M21/T800复合材料层压板挤压性能研究
2019-03-25陆鹏鹏王新年金迪
陆鹏鹏 王新年 金迪

摘要:采用ASTM D 5961标准试验方法对M21/T800复合材料挤压性能进行研究。对不同层压板厚度、不同环境以及不同紧固件类型下的层压板挤压试验结果进行了比较,对层压板挤压强度和破坏模式进行了总结。结果表明,由于层压板的厚度和孔形式不同,单钉单搭接的极限挤压强度在433.6-856MPa間,即最低值和最高值分别为433.6MPa和856MPa,差值接近一倍;M21/T800复合材料的挤压强度受环境影响不大;常温和湿热环境挤压强度相当;板厚较小的层压板挤压强度受钉类型的影响比较大,最大挤压强度差值为174.01MPa。
关键词:T800纤维;M21增韧树脂;紧固件;复合材料层压板;挤压性能
中图分类号:V258文献标识码:A 章编号:文001-5922(2019)04-0037-05
复合材料结构设计连接设计不同于金属结构,复合材料连接部位孔边应力分布较复杂,应力集中较严重,载荷分布更不均匀,连接部位通常是结构的薄弱环节,所以对于复合材料结构,连接设计是结构设计的关键环节,并且有必要的试验作为技术支撑。复合材料层压板钉孔挤压强度是复合材料结构设计的重要指标,贾普荣等人通过对碳纤维复合材料层压板不同铺层方向的试件进行打孔挤压强度试验,得出影响挤压强度的主要因素。魏景超等研究了单面螺纹抽钉干涉配合对复合材料连接件挤压强度的影响。
碳纤维增强环氧树脂预浸料是目前航空领域应用最广泛的复合材料,在目前新研制的飞机结构中已经成为首选的结构材料,M21是第3代增韧环氧树脂,T800是高模高强碳纤维,M21/T800复合材料已经成功应用在民用客机上,本文主要进行复合材料紧固件挤压试验,通过分析试验结果,得出相应结论,为在飞机结构上的连接设计提供参考,对发挥M21/T800复合材料的进一步应用有重要意义。
1实验部分
1.1实验材料
试验中所用复合材料预浸料是美国Hexcel公司的高温固化碳纤增韧环氧树脂碳带预浸料M21,所用紧固件是美国镁铝公司的钛合金抗拉型100°沉头高锁螺栓以及单面连接螺纹紧固件。复合材料层压板是采用预浸料铺贴后热压罐成型的方法进行固化的,由中航工业西飞公司制造。
1.2试验件
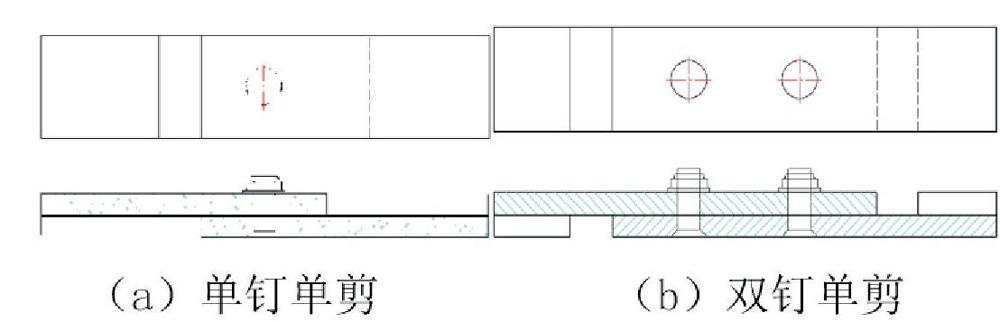
紧固件挤压试验件分为单钉挤压试验和双钉挤压试验两大类型,每种类型有17种构型,其中每种构型的单钉挤压试验有2组试验件,一组为常温环境试验,另一组为湿热环境试验,双钉挤压只有常温环境试验。因此,单钉、双钉挤压试验件共有17×3=51组,每组6件,共计51×6=306件。试验件结构形式如图1所示。
1.3试验方法
紧固件挤压试验件是板条形状(见图1),有的是复材板与复材板搭接,有的是复材板和金属板搭接,采用ASTM D5961方法B。试验时直接把试验件2端加持在试验机的上、下夹头中,施加拉伸载荷。试验过程中记录载荷一位移曲线,在曲线上确定0.2%割线载荷和变形,也可以确定最大挤压载荷,并得到相应的挤压应力。
由于紧固件一端为沉头,一端为直孔螺帽,还有一些试验件是两种厚度,受力后试验件2面变形不一致,因此,把引伸计安装在试验件侧面,挤压试验照片如图2所示。
2结果与讨论
