拜耳法氧化铝蒸发工序的智能制造方案探讨
2019-04-15茹文涛张军
茹文涛,张军
(杭州锦江集团,浙江 杭州,310005)
1 拜耳法氧化铝生产过程概述
采用拜耳法工艺生产氧化铝,即铝土矿与一定量的苛性碱溶液(循环母液)一起在磨机中进行研磨,磨好后的铝土矿浆用蒸汽或其他热源加热到溶出温度后进行保温溶出,在此过程中碱与矿石中的氧化铝反应成为铝酸钠溶液,而矿石中的铁、钛等杂质和大部分硅成为不溶解的化合物留在溶出后的矿浆经稀释后送入赤泥分离及洗涤工段,矿浆中不溶解的化合物(由于被氧化铁染成红色,故称为赤泥)与铝酸钠溶液分离,经洗涤达到环保要求后排入赤泥堆场堆存。分离后得到的铝酸钠溶液,经控制过滤得到纯净的铝酸钠精制液,用加晶种分解的方法,使溶液中的氧化铝成为氢氧化铝结晶析出。分解析出的氢氧化铝(含3个结晶水的氧化铝)经分离及洗涤(洗去氢氧化铝固体附着的碱)后,用焙烧的方法(焙烧的温度约1200℃)脱出氢氧化铝的结晶水即得到氧化铝成品。分解母液经蒸发后则循环使用处理另一批铝土矿。拜耳法生产氧化铝的工艺流程如图1。
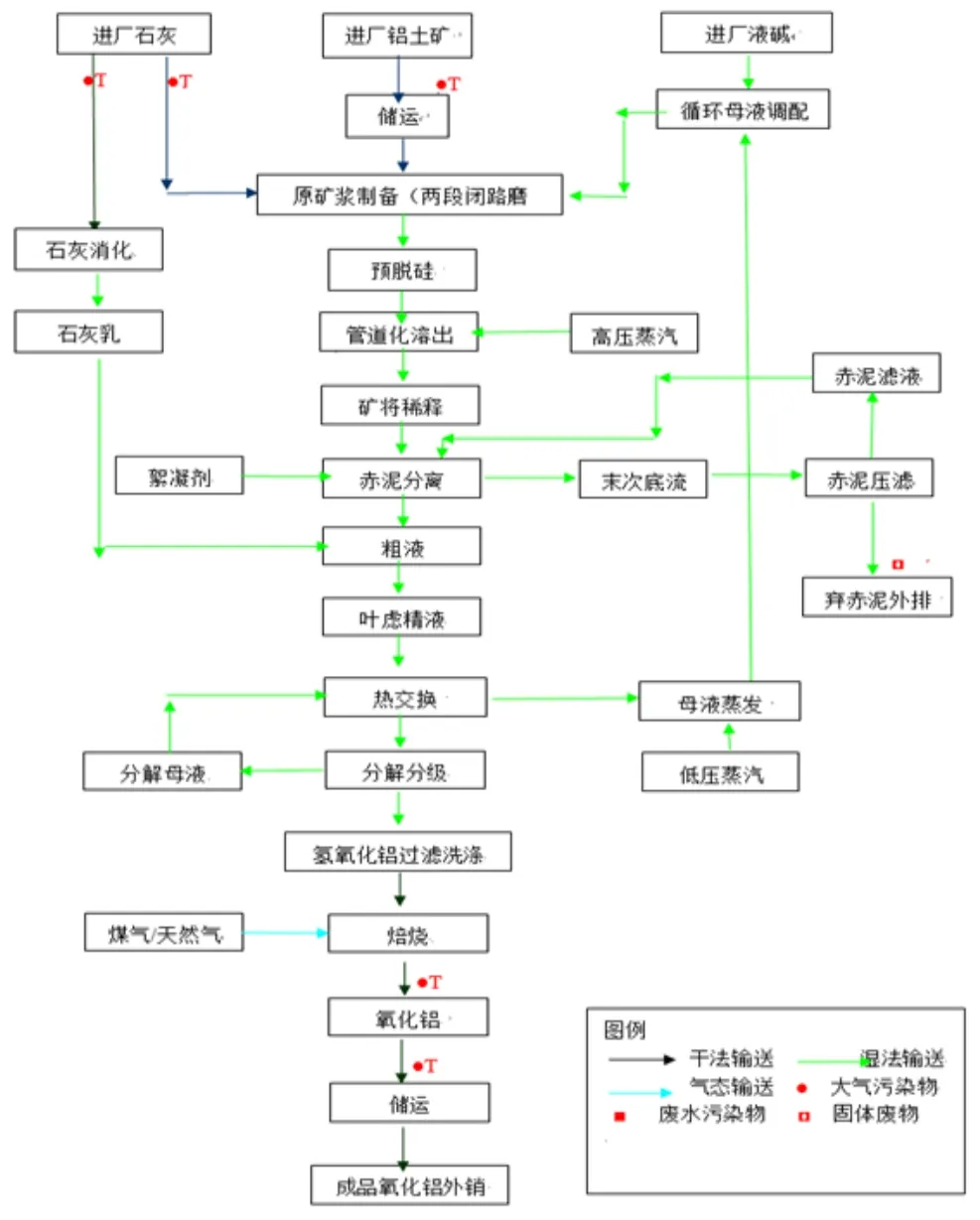
图1 拜耳法氧化铝生产工艺流程图
2 智能制造与氧化铝生产的结合
中国制造2025明确提出,着力发展智能装备和智能产品,推进生产过程智能化,培育新型生产方式,全面提升企业研发、生产、管理和服务的智能化水平。中国制造2025的首要任务是加强企业制造的创新能力,而智能制造是推进制造强国战略的主攻方向。智能化是中国制造破局突围的关键一环,中国企业首先必须有长远的产品技术战略。制造业龙头企业应该肩负起中国制造业升级转型的探索和引领作用。同时,要加强在智能制造领域的产业协同合作,形成智能产业生态圈。
某氧化铝企业在智能制造上不断探索,采用AB、和利时和浙大中控DCS分别实现氧化铝、热电站和脱硫生产过程检测和控制。氧化铝生产包含原矿、溶出、沉降、分解、蒸发、焙烧几个工序,生产过程、设备的数据采集齐全,电气设备全部受控,高压设备连锁保护、生产顺控、PID生产调节都已具备,并在中控室实现了全厂各个工序的工艺、电气设备全厂集中监控等。下面就某氧化铝蒸发工序的智能制造技术方案做一个介绍。
