乙炔清净废水综合利用技术研究与应用
2019-04-19马要
马 要
(河南神马氯碱发展有限责任公司,河南 平顶山 467001)
河南神马氯碱发展有限责任公司是以生产烧碱、聚氯乙烯树脂等基础化工原料为主的氯碱企业,现已形成年产离子膜烧碱(折100%)30万t、聚氯乙烯树脂30万t、液氯5万t的生产规模。产品广泛应用于化工、轻工、纺织、造纸、染料、塑料等行业,质量稳定,畅销国内外市场。近年来,公司不断加大技改投入力度,积极完善安全环保、节能降耗生产装置,努力优化生产工艺和提高自动化控制水平,使安全生产、环境保护在本质上有了可靠的保证。
环保与安全在企业生产中同等重要,环保不达标,企业就不能很好的生存和发展。如何通过有效途径做好废渣、废气、废水的回收再利用,对有效降低企业产品成本、减少环境污染,提高经济效益和社会效益,增强企业竞争力具有重大意义。
1 清净废水处理工艺现状
氯碱发展公司乙炔发生采用电石湿法工艺,电石成本占到PVC总成本的75%以上,更是占到乙炔气成本的95%以上,现乙炔发生装置有9台发生器,由于工业电石中含有硫化钙、磷化钙等杂质,电石在发生器内水解产生的粗乙炔气中夹杂的磷化氢、硫化氢、二氧化碳等杂质气,降低乙炔气纯度及氯乙烯合成的转化率,同时,乙炔气含H2S、PH3气体均能与催化剂(触媒)发生不可逆吸附,使催化剂中毒,降低催化剂的使用寿命,其中PH3会降低乙炔气的自燃点,与空气接触会燃烧,危及生产安全,所以粗乙炔气必须进行清净处理。
粗乙炔气首先进入冷却塔降温至≤45℃,一部分进入乙炔气柜缓存,一部分通过水环泵加压至60~80 kPa后,进入1#清净塔、2#清净塔与有效氯为0.085%~0.120%、pH值7.0~8.0的次氯酸钠逆向接触除去硫化氢、磷化氢等杂质,然后经中和塔与氢氧化钠逆向接触,得到的纯度≥98.5%、pH值7.0~8.0的合格乙炔气送转化工序使用。清净使用的新鲜次氯酸钠由一次水与有效氯为10%~15%的浓次氯酸钠按一定比例配制而成。为保证清净效果,工艺要求根据乙炔流量需向清净塔内连续补充新鲜NaClO约35~45 m3/h,在这个过程中,产生了约45 m3/h的次氯酸钠废水。配制新鲜NaClO需耗用大量一次水,而产生的温度为60~70℃的次氯酸钠废水经冷却塔循环冷却器冷却后,为控制冷却塔液位,一部分送冷却塔作为粗乙炔气的洗涤、冷却剂,一部分经折流槽冷却、沉淀、曝气后用于配制清净用次氯酸钠。当环境温度高时,这部分次氯酸钠废水温度偏高,同时其中的杂质不能充分除去,而且配制的新鲜次氯酸钠有效氯含量不稳定,影响清净效果,因此常需排入发生渣浆池再送压滤工序处理,不能充分回收循环利用。
作为输送乙炔气的关键设备水环泵,为保证该泵的输送能力,需通过不断补充水控制其气液分离器和泵腔内的液位,而补充的机封水(10~15 m3/h)也会间断排入地沟,然后流入发生渣浆池。
上述清净废水连续被排入渣浆池与渣浆混合,废水中溶解的乙炔气(含量约430 mg/L)自然挥发流失,不仅污染环境,还因乙炔气与空气混合易发生爆炸(爆炸范围2.3%~81%)而存在安全隐患,同时也造成了水资源的浪费。因此采取科学有效的技术和工艺,回收清净废水中的乙炔气并将处理后的废水循环利用,实现生产过程中的“零排放”,是今后企业发展的必然趋势。
2 技术方案
