搅拌摩擦焊工艺参数对超薄铝合金板/高强钢搭接焊接头组织及性能的影响
2019-04-17姜进京
黄 幸, 周 林, 姜进京
(上汽集团商用车技术中心,上海 200438)
为满足汽车轻量化的要求,铝合金材料作为主要轻质金属材料,越来越多地应用在各种车辆上,而铝合金/钢件的对接技术是不可缺少的。目前大部分铝合金/钢件的对接都采用铆接,但对于有密封或较高强度要求的地方,铝合金/钢件的对焊必不可少。由于铝铁金属间化合物比较脆,导致铝合金与钢的焊接性很差,造成传统的熔焊技术无法完成,因此铝合金/钢对焊技术是目前限制铝合金零件在车辆上应用的关键技术之一。目前正在研究的技术有:钨极氩弧焊(TIG),冷金属过渡焊(CMT),搅拌摩擦焊(FSW),激光钎焊(LB)等技术。这些在研的技术各有优缺点,而汽车制造业有其本身的特点和需求[1-3]。
搅拌摩擦焊由于具有成本低、效率高、缺陷少、残余应力小、焊件变形小、尺寸稳定性好、节能环保等优点[4-5],近年来发展十分迅速。此项技术属于固相焊接。焊接工具与母材表面的摩擦生热和接合区材料变形产生的热量使接合区局部瞬时达到高温状态,接合区同时经历高应变速率强变形的机械混合,从而获得连续、致密的接头组织。该技术用来实现铝合金和钢焊接的可行性,已经由国内外学者进行的大量试验予以报道证实[6]。
目前铝合金/钢异种材料搅拌摩擦焊的研究大都集中在厚2 mm以上的铝合金板上,关于厚1 mm以下超薄铝合金板/钢搅拌摩擦焊的相关文献报道甚少。对于超薄铝合金板和钢的搅拌摩擦焊,选取适合的搅拌头以及优化焊接工艺来获得具有良好性能的焊缝,具有重要的现实意义和研究价值。本文采用复合式搅拌头对0.7 mm厚6010铝合金板和2.0 mm厚DP600高强钢板进行搅拌摩擦搭接焊,研究了不同焊接工艺下的接头性能和焊缝组织。在不磨损搅拌头的同时得到了性能优良的焊接接头。
1 试 验
1.1 试验材料
试验选用的材料为固溶处理并自然时效后的6010变形铝合金薄板。该材料主要应用于汽车车身,其典型力学性能:屈服强度186 MPa,抗拉强度290 MPa,伸长率24.0%。钢板选用宝钢的DP600高强钢,其典型的力学性能:屈服强度371 MPa,抗拉强度620 MPa,伸长率22.5%。两种母材的化学成分如表1所示。试验中铝合金板和高强钢板的尺寸为:长300 mm,宽200 mm,厚度分别为0.7和2.0 mm。

表1 DP600高强钢和6010铝合金的化学成分(质量分数/%)Tab.1 Chemical compositions of DP600 high strength steel and 6010 aluminium alloy (mass fraction/%)
1.2 试验方案
试验前,先用砂纸将板材表面打磨干净,并用酒精清洗表面油污。焊接过程装置如图1所示,采用“铝合金上钢下”的搭接方式进行焊接,焊接过程中搅拌头设置1°的倾角。搅拌头材料为WC-Co,WRe合金复合式搅拌头,为三截面圆柱形,如图2所示。轴肩直径为15.6 mm,针长为0.7 mm,针直径为7 mm。焊接的搭接区域宽度为40 mm。
焊接试验按照两种工艺进行:恒定顶锻力焊接和恒定下压量焊接。取3组不同的焊接参数,如表2所示。

