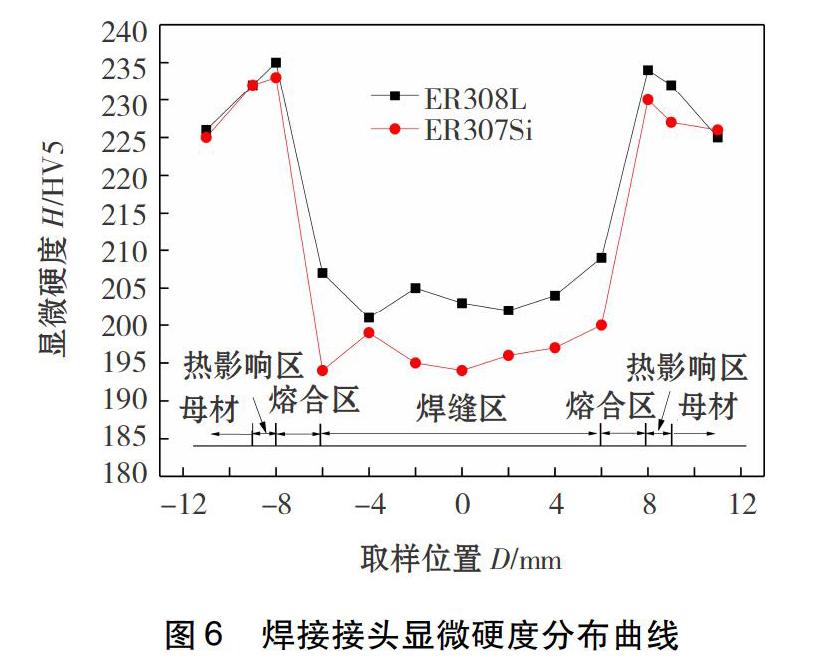
2.2.2 硬度试验
图6为焊接接头显微硬度试验结果。从图6可以看出,焊接接头热影响区位置处硬度略有上升,其余位置没有明显硬化倾向。两组焊缝位置的硬度均低于母材硬度, 这主要是因为焊接时大量氮元素从焊缝溢出所致。
由于镍元素在奥氏体不锈钢组织中有细化晶粒的作用,晶粒越小,晶界就越多,对位错运动的阻碍就越 大,材料形变的阻力就越大,宏观上表现为硬度高,镍 含量较高的ER308L焊接接头的整体硬度分布较
ER307Si焊接接头高。另外,从微观组织分析也可以看出,ER307Si焊接接头中奥氏体含量较高,而奥氏体的硬度低于铁素体的硬度,所以整个ER307Si焊接接头硬度普遍低于ER308L焊接接头。3个区域中热影响区的硬度较高,这是因为热影响区内的金属元素几乎没有受到高温烧损,晶粒长大和脆性相增加不明显,这对整个接头的组织和性能比较有利。因此,选择合适的焊丝进行MAG焊焊接低镍高氮奥氏体不锈钢不存在明显硬化区。
2.3 焊接接头点蚀和晶间腐蚀分析
2.3.1 点腐蚀试验 根据试样失重数据及尺寸计算试样的腐蚀速率,计算结果见表5。由表5可知,两件点蚀试样腐蚀均较为严重,原因是受两种焊丝中镍元素含量较低所致,从而降低了其耐点腐蚀性能。另外,从组织构成分析可知,两种接头均有奥氏体和δ-铁素体双相组织构成,存在大量的γ-δ晶界,故两种接头的抗点腐蚀能力较差。两个试样腐蚀前后的正反面形貌,如图7~8所示。
2.3.2 晶间腐蚀分析
图9为晶间腐蚀弯曲后试样。4件试样均未见晶间腐蚀倾向。在焊接过程中,控制合适的焊接热输入,保证了焊接过程中奥氏体化镍和氮元素能够充分扩散与聚集,减少甚至抑制了有害相的析出,从而有效地保证了焊接接头的抗晶间腐蚀能力。
3 结论
(1)ER308L焊丝和ER307Si焊丝两种焊丝接头的焊缝组织均为奥氏体+δ-铁素体,ER308L焊丝焊缝中奥氏体含量约为91.2%,ER307Si焊丝焊缝中奥氏体含量约为92.4%,两组接头焊缝的晶粒度一致,均为7级。
(2) 两组焊接接头热影响区位置硬度略有上升,其余位置没有明显硬化倾向;ER307Si焊丝焊接接头硬度普遍低于ER308L焊丝焊接接头。两组接头3个区域中热影響区的硬度较高,选择合适的焊丝进行MAG焊焊接低镍高氮奥氏体不锈钢不存在明显硬化区。
(3)两组接头的抗点蚀能力较差,在需要抗晶间腐蚀的工况条件下,可以优先考虑镍含量较高的焊丝进行MAG焊焊接;在焊接过程中,控制合适的焊接热输入,保证焊接过程中奥氏体化镍和氮元素能够充分扩散与聚集,减少甚至抑制了有害相的析出,可以有效地保证焊接接头的抗晶间腐蚀能力。 [HT5H]参考文献
[1] Pouranvari M,Alizadeh-Sh M,Marashi S P H.Welding metallurgy of stainless steels during resistance spot welding Part I:fusion zone[J].Science and Technology of Welding and Joining,2015,20:502-511.
[2] 夏明生,田志凌,彭云,等.高氮奥氏体不锈钢的氮化物析出及其对焊接性影响[J].焊接学报,2005,26(12):108-112,128.
[3] Müllner P,Solenthaler C,Uggowitzer P J,et al. Brittle fracture in austenitic steel[J].Acta Metallurgica et Materialia, 1994, 42(7):2211-2217.
[4] Hans Berns. Manufacture and application of high nitrogen steels [J]. ISIJ International,1996,36(7):909-914.
[5] 明珠,王克鸿,王伟,等.焊丝含氮量及焊接电流对高氮钢焊缝组织和性能影响[J].焊接学报,2019,40(1):104-108.
[6] 夏明生,田志凌,彭云,等.高氮奥氏体不锈钢熔焊时电弧空间及熔池的氮行为[J]. 钢铁研究学报,2007,19(6):13-19.
[7] 夏明生, 田志凌, 彭云, 等.高氮奥氏体不锈钢熔焊焊缝的氮含量[J].材料导报, 2006,20(2):66-70.
[8] Huang R S,Kang L,Ma X.Microstructure and phase composition of a low-power YAG laser-MAG welded stainless steel joint[J].Journal of Materials Engineering and Performance,2008,17(6):928-935.
收稿日期: 2019-10-05
方乃文简介: 1987年出生,博士研究生,高级工程师;主要从事有色金属焊接工艺研究,已发表论文36篇;naiwen20@163.com。