3 蒸发工序的智能制造
3.1 蒸发工序智能化制造介绍
某氧化铝厂母液蒸发系统流程如下图所示:
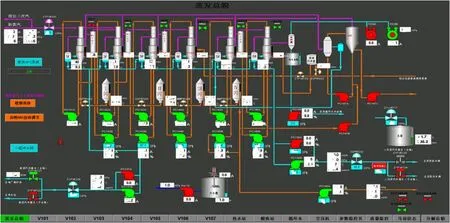
图2 母液蒸发系统流程图
该流程的特点是:采用六效逆流强制循环的作业制度。其中5-6效为负压蒸发。来自分解工序的母液经过分流,按照1:1的比例分别进入4效和6效蒸发器。进入4效蒸发器的母液经过4效、3效、2效和1效蒸发,1级、2级和3级闪蒸;进入6效蒸发器的母液经过6效和5效蒸发。3级闪蒸和5效蒸发后的母液混合后送回溶出工序。饱和蒸汽进入1效蒸发器,1效蒸发产生的二次蒸汽进入2效蒸发器,2效蒸发产生的二次蒸汽进入3效蒸发器,以此类推。各自乏汽通过冷凝水自蒸发器进一步回收其中的热,溶液则通过蒸汽直接预热后再进入蒸发器组,经间接预热,强制循环至蒸发室蒸发。
通过智能制造项目推进,用系统化软件主要实现目的:根据DCS采集的实时数据,自动调节蒸汽阀门、四效进料阀门和六效进料阀门的开度,在保证生产安全和生产目标的前提下,将蒸发后的循环母液浓度稳定在设定的目标值。
优化系统上线运行后,达到以下目标:
1.将蒸发后的循环母液浓度稳定在设定的目标值;
2.在保证循环母液流量满足生产的情况下,蒸发后的循环母液浓度波动范围比项目实施前减少30%以上;
3.降低蒸汽消耗量;
4.提高自动化程度,减轻劳动强度,使操作人员由手工操作为主变为巡视为主;
5.提高设备效率。
3.2 需求建模分析
(1)系统方案
本方案是在力太科技公司工业大数据平台基础上,增加蒸发工序的优化控制程序。优化控制程序利用力太科技公司工业大数据平台实现与DCS数据双向交换,完成数据采集、智能优化判断与计算、同时通过输出优化结果给DCS,实现蒸发工序的优化控制。优化控制程序作为外挂系统对DCS控制构成补充,DCS仅需开放通讯接口,并开发简单的控制的逻辑,对原有DCS系统不会出现影响。
主要流程说明:
优化控制通过力太科技公司工业大数据平台从DCS内的OPC server采集实时生产数据;
优化控制根据采集的数据进行优化计算后,将被控目标的设定值写回OPC server,DCS根据写入的数值控制对应阀门的开度。