图1 铝合金/高强钢搅拌摩擦搭接焊示意图Fig.1 Schematic diagram of friction stir overlap welding of aluminium alloy/high strength steel
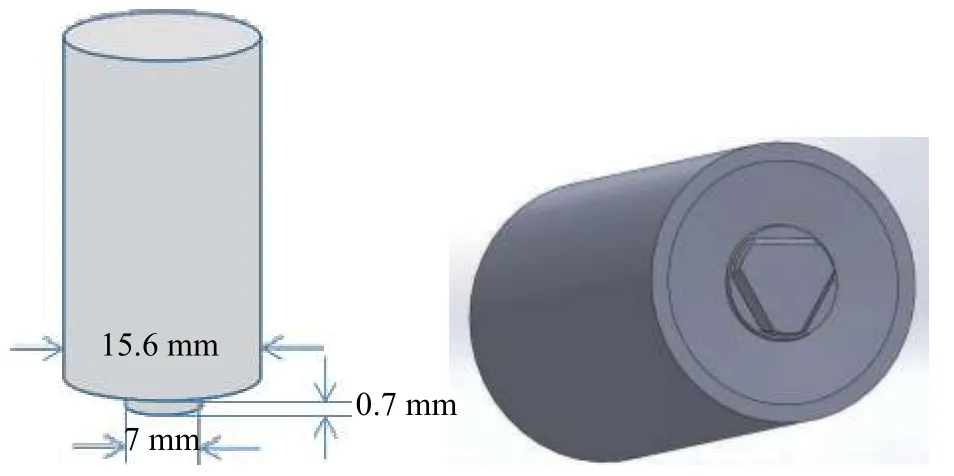
图2 搅拌头的形貌和尺寸Fig.2 Appearance and size of stirring head

表2 搅拌摩擦搭接焊工艺参数Tab.2 Parameters of friction stir overlap welding
对焊接之后焊接接头进行静态拉伸测试和维氏硬度测试,并对其微观组织进行光学显微镜(optical microscope, OM)、扫描电子显微镜(scanning electron microscope, SEM)观察和能谱(energy dispersive spectrometer, EDS)分析。取样位置及尺寸如图3所示,每种焊接工艺取3个拉伸试样。

图3 取样位置及尺寸Fig.3 Position and size of the sample
2 力学性能测试结果及分析
焊接试验过程中,对各参数下的顶锻力进行了测量,测量结果如图4所示。从图4中发现,在2 000 r·min-1转速下,最大顶锻力达到 7.4 kN;而1 500 r·min-1转速下,最大顶锻力只有 4.0 kN;恒定顶锻力则稳定在5.0 kN。
焊核区宏观形貌如图5所示。从图5中可以看出,3组试验参数下都得到了无沟槽、无鱼鳞纹状的光亮表面,试样a焊缝的飞边和毛刺要略大于试样b和试样c。说明3组转速和顶锻力都在适宜的范围内,被焊接材料回填充分,焊接表面较好[7]。文献[8-11]指出,根据不同的材质和厚度,搅拌摩擦焊转速等工艺参数在一个较宽的范围内变化,在走速不变的情况下,转速降低,表面毛刺(起丝)减少。因此,毛刺的产生可能与热输入量有关,热输入量越高,表面温度越高,材料和搅拌头越易发生黏连,冷却后呈皮状或丝状留在表面[12]。

图4 焊接过程中顶锻力变化图Fig.4 Change of upsetting force in the welding process

图5 焊核区宏观形貌Fig.5 Macro-morphology of nugget zone
2.1 静态拉伸测试
试验后,通过静态拉伸测试来评估焊接接头的力学性能。首先,通过线切割将接头切成如图6所示形状,拉伸试样尺寸为长160 mm,宽15 mm。在万能力学性能试验机上进行拉伸测试,拉伸速率为1 mm·min-1。