乙炔清净废水综合利用项目是在现有电石渣浆回收乙炔气装置处增加1台脱析器及1台空冷器;在水环泵房北侧安装1台12 m3的收集槽;在发生装置西侧安装斜管沉降池、凉水塔、凉水池及配套机泵。次氯酸钠废水从清净单元用泵送入清净废水乙炔脱析器;水环泵机封外排水由管道自流进入收集槽后,用液下泵经管道与次氯酸钠废水混合一并送入乙炔脱析器,在真空泵作用下溶解的乙炔气经负压脱析后进入空冷器冷却,并入原渣浆回收乙炔气系统,处理后的合格乙炔气(含O2≤1%,纯度≥90%)并入系统。脱除乙炔气的废水进入斜管沉降池,利用重力使杂质充分沉降并自动定时排放,清液则可通过溢流至集水池,然后经凉水塔循环泵送至凉水塔冷却,并利用凉水塔的风机,使其与空气充分接触对流冷热交换,让其中残留的乙炔气充分挥发出来,废水中乙炔气含量<30×10-6,经废水输送泵送至清净单元用于配制新鲜次氯酸钠,部分送乙炔发生器作为补充水循环利用。
清净废水回收装置所需氮气、仪表气、冷却循环水合理利用乙炔厂现有公用工程;利用在线分析系统对现有渣浆回收乙炔气氧含量进行分析,当回收乙炔气中含氧量>1%时,系统自动切换至安全排空状态。
目前清净废水平均流量60 m3/h,其中含乙炔气约430 mg/L,经技术改造后,在满足装置工艺条件的情况下,使乙炔气回收率高达96%以上。
3 技术原理
根据乙炔气的溶解度随温度升高压力降低而减小的原理,利用真空泵将脱吸塔内废水抽负压,将废水中溶解的乙炔气脱析出来。脱析塔底部排出的废水利用重力分离出杂质、利用冷热交换降低其温度,对清净废水中的乙炔气回收,并将废水处理后循环利用。
4 改造后的工艺流程简述
由清净冷却塔排入废次氯酸钠A槽的次氯酸钠废水经泵增压后,根据冷却塔液位控制要求,一部分经冷却塔循环冷却器冷却后进入冷却塔循环使用,未冷却的部分进入清净废水乙炔脱析器中。从水环泵气液分离器排出的废水经水环泵排水收集槽收集,再经液下泵送至废次氯酸钠泵出口管道,与未冷却的次氯酸钠废水一起也进入清净废水乙炔脱析器中。这些清净废水在负压状态下进行闪蒸脱析,脱析出来的乙炔气经空冷器冷却后进入原渣浆回收乙炔气系统,经过气水分离后,一部分气体进入冷却器,冷却后进入含氧量在线分析仪进行含氧量实时监测,氧含量≥1%时,乙炔气经阻火器排空,氧含量<1%时,乙炔气经缓冲后送乙炔气柜。脱析器底部排出的废水进入斜管沉降池,再通过自然溢流至集水池,然后经凉水塔循环泵送至凉水塔冷却,并利用凉水塔的风机,使其与空气充分接触对流,让其中残留的乙炔气充分挥发出来。废水在凉水池内缓存后,经清净废水输送泵送至废次钠水B槽,用于配制新鲜次氯酸钠,部分送乙炔发生器循环使用。斜管沉降池锥底安装的电磁阀可定时自动排污。清净废水综合利用工艺流程示意图见图1。
5 工艺运行情况
该项目自2017年4月投用以来,装置运行稳定,生产工艺过程控制实现完全自动化;该系统自动平衡液位、压力,不破坏清净各塔压力和液位平衡;利用原渣浆回收乙炔气装置的乙炔气氧含量在线分析系统,当乙炔气中含氧量超过1%时,系统自动切换至安全排空状态,确保装置的安全运行。该装置平均回收乙炔气30 m3/h,纯度≥90%,含氧≤1%(v/v);循环利用废水45 m3/h,其中乙炔气含量≤30×10-6,温度<35℃,能够满足工艺生产需要。
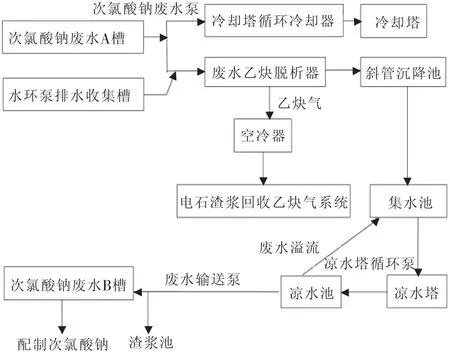
图1 清净废水综合利用工艺流程示意图
6 解决的关键问题
