激光在线测量在汽车车身尺寸监控中的应用
2019-04-18胡津铭
胡津铭
激光在线测量在汽车车身尺寸监控中的应用
胡津铭
(一汽-大众汽车有限公司佛山分公司批量分析与预批量科,广东 佛山 528237)
激光在线测量技术在汽车制造企业的车身生产流水线的应用越发广泛。文章从激光线测量系统的硬件构成开始,描述测量系统搭建及精度调试的主要途径,介绍数据管理方式及质量评价指标,并阐述相关质量优化专业技术人员队伍的协作方法。文章旨在探讨工程技术手段及管理方法协调运行工作的方式,以此保持及提高车身尺寸的稳定性,助力企业打造高品质的汽车产品。
激光在线测量;车身尺寸;产品公差
前言
汽车车身尺寸的监控及优化是目前整车制造环节的一项重要业务。在当前汽车流水线批量生产状态下,激光在线测量技术可以在规定的制造工时内快捷且较高精度地获取车身尺寸偏差数据。质量优化相关技术人员可以根据获取的数据辅助理解车身批量尺寸状态,从而服务于车身批量生产的稳定性保证与偏差的及时调整优化。
1 激光在线测量系统的结构及原理
测量系统的系统核心部件为激光传感器。传感器由光学镜头、激光器、反光镜和摄像头组成,测量原理为光学成像的空间三角原理。半导体激光器发出的激光束经过光学镜头发射为一激光平面,位于传感器内的摄像头能够感应到此激光面的一部分。当激光面与待测物体表面相交时,形成一条亮度明显的激光线。激光线在摄像头中形成线条的位置随物体表面的三维空间位置变化而变化。经过系统设定的矩阵运算,可以将二维成像的x、y坐标与三维空间被测点的X、Y、Z坐标进行转换运算[1]。
传感器在生产线上的布置方案可以分为固定式及动态式两类。固定式是将一系列的传感器紧固安装在生产线的静置的工装框架上,整个测量过程与被测车的位置相对静止,测量传感器采集数据后即可根据设定的位置关系,直接计算出在整车坐标系(原点在汽车前轮的中心连线)的偏差。而动态式可以更好满足不同车型柔性共线生产的兼容要求,通常采用的方案是将测量传感器紧装在数控机器人上,激光传感器采集完成信息后,通过机器人自身的臂长、转轴旋转角度等参数间接转换到被测车身的坐标系上,最终输出直观的测量报告。
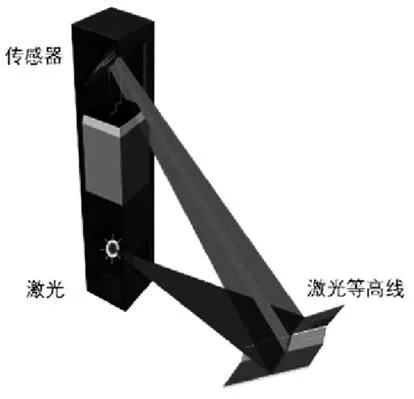
图1 激光传感器的结构

图2 某生产线激光在线测量系统
2 车身在线测量的构建过程
测量系统需要结合车身三维数模及实物调试才能使用。对于全新预批量的车型动态测量,技术人员可以进行以下五个主要步骤的工作。
2.1 预选车身测量点
结合被测车身总成的三维数模,提前选定一些比较重要的位置,例如涉及功能零件的装配尺寸、对后续工序有关键影响的定位尺寸、客户能目视感知到的重要外观尺寸。规划定义测量点的名称、测量点的几何类型、测量点的坐标、法向量、公差带大小。在测量点的预选及规划过程中应尽可能保证与质量保证部门检测科室的接触式三坐标测量报告尽可能保持一致性,这样可以便于激光在线测量系统进行精度标定及保养维护的时有测量偏差基准可供参考。
2.2 分析测量可达性
在线测量系统的机器人关节臂携带着激光传感器在起止运动过程中会扫略过一定的空间,客观上存在与被测量车身干涉碰撞的风险。而且激光传感器有成像景深要求,需要与被测车身的距离保持在一定范围内。因此预选的每个测量点都需要进行系统硬件是否可到达的仿真验证。这方面有相关的专业仿真软件,可以辅助技术人员进行相关的虚拟仿真验证工作。如果发现有无法通过参数调整消除的不可到达点,则需要进行剔除,考虑改用其它的方式进行尺寸监控。
2.3 均衡生产节拍
汽车自动生产线对每个小时内的产量节拍(JPH)有着严格的要求,在线测量系统的测量工作时间也需遵守。如果在测量点规划进行工时模拟时,估算出所需的测量总时间大于生产节拍给出的时间限制,则需要对测量点进行分组编排处理。可以将所有的测量点数近似平均分为N个组(通常N≤5),每组的测量总时间必须控制在生产节拍范围内。在连续进行的车序中,每台车只进行其中一组的测量点采集,接下来的另一台车进行另外一组的数据采集,在连续N台车经过测量工位后,即可完成全部设定测量点的采集及评价。
2.4 编制测量程序与设定公差
为了使待测点能被激光传感器清晰识别并测量,调试人员需根据每个待测点的几何特征(圆孔、曲面点、拐角点、螺柱等)进行定义,并结合激光传感器的成形图像进行测量算法的选择设定与参数调试。在线测量的公差设置通常包括系统预警的公差及设备停台的这两个层面的公差。如果在线测量数值在产品要求公差带75%至100%的区间,可以设定系统发出预警。如果测量点严重超差,可以设置生产线立即停台进行质量分析。以上的参数结合机器人的轨迹编程技术,按照不同区域统筹生成系统自动测量程序。
2.5 测量稳定性及精度一致性调试
在线测量系统的稳定性及精度需要满足质量监控的技术要求。针对同一台车身,将机器人机械臂及车身传输工装静态及动态重复测量过程运行设定的测试次数(例如连续20次),测量结果的平均偏差如果在足给定的精度范围(例如0.05mm),可以认为系统稳定性满足需要。由于接触式的三坐标测量机在很多汽车企业里是质量认可的标杆,激光在线测量系统可以利三坐标测量机的精度作为参照基准。我们可以将同一台车身的激光在线测量数值与经过接触式三坐标测量的测量数值进行差值分析。如果激光在线测量系统的测量数值比基准值的偏差绝对值大于给定的控制偏差(例如0.2mm),则需要将其平均偏差值整体补偿相应的差值,整体平移到三坐标测量机的基准数值。当稳定性和精度一致性达到目标时,系统才可以正式投入使用。
3 测量数值统计及分析
在线测量获取的数据需要经过一定的梳理及解读后才能体现价值,实际工作中需要观察一段时间内的数据趋势来把握批量车身尺寸偏差的规律。在车身质量控制领域主要统计的数值有:
合格率:符合公差要求的测量点个数除以所有测量点的总数。
平均测量值:某个具体测量点所有被测车辆的平均值,可以用字母表示。
对于车身尺寸的稳定性评价,常用以下过程能力指数来进行[2]:
使用评价过程的波动大小:

其中和分别为公差上限和下限,为参与评价的被测车数,i为具体某台车指定点的测量数值,为所有参与评价点的测量平均值。
主要用于评价被测量点围绕控制目标中心值的波动情况:

实践中与通常结合一起来参考评价。
对于相关技术人员,需要持续关注在线测量数据的运行情况,同时要利用相关数据结合生产现场的实际情况进行分析,这需要一定的实践经验积累。例如发现测量值沿着某个测量值无规律波动,可以检查上游零件及分总成的尺寸稳定性及夹具定位元件的尺寸精度,如上游零件尺寸不稳定或定位元件磨损,则制定相关零件的优化措施或更换新的定位元件。
4 专业技术人员团队协助
在实际车身生产制造过程中,需要由相关不同部门协同合作进行在线测量的数据应用。通常可以由生产车间现场技术人员、测量技术人员、过程质量保证人员、车身匹配分析优化人员组成跨职能项目团队。项目团队可以对在线测量系统的硬件保养维护频次、测量精确度的校验周期、测量点的规划与生产节拍的平衡、车身测量超差尺寸的报警及优化、重点质量问题的升级处理机制等内容制定出详细的工作流程文件。在相关部门的绩效管理里,还可以针在线测量的运行关键参数对设定相应质量目标。对一些富有挑战性的任务,可以进行质量攻关项目的立项,在工作荣誉和薪酬奖金上对卓有成效的项目团队进行激励。
5 结论
汽车车身生产线的激光在线测量应用是一个系统硬件构建与制造技术管理相结合的过程,不仅需要技术人员熟悉其硬件的原理及系统构建过程,还需掌握相应的数据统计分析工具,最终通过团队协作的方式,达到稳定及优化车身尺寸的效果,从而助力高品质汽车产品的制造。
[1] 杨扬.轿车车身尺寸在线检测数据自动报警方法研究与应用[D].上海交通大学机械与动力工程学院,2011,4-6.
[2] 吕杰.基于过程能力的装配质量研究——质量配合能力的评价与应用[D].山东大学管理科学与工程学院.2017,11-12.
The application of laser online measurement on vehicle body dimensional control
Hu Jinming
( FAW-Volkswagen Automotive Co., LTD, Foshan Branch, Series Analysis and VSC, Guangdong Foshan 528237 )
Laser online measuring technology is more and more popular in automobile company vehicle’s body automation production line. This thesis introduce the structure of the laser online measuring system, describe the main process of building and adjusting the accuracy of measuring system, introduce the measuring data management network and quality evaluation Index, and share the cooperation method of related professional and technical personnel team. The purpose of this thesis is to discuss the way of coordinating the operation of engineering and management methods, and helping enterp -rises to build high quality automobile products.
laser online measurement; vehicle body dimension; product tolerance
U463.82
A
1671-7988(2019)07-48-03
胡津铭,就职于一汽-大众汽车有限公司佛山分公司批量分析与预批量科, 从事汽车车身及整车尺寸匹配分析与优化研究工作。
U463.82
A
1671-7988(2019)07-48-03
10.16638/j.cnki.1671-7988.2019.07.016