当优化控制发现异常,需要告警通知DCS操作员时,将告警信息写入力太科技公司工业大数据平台提供的OPC server中,DCS监控对应的数据点,收到异常后在DCS控制界面上显示告警信息。
DCS操作员通过DCS控制优化控制,将控制指令写入力太科技公司工业大数据平台提供的OPC server中,优化控制接收到指令后完成相应动作。
(2)控制模型

图3 系统架构示意图
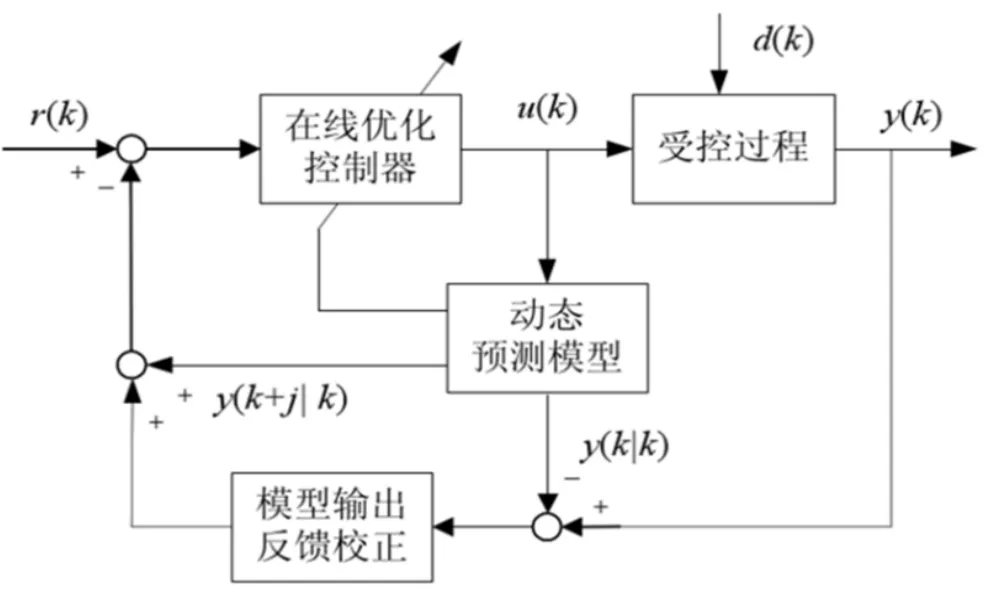
图4 模型预测控制基本原理图
本优化系统采用模型预测控制方法,利用大数据和人工智能技术,构建一个精准的控制模型。该模型根据生产现场采集的工艺参数,结合历史数据进行分析和计算,并根据计算结果实时调整蒸汽流量和循环母液分液比到最优值。
模型预测控制是一种基于模型的闭环优化控制策略,已在石油、化工、冶金和电力等复杂工业过程中得到了广泛的应用。模型预测控制为了优化对象的未来行为,而计算一系列被控变量的调整,是一种计算机优化控制算法。现代控制理论的特点是要求精确的模型、最优的性能指标、系统的设计方法。预测控制的特点是:对模型要求不高,不需要深入了解过程内部机理,建模方便;鲁棒性可调,有利于提高系统的鲁棒性;较好的动态控制效果;可处理约束;可实现多目标优化(包括经济指标);不增加理论困难,可推广到有约束条件、大纯滞后、非最小相位及非线性等过程。
3.3 智能化的具体需求
3.3.1 功能需求
(1)开启/关闭优化控制 用户可以根据实际生产需要,在DCS控制界面上,开启/关闭优化控制。优化控制开启时,优化系统从DCS采集实时数据,并根据计算结果向DCS输出控制指令;优化控制关闭时,优化系统仅从DCS采集实时数据,不向DCS输出控制指令。无论优化控制是否开启,优化系统都需要不间断的读取DCS的数据,用于实时跟踪生产系统的状态,修正预测模型。优化控制开启后,会持续更新心跳信息,DCS可根据心跳信息判断优化控制是否运行正常。