图6 拉伸测试用试样示意图Fig.6 Schematic diagram of tensile test sample
拉伸试验结果如图7所示。其中,在参数a和参数c下,拉伸试样断裂在靠近焊核区的铝合金一侧,平均拉伸力分别为2 603 N和2 724 N;而试样b拉伸时断裂在铝合金/高强钢焊接界面处,平均拉伸力为2 287 N。焊接过程中的顶锻力对焊接接头的质量有很大影响[13],甚至可以用来监控焊接过程,保证焊接的稳定性。从图7结果可以看出,恒定顶锻力5.0 kN下的焊接接头性能最好,其抗拉强度达到260 MPa;而1 500 r·min-1转速下的焊接接头性能最差。
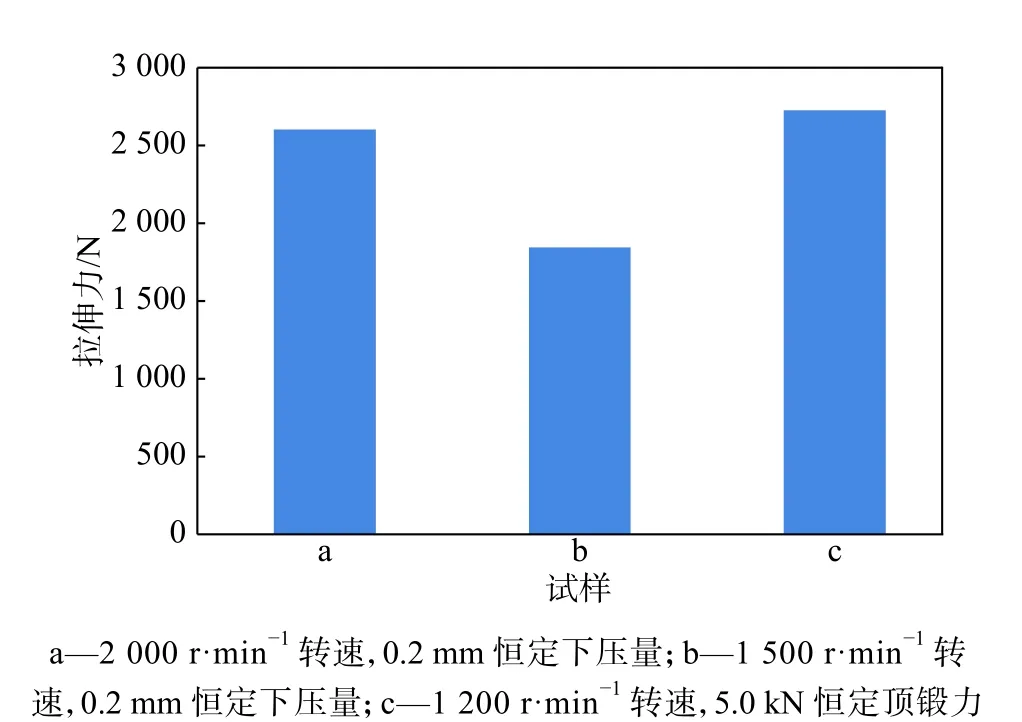
图7 试样的拉伸力Fig.7 Tensile strength of the samples
1 500 r·min-1转速下的3个拉伸试样中,其中1个样品(b-3)在线切割时断在连接界面处,说明在焊接快结束位置处未实现成功焊接,而另外2个拉伸试样断裂面形貌如图8所示。图8中白色部分为焊接连接区域,结合图4可以发现,该参数下,后期焊接顶锻力越来越小,推断实现成功焊接存在一个最小的顶锻力。根据走速和拉伸试样尺寸可以大致推断出,对于本试样实现焊接的最小顶锻力在3.5 kN以上。

图8 1 500 r·min-1,0.2 mm恒定下压量的拉伸样断裂位置Fig.8 Fracture position of tensile tested specimen after welding under 1 500 r·min-1 and 0.2 mm pressure
2.2 显微硬度试验
采用HV0.3维氏硬度计测试了试样焊接接头部分的硬度分布及母材的硬度。分别在铝合金侧距离焊接界面0.4 mm、高强钢侧距离焊接界面0.3 mm和铝合金/高强钢焊接界面处,每隔300 μm测试试样的显微硬度,测量位置如图9所示,显微硬度测试结果如图10所示。铝合金板母材的显微硬度(HV)为:89~78,高强钢板母材的显微硬度 (HV)为:180~195。