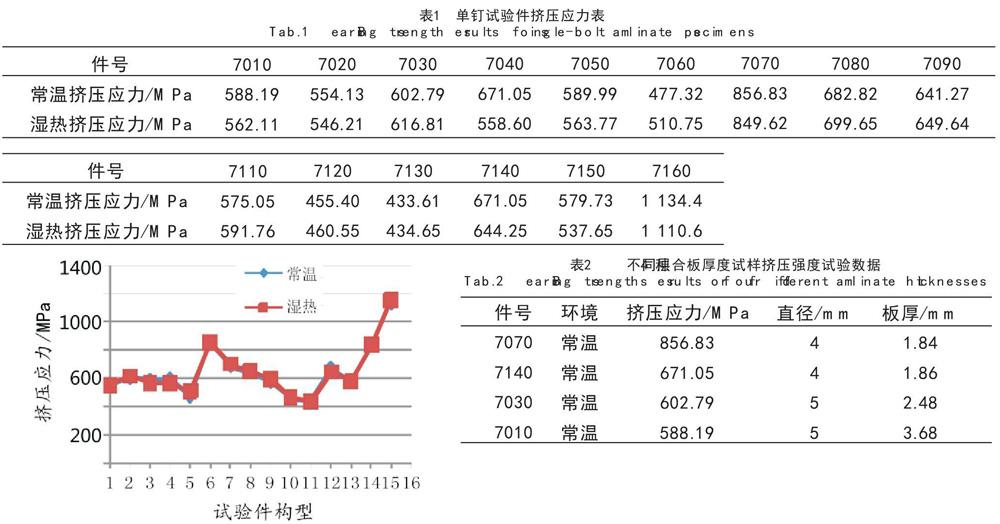
从单钉挤压试验平均值可以得到,由于层合板的厚度和孔形式不同,单钉单搭接的极限挤压强度在433.6~856MPa间,如表1所示,即最低值和最高值分别为433.6MPa和856MPa,差值接近1倍,而且层合板厚度小的挤压强度高于层压板厚的挤压强度;同时对于相同板厚的层压板,平头孔的挤压强度高于沉头孔的挤压强度,高出约20%。
2.1试验数据对比分析
1)不同环境试样的试验结果对比分析
对于同一种构型,不同环境下的试样,湿热试验挤压应力结果与常温试验结果比较差异不大,如图3所示,除了7050和7150类误差为7%、7.25%外,其它类误差均在5%以内,而有9类湿热值高于常温值,表明湿热变形可能使钉孔配合更为紧密。
2)不同层合板厚度试样的试验结果对比分析
对比常温下4种不同层合板厚度的试样:φ4mm高锁螺栓的7070,7140以及φ5mm高锁螺栓的7010,7030,结果如表2所示。
不同层合板厚度试样的挤压应力情况如图4所示,相同钉直径的试样,试样的挤压应力随着不同层合板厚度的增加而降低,且对于钉直径小的试样,挤压应力随着不同层合板厚度的增加下降明显。
3)不同钉类型试样的试验结果对比分析
对比常温下6组不同板厚的试样:采用高锁连接7030,7050,7070,7090,7120,7140以及采用抽钉连接的7040,7060,7080,7110,7130以及7150,结果如表3所示。
对于钉的类型来说,列出了同等条件下的6组数据,高锁螺栓的挤压强度高于抽钉,且钉类型的影响对于薄板挤压强度影响比较大,如图5所示,层合板厚度为1.84mm的7070与7080试样,挤压强度差值最大。对于厚板的影响相对较小。
2.2试验件失效模式
与紧固件挤压试验标准ASTM D 5961给出的5种失效模式(如图6所示)对照,本次挤压试验有3种失效模式,第1种是钉孔挤压失效模式,这种失效模式主要出现在单钉单搭接、双钉单搭接、双钉双搭接试验件中,典型的失效状态如图7(a)、(b)、(C)所示。由于极限载荷的需要,紧固件产生了很大的偏转使孔出现严重的挤压破坏;第2种失效模式是剪出失效,主要发生在复合材料层压板与金属板的单钉双搭试验件中,这种连接形式层压板不承受偏心力矩作用,孔挤压强度高,使层压板端部被剪出,典型失效模式如图7(d)所示;第3种失效模式是孔挤压损伤伴随着紧固件轴向断裂,这种现象主要发生在厚板的单钉单搭接试验件中,是由于偏心力矩使紧固件绕两板搭接面发生偏转,使螺帽与层压板之间产生侧向挤压力,并随着拉伸载荷的增加而增大,侧向挤压力在紧固件中又形成了轴向偏心拉伸载荷,由于螺纹根部存在较大的应力集中,导致紧固件在螺纹位置发生轴向断裂,典型失效模式如图7(e)所示。
3结论
1)对比湿热环境与常温环境下的挤压破坏强度可知,对于挤压试验,环境对试验结果的影响不大;
2)相同钉直径的试样,试样的挤压应力随着层合板厚度的增加而降低,且对于钉直径小的试样,挤压应力随着层合板厚度的增加下降明显;
3)对于钉的类型来说,高锁螺栓的挤压强度高于抽钉,且钉类型的影响对于层合板厚度较小的试样影响比较大,对于层合板厚度较大的试样影响相对较小。
4)对于相同层合板厚度、相同紧固件的试验件,双剪形式的挤压强度要明显高于单剪形式的挤压强度。