(1)次氯酸钠废水中杂质大、温度高,消耗浓次氯酸钠量大且配制新鲜次氯酸钠质量不稳定。粗乙炔气在清净过程中产生的杂质逐渐累积,使次氯酸钠废水含杂质较多,且环境温度高时次氯酸钠废水温度偏高,导致配制时耗用浓NaClO量较大,而且配制的新鲜次氯酸钠有效氯含量不稳定,影响清净效果。清净废水经斜管沉降池五级沉降后,其中的杂质充分沉降后自动排污,解决了次氯酸钠废水中杂质大的问题。进入集水池的废水由凉水塔循环泵送至凉水塔冷却降温至≤35℃,避免了因配制后温度高,新鲜次氯酸钠有效氯含量不稳、消耗浓次氯酸钠量大的问题。
(2)清净废水中残存的乙炔气未经回收而自然挥发流失,造成极大的资源浪费及环境污染,而且存在重大的安全隐患。清净废水未处理回用前,次氯酸钠废水及4台水环泵机封水间断排入渣浆池,溶解的乙炔气自然挥发流失。通过将废水送入废水脱析器对其中溶解的乙炔气进行闪蒸脱析,脱析出来的乙炔气与电石渣浆回收乙炔气系统回收的乙炔气一起送入一级冷却器,初步降温后再进入二级冷却器继续降温,冷却后的乙炔气经乙炔输送泵送入气体缓冲罐,计量后进入乙炔气总管,降低了电石消耗,解决了资源浪费及环境污染,而且存在重大安全隐患问题。
(3)因乙炔流量低时,清净系统补充新鲜次氯酸钠量减少使废水槽A液位低时,进入集水池的废水流量不稳导致凉水池液位不稳定,而废水B槽漫槽污染环境。清净单元补充的新鲜次氯酸钠自2#清净塔、1#清净塔、冷却塔后进入次氯酸钠废水槽A,经废次氯酸钠泵一路进冷却塔循环冷却器后送冷却塔,一路进入废水脱析塔。冷却塔与次氯酸钠废水槽A之间安装有气相平衡管,送废水脱析塔管道上的自控调节阀与A槽液位连锁,当A槽液位>90%,其自动调大开度,导致送入冷却塔循环冷却器的次氯酸钠废水减少,当A槽液位≤90%,其自动调小开度,使送入冷却塔循环冷却器的次氯酸钠废水增多,从而控制冷却塔液位50%~60%。乙炔流量低时,清净系统补充新鲜次氯酸钠量减少,配制用水量减少,进入废水槽A的次氯酸钠量减少。此时送废水脱析塔的废水流量也减少,如果废水输送泵一直运行,则会导致凉水池液位不稳,废水B槽漫槽,污染环境。通过使用变频泵作为废水输送泵与集水池液位连锁,当集水池液位低时,废水输送泵转速减少,从而保证凉水池液位稳定,废水B槽液位稳定。
(4)水环泵气液分离器间断排水,送废水脱析塔流量不稳。为保证乙炔水环泵运行指标,其气液分离自动间断排水,通过安装水环泵排水收集槽,将间断排出的废水收集后通过液下泵打入管道与次氯酸钠废水混合,保证送入废水脱析塔废水流量稳定,使脱析塔工况稳定。
7 创新点
(1)研究了利用负压闪蒸脱析工艺,将清净废水中溶解的乙炔气脱析出来,有效降低电石消耗,促进安全环保生产。配制新鲜次氯酸钠所用的浓次氯酸钠有效氯含量为10%~15%,清净废水中溶解有乙炔气,如果直接与浓次氯酸钠混合配制有效氯含量为0.085%~0.120%的新鲜次氯酸钠,容易生成氯乙炔而发生爆炸。脱除乙炔气后的清净废水用于配制新鲜次氯酸钠有效的促进了生产的安全性。
负压闪蒸脱析工艺是根据乙炔气的溶解度随温度升高、压力降低而减小的原理,利用真空泵将脱吸塔内清净废水抽负压,将乙炔气从废水中脱吸出来回用,不仅利于环保生产,同时可降低电石消耗。