图9 显微硬度的测试位置Fig.9 Testing position of micro-hardness
从图10中硬度分布结果可知,不同的焊接工艺参数对焊接界面硬度的影响极大。采用2 000 r·min-1转速,0.2 mm恒定下压量的焊接界面硬度出现了剧烈的波动,而采用 1 200 r·min-1转速,5.0 kN恒定顶锻力的焊接界面在靠近中心距离±5 mm处的硬度接近铝合金板母材的硬度,远低于远离中心区的焊接界面的硬度。这主要是由于,不同的焊接工艺参数对材料的搅拌和挤压不同,而产生了不同的焊接界面。不同的焊接工艺对焊接界面附近区域材料的硬度影响不大,铝合金侧靠近焊接区域的硬度与母材的硬度相当,高强钢侧靠近焊接区域的硬度比母材硬度高。
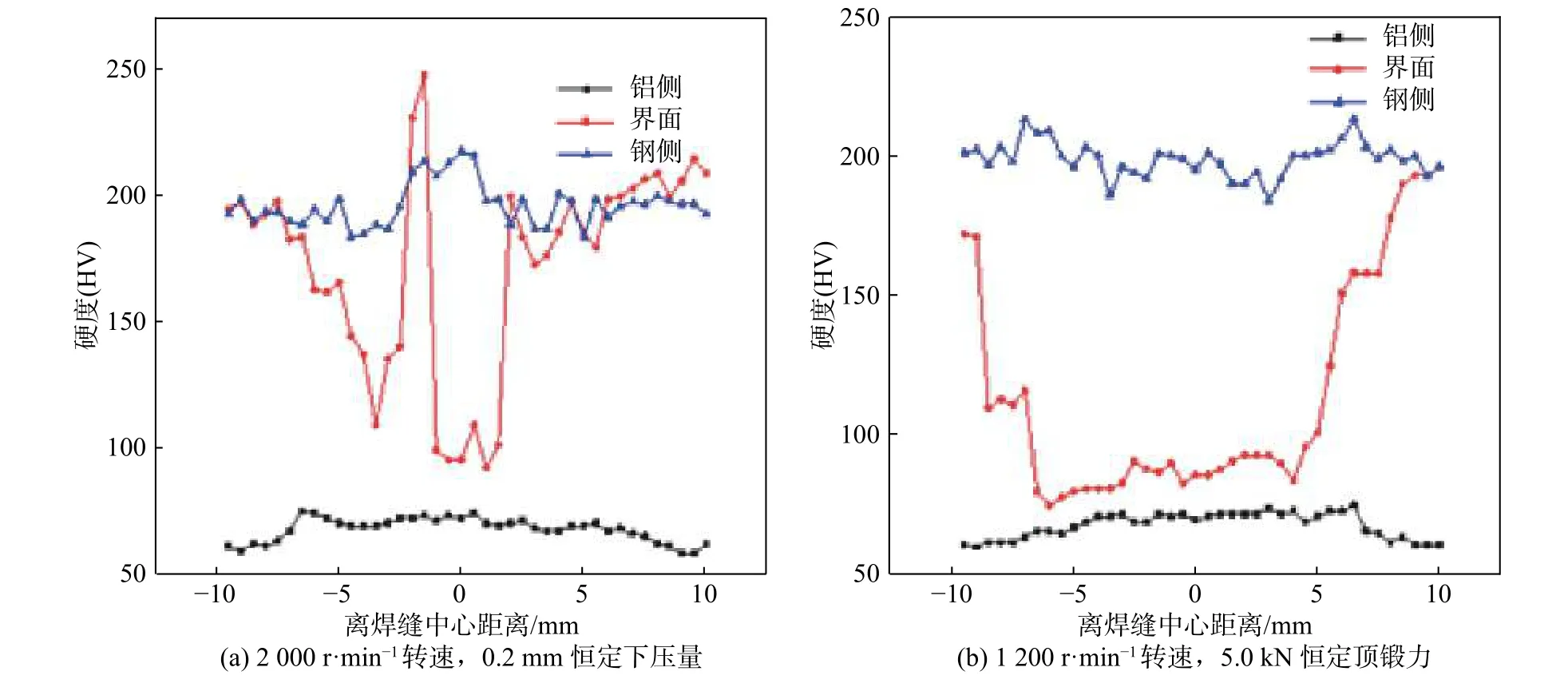
图10 显微硬度结果Fig.10 Results of microhardness
3 焊接界面微观结构分析
沿垂直于焊接方向截取焊缝试样制备金相试样,用于观察焊缝横截面显微组织,腐蚀液为HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶95(体 积 分 数 比 )。 图 11为光学显微镜观察到的焊接界面微观组织,可以观测到铝合金/高强钢基体之间有一薄层界面过渡层,临近交界面处存在明显的晶粒变形。采用SEM和EDS对铝合金/高强钢焊接界面进行进一步的分析。图12 分别为试样 a(2 000 r·min-1转速,0.2 mm 恒定下压量)与试样 b(1 200 r·min-1转速,5.0 kN 恒定顶锻力)的焊接界面SEM图像。可以发现试样a的焊接界面曲折且其中存在钢制碎片(如箭头所指)。这是由于采用2 000 r·min-1转速,0.2 mm恒定下压量焊接工艺的试样a的顶锻力大且对材料的搅拌剧烈,搅拌针的激烈搅拌挤力使得一些钢制碎片从高强钢板上脱落下来混入焊接界面。这些钢制硬质碎片使得焊接界面硬度剧烈波动。采用1 200 r·min-1转速,5.0 kN恒定顶锻力焊接工艺的试样b的焊接界面比较平直,存在一层厚2 µm的过渡层,其与铝合金基体紧密连接。