(2)优化控制蒸汽流量 合理的控制蒸汽流量是稳定蒸发母液中苛碱浓度、降低蒸汽消耗的关键。影响蒸发母液中苛碱浓度因素非常多,包括来料的流量、温度、浓度、各个蒸发器内的蒸汽的压力、温度、蒸发时间等等。本优化控制的难点在于如何根据大量的变量来合理的调节蒸汽流量。系统采用的预测模型,基于大数据和人工智能技术。首先,计算机通过海量的生产历史数据学习输出的苛碱浓度随这些变量变化的规律。然后,实时采集现场数据,并利用训练好的预测模型预测输出的苛碱浓度。最后,根据预测值和设定值,计算出一个合理的调整量,使得调整后输出的苛碱浓度符合设定标准。
(3)优化控制母液分液比 进入四、六效蒸发器的母液分液比是一个设计值,已经通过的预先测量和计算,是一个最优值,一般情况下保持不变。优化系统应控制进入四、六效蒸发器的母液流量,使得分液比符合设定值。当产出母液的苛碱浓度偏离设定值很大时,通过调整进入四、六效蒸发器的母液分液比可以快速将产出母液的苛碱浓度调整到设定值附近。但这样会大大增加蒸汽消耗量,增加生产成本。所以,只有在特殊情况下,才需要调整进入四、六效蒸发器的母液分液比。
(4)优化控制异常告警 当优化系统检测到异常,无法通过自动控制达到稳定目标时,应该通知用户异常信息。用户根据异常信息提示,排除异常,或切换到手工控制模式,以保证安全生产。优化系统通过DCS界面以弹窗形式在PC上显示,提示人员。常见的异常信息包括:蒸汽压力异常、蒸汽流量异常、输入母液流量异常、蒸发器换热比异常等。
3.3.2 性能需求
(1)控制周期与读取频率 一般而言,控制周期越短,频率越高,控制效果越好。但蒸发是一个物理过程,相对于其他工业控制场景,其特点是速度慢,周期长。当控制周期短到某个值后,再缩短控制周期,并不能提升控制效果。本方案将控制周期暂定为3分钟。控制程序每隔3分钟向DCS发出一次控制指令。后期根据实际运行效果再优化调整控制周期。本方案将读取数据暂定为1秒/次。优化控制通过OPC接口一秒钟读取一次DCS数据。
(2)输出母液苛碱浓度偏范围 输出母液中的苛碱浓度偏差是评判优化控制程序效果的重要指标。目前通过人工调节的方法,输出的母液中苛碱浓度偏差一般为±3g/L。优化控制系统的目标是将该偏差稳定在±1g/L。
3.3.3 外部接口
