煤层气提浓耦合工艺的优化研究
2019-03-28孟建国
孟建国
(阳泉市燕龛煤炭有限责任公司,山西 阳泉 045011)
引 言
煤层气又称为瓦斯,是一种存储于地下煤层中的一种非常规的天然气体,煤层气的主要成分是氮气和甲烷,易燃、易爆,其燃烧时的热值要低于天然气,充分燃烧后不会产生污染气体,是一种天然清洁气体,而且是一种优质的可用于生产、生活、发电等领域的清洁能源。煤层气根据其中所含的甲烷的量,可分为高浓度煤层气和低浓度的煤层气,受我国煤炭地质条件差异影响,其中低浓度的煤层气含量占全部煤层气含量的70%以上,这部分煤层气因甲烷含量低,因此其应用受到了极大限制,大部分会直接排放,造成了极大浪费[1]。为了提高对煤层气的应用,各国开始大量推广煤层气提浓技术,将低浓度的煤层气提取为高浓度的煤层气,提浓后的煤层气可利用天然气管道输送到居民区进行使用或者液化后由车辆进行运输,极大扩展了其应用范围,也极大提升了煤炭开采企业的经济效益。因此开发出提浓效率高、成本低廉、工艺流程简单的煤层气提浓技术,成了各国竞相研究的前沿新技术。
1 膜分离煤层气提浓工艺
目前常用的煤层气提浓的技术主要是膜分离煤层气提浓工艺。膜分离煤层气提浓工艺是指利用具有选择性分离特性的特殊的化学膜,将混合气体中的不同气体进行分离、浓缩的过程,在进行混合气体分离时,其采用膜两侧气体压力差的方式推动混合气体透过特殊的化学膜,通过特殊气体分子的溶解、扩散和脱附等过程逐渐实现混合气体的分离。特别是随着膜法富氮、膜法富氧技术的逐渐成熟和广泛应用,CH4/N2膜分离的工艺也逐渐走向成熟,开始大规模工业化应用。当前采用膜分离技术,是对低浓度煤层气进行提浓,使其中甲烷的含量由不足25%提高到含量65%以上,目前常用的膜分离技术的工艺流程如图1所示。

图1 膜分离工艺流程图
在该煤层气提浓工艺中,主要是将孔网络的模型转接,应用于混合气体的分离的过程,根据煤层气中我们所需要的甲烷、二氧化碳和氮气的气体分子的大小及物理特性,设置两级膜分离的方案,在第一级将混合气体中的二氧化碳进行分离,在第二级中将氮气进行分离,最终实现三种气体从混合气体中的分离[2]。
在整个膜分离的流程中,煤层气的混合气体在经过两次膜分离后得到的气体即为我们所需要的浓缩气体,在经过分离后的气体可以经过压缩机再次循环、分离,提高对混合煤层气的分离效果。
煤层气的膜分离提浓技术虽然分离工艺简单,操作方便,但是该技术气体分离纯度较低,能耗高,对化学膜的依赖性极强,化学膜的寿命短,使用一段时间后需要进行更换,成本高,经济效益较低,因此极大限制了其应用范围。
2 变压吸附提浓工艺
变压吸附提浓工艺是指利用特殊的吸附剂对于混合的煤层气的平衡吸附量会随着风压量的升高而逐渐增加的特点,逐渐进行加压吸附、通过降低混合气体的压力逐渐实现分离的方法[3],其工作原理如图2所示。
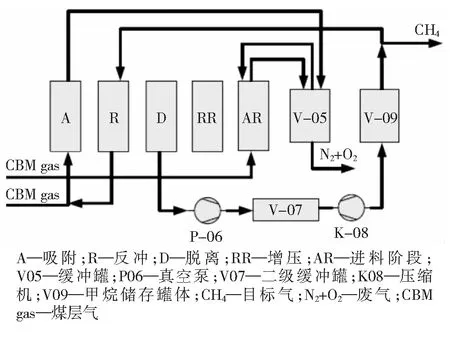
图2 变压吸附工艺流程图
变压吸附工艺具有成本低,气体处理量大等优点,但是该工艺分离方案必须要求混合气体中气体的扩散系数必须达到40%左右,对混合气体质量要求较为严格,实际应用范围受到了较大限制。
3 煤层气提浓耦合工艺
以上所述的两种最常用的煤层气提浓工艺中,其分别具有适用于各自特定条件的范围,因此使其应用范围受到了较大限制。在实际的工业应用中,不同区域煤层气混合气体内各种成分含量不一、各物质的特性、来源也不尽相同,而不同应用范围的煤层气对浓度的要求也不同,因此单一的煤层气提浓工艺无法满足对煤层气多种多样的需求。在对各煤层气提浓工艺进行深入分析及对市场需求进行深入了解的基础上,我们提出了一种新的煤层气提浓耦合工艺,该提浓耦合工艺将膜分离煤层气提浓工艺与变压吸附提浓工艺相结合,极大扩展了煤层气提浓的应用范围和效果,其提浓工艺原理如图3所示。
利用该该提浓耦合工艺,首次实现了将煤层气中的甲烷和氮气的综合利用,在提浓时首先利用变压吸附装置对混合煤层气进行初步处理,处理时的吸附压设置为0.9 MPa~2.3 MPa,设置解吸的压力为0.1 MPa~0.3 MPa,经过初步吸附处理后可将煤层气内甲烷的含量提高到50%以上,然后再利用膜分离组件,对初步提浓后的煤层气进行二次提浓处理,此时需要根据目标气体的浓度等级对膜分离时的高低压比进行调节,调压比越高得到的目标气体的浓度就越高,根据实际试验验证,当将高低压比设置到6时,其得到的甲烷的浓度可达85%。

图3 膜分离与变压吸附耦合工艺流程图
4 结语
本文通过对目前最常用的膜分离煤层气提浓工艺与变压吸附提浓工艺的工艺流程的优缺点、应用范围的分析对比,提出了一种新的将二者进行有机结合的煤层气的提浓耦合工艺,该工艺充分提取了膜分离工艺和变压吸附工艺的优点,不仅极大扩展了对煤层气提浓的应用范围,而且还极大提升了对甲烷的提浓效果,降低了煤层气的提浓成本,简化了工艺流程,很好地克服了现有煤层气提浓工艺的缺点,根据实际应用效果其可将煤层气中甲烷的浓度提升到85%以上,很好地满足了各种用途对煤层气浓度的需求,为进一步推广煤层气的应用提供了极大的技术支持,具有巨大的社会和经济效益。