图11 铝合金/高强钢FSW焊接接头微观组织(1200 r·min-1转速,5.0 kN恒定顶锻力)Fig. 11 Microstructure of Al alloy/high strength steel FSW joint (rotating speed of 1200 r/min and upsetting force of 5 kN)
图13为在铝合金/高强钢焊接界面处EDS线扫描分析结果,可以发现在焊缝附近铝/铁原子发生了相互扩散,扩散层的厚度约为5 μm。
Chen等[14]研究了在搅拌针未进入钢板的情况下铝合金/钢搭接焊,认为焊接界面存在一薄层金属间化合物,其主要相为Fe2Al5和Fe4Al13。而Tanaka等[15]研究了搅拌摩擦点焊方法,搅拌针不进入钢材,仅靠热传导将热量传到钢/铝合金界面上,焊后界面处几乎不形成金属间化合物。图10(b)硬度分析的结果显示,铝合金/高强钢焊接界面层的硬度与母材铝合金板的硬度接近,同时EDS分析结果显示为富铝界面层,可以推断,过渡层主要由铁原子在铝合金基体中扩散形成的固溶体组成。对比图 13(a)和图 13(b)可以发现,采用 2 000 r·min-1转速,0.2 mm恒定下压量获得的焊缝中,铁原子扩散区域明显大于采用1 200 r·min-1转速,5.0 kN恒定顶锻力的焊缝,这是由于2 000 r·min-1转速,0.2 mm恒定下压量对材料的搅拌能量更大所致。

图12 不同焊接参数焊接界面的SEM图Fig.12 SEM images of FSW joint under different welding parameters

图13 铝合金/高强钢焊接界面处EDS分析Fig.13 EDS analysis of aluminium alloy/high strength steel welding interface
4 结 论
(1)对于铝合金上高强钢下的超薄铝合金板与高强钢搅拌摩擦搭接焊,在搅拌针未进入钢板的情况下顶锻力是搅拌摩擦焊过程中的一个关键参数,其对焊接接头的质量有很大影响,存在一个实现铝合金/高强钢焊接的最小顶锻力。
(2)1 200 r·min-1转速,5.0 kN 恒定顶锻力的焊接工艺得到了最佳性能的焊接接头,拉伸试验断裂在铝合金母材区,拉伸强度达到260 MPa。
(3)铝合金/高强钢焊接界面上存在一层 2~3 µm的过渡层,不同的焊接工艺对焊接界面结构的影响很大。高搅拌速度和大顶锻力(转速2 000 r·min-1,顶锻力6.0~7.0 kN)的焊接界面曲折,同时存在从钢板脱落下来的钢制碎屑混入焊接界面。而采用1 200 r·min-1转速,5.0 kN恒定顶锻力焊接工艺的焊接界面比较平直,存在一层厚2 µm的均匀富铝固溶体过渡层,其与铝合金基体紧密连接。