主要涉及用户接口、软件接口、硬件接口和通讯接口,氧化铝工业的自动化和控制系统的积累和应用相应解决方案较成熟,国内供应商方面可供选择的较多,不再赘述。
3.4 总体设计约束
优化控制系统约束,包含以下几点:
(1)模型准确性:通过历史数据构建模型,保证模型控制范围在历史数据范围内;
(2)历史数据安全值:通过对历史数据分析,人工配置安全上下限值;
(3)专家规则:相关专业人员对重要数据的上下限值约束;
(4)监控组:对工艺重要数据实行监控;
(5)工艺数据调整幅度可控,包括单位时间内阀门开度、流量等;
(6)底层控制采用更安全、稳定的PID;
(7)所有配置内容,包括数据上下限值、控制周期等均可动态配置;
模型异常情况自动切断,也可人为操控。异常情况包括监控组值异常,现场数据超出历史数据安全值或专家规则等,人为通过组态界面一键切断,切断后模型不做控制,现场返还至人工操作模式。
上述具体而已包括了生产安全、质量、产能等方面的相关指标及时管控。
3.5 软件系统可靠性
优化控制应采用双机热备的方式保证其可靠性。优化控制应至少同时在两个计算节点上运行实例,其中一个实例为主控实例,其他实例为备份实例。一般情况下,主控实例将控制指令下发给DCS,备份实例实时同步主控实例状态。当主控实例发生异常时,其中一个备份实例升级为主控实例,接替异常的主控实例向DCS下发控制指令。主控实例和备份实例切换时,应保证状态延续性,备份实例能平滑无缝的接替主控实例。
4 上线运行经济效益分析
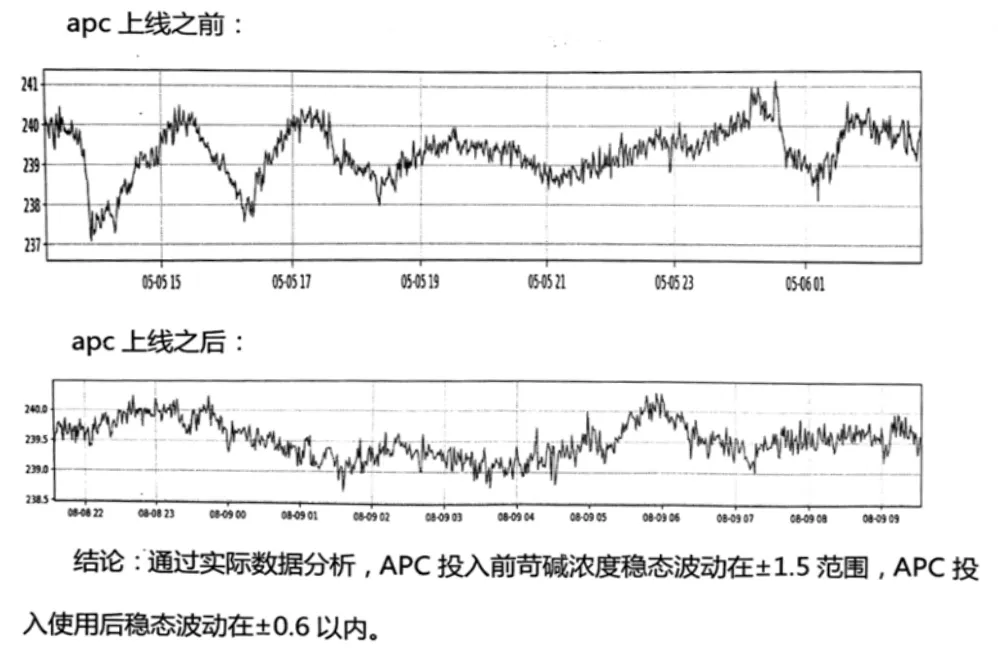
图5 自动控制上线前后运行数据之一对比
APC自动控制系统上线运行半月后数据统计显示,可以节约0.00788t·蒸汽/t·水,预计可在两年内回收投资成本。
5 总结
某氧化铝厂在智能制造上不断探索,仔细研究氧化铝生产各工序,采集生产过程、设备的数据,实现电气设备全部受控,高压设备连锁保护、生产顺控、PID生产调节都已具备,并在中控室实现了全厂各个工序的工艺、电气设备全厂集中监控等智能化建设,针对蒸发工序的智能制造提升工程,以远程控制、分散集中控制、智能控制等结合提高劳动生产率,而且工人的劳动强度较传统行业水平降低了一半。