(2)研究了利用斜管沉降、循环冷却的工艺使清净废水中杂质充分沉降、降温后代替一次水配制新鲜次氯酸钠,实现废水“零排放”。由于粗乙炔气中夹带有杂质及清净塔内反应过程中产生的杂质也会进入清净废水中,同时清净废水温度平均为50~60℃,经试验直接用于配制新鲜次氯酸钠,耗用浓NaClO量约是用一次水的2.5倍,且配制的新鲜次氯酸钠有效氯含量不稳定,影响清净效果。通过利用斜管沉降、循环冷却的工艺使清净废水中杂质充分沉降、降温后可代替一次水配制新鲜次氯酸钠。由于系统内进入的“外来水”量大大减少,废水得到循环利用,使乙炔生产实现了“零排放”。
(3)研究了利用变频技术,将废水输送泵变频控制器与集水池液位联锁,有效控制凉水池及废水B槽液位。清净废水经脱除乙炔气、沉降除杂、冷却降温后,由废水输送泵送至废水B槽代替一次水配制新鲜次氯酸钠。当乙炔流量低时,工艺要求清净系统补充的新鲜次氯酸钠量相应减少,因此需要的废水量减少。同时集水池、凉水池液位相应变化。利用变频技术,将废水输送泵变频控制器与集水池液位联锁,当集水池液位≥60%时,变频泵自动确定转矩提升,将废水由凉水池送入废水B槽;当集水池液位降低时,变频器收到指令后,按照设定时间逐步减少输出,废水输送泵转速降低,保证了凉水池及废水B槽液位稳定。
8 效益分析
8.1 直接经济效益
(1)装置全年运行费用38.46万元。
水环泵排水收集槽液下泵5.5 kW;凉水塔循环泵(30 kW开1备1);凉水塔风扇电机4 kW;回收次钠输送泵15 kW开1备1;电动阀60 W×4,电费0.65 元/kW·h,运行电费:(5.5+30+4+15+0.06×4)×8 000×0.65=28.46(万元/a)。
经估算,设备、管线维护及维修费用估算约10万元/a。
(2)全年节约电石244.07万元,30万t乙炔装置排放次氯酸钠废水平均为45 m3/h;水环泵排放机封水15 m3/h,即清净废水排放量为60 m3/h,回收乙炔气平均为30 m3/h,循环利用废水60 m3/h。以装置全年运行时间8 000 h,电石平均发气量295 L/kg,电石价格平均3 000元/t,计算全年节约费用:
30×8 000÷295×3 000=244.07(万元/a)。
(3)全年节约新鲜水48.6万元,原配制用一次水1.35元/t,配制次氯酸钠用水平均为45 m3/h,回用水用于配制次氯酸钠溶液。
全年节约费用:45×8 000×1.35=48.6(万元)。
(4)全年创造直接经济收益:
244.07+48.6-38.46=254.21(万元)。
(5)项目回报期约6个月,该项目总投资约150万元,包括土建、设备及自控仪表采购、安装及调试等。按全年产生的直接经济效益254.21万元计算,该项目投资回报期为150÷254.21=0.59(年)。
8.2 社会效益
清净废水综合利用技术在电石湿法工艺生产PVC过程中的应用,有效回收清净废水中的乙炔气,降低PVC吨耗电石量;减少清净废水中杂质含量,降低废水温度,同时消除了采用未处理的废水配制新鲜次氯酸钠存在的安全隐患,保障了装置的安全生产稳定运行,实现了乙炔厂生产过程中废气废水的“零排放”,满足当前氯碱行业安全环保要求,具有很好的社会效益。
9 结语
乙炔清净废水综合利用技术具有投资回收期短、运行周期长、操作简单、能耗低、自动化程度高等优点,既能有效降低企业产品成本、又能减少环境污染,保障生产系统安全稳定运行,增强了企业市场竞争力,在国内湿式电石法PVC生产企业中,有着广泛的推广应用价值。
