质量灌造用环氧结构灌封胶的研究
2019-03-25顾明泉汪明珠姚其胜
顾明泉 汪明珠 姚其胜
摘要:文章研制了一种大质量灌造用环氧结构灌封胶,研究其在延长凝胶时间、降低热效应、提高粘接强度等方面的表现。结果表明:该灌封胶可室温固化、反应缓和、粘接牢固、耐化学腐蚀,适合电子、工程、复材等大灌造应用。
关键词:大质量;环氧;灌封胶;热效应
中图分类号:TQ436+.6文献标识码:A 文章编号:1001-5922(2019)06-0009-03
环氧树脂聚合后具有优良的粘捿性能、介电性能、机械性能和耐化性能,广泛应用于机械、电子、航空航天、新能源、复合材料、工程防腐等高新技术领域。
近年来,环氧树脂结构性脆的先天缺陷,因增韧剂、柔性固化剂等新材料技术发展和不断涌现,已近消弭于无形;随着其应用向工业与民用各行业渗透,原先加工成型工艺简便的优势却日益丧失,一些精细制作和规模化大制造领域已不可能再简单使用手工混胶或人工操作方式,数控机械、精密模具、智能智造应用得更多,不仅提高生产效率,而且提升了批量制造质量稳定性。但在大质量灌造方面,因涉及反应热、热应力、收缩率、抗开裂等复杂的环氧内在结构机理,环氧树脂导热不良易积累热,无法运用辅助手段,只能由灌封胶配方品性解决问题。
本研究采用低黏度环氧和低活性固化剂研制了一种低热效应、无填料的大质量结构灌封胶,该胶可室温固化,反应缓和,粘接牢固,柔韧性高,耐化学腐蚀,且抗开裂,已成功用于某复合材料管材压力封头的灌造,还可应用于大型传感器和线路板盒、工程塑料模铸件等。
1 试验部分
1.1主要原材料
0164环氧树脂,工业品,无锡蓝星石油化工有限责任公司;CER-170环氧树脂,工业品,武汉森茂精细化工有限公司;MDA,工业品,万华化学集团;T-5000,工业品,Huntsman;TY-3051,工业品,天津燕海化学有限公司;CDX-1250,工业品,eq0.38-0.42,岳阳昌德化工实业有限公司;AncamineK-54,工业品,赢创特种化学(上海)有限公司。
1.2仪器及设备
电子万能拉力试验机,50KN,英国;流变仪,MCR302,奥地利;热电偶温度记录仪,XSR80,北京;电子天平,3kg,质量0.02g,上海;电子大屏幕计时器,上海。
1.2低活性固化剂的合成
在110℃以内将400gMDA加热至足够温度液化后投入反应器中,再依次投入156gT-5000和200gCDX-1250,并加入适量促进剂。均匀搅拌并在90%-110℃加热恒温反应,反应时间3h。降温至40℃-60℃后,再向反应釜中投入240gTY-3051和0-5gAncamine K-54,搅拌2h分散均匀,制得固化剂B组分。
1.3灌封胶的配制
按一定比例称取0164环氧树脂、CER-170环氧树脂和微量助剂,边真空脱气边搅拌混合均匀,制得树脂主剂A组分。再向其中加入所需量的固化剂B组分,再次脱气并搅拌混合均匀,即得产品。
1.4性能测试
凝胶时间测试:一次性透明塑料杯中混合100g胶液并静置反应,在杯子外壁液面齐平和液面上1cm处打上刻度线,待胶液黏度变大后每隔10min微倾斜杯子观察一次,当流动变得困难,每隔5min将杯子平躺180°观察,当液面30s内流淌不超过1cm刻度线时,即为凝胶时间的终点。
黏度测定:采用流变仪测试,分别测试灌封胶组分黏度、混合黏度和凝胶黏度。
粘接强度测定:按GB/T-7124,选择与实用材质吻合的剪切试片,涂胶粘合并于25℃-30%固化7天,制成单搭接拉伸剪切试样,然后上拉力机测试。
拉伸和压缩强度测定:采用专利玻璃模具制成树脂固化板材,先40℃固化定时过夜后脱模,再RT固化6天,然后上拉力机测试。其余胶本体力学性能参照类似方法制样测试。
模拟灌造试验:将φ2050内径的厚壁筒型管材端头用塑料薄膜封住底端口,接着在真空搅拌釜中按比例混合均匀2kg胶液,然后直接注入观察其放热效应、凝胶时间和固化状态。
放热效应测试:在RT下用热电偶测试端头灌造体的放热曲线,读取放热峰温度。需要测试灌造体中心和任两侧共三点的温度变化,选择最高温度发生的放热峰曲线。
2结果与讨论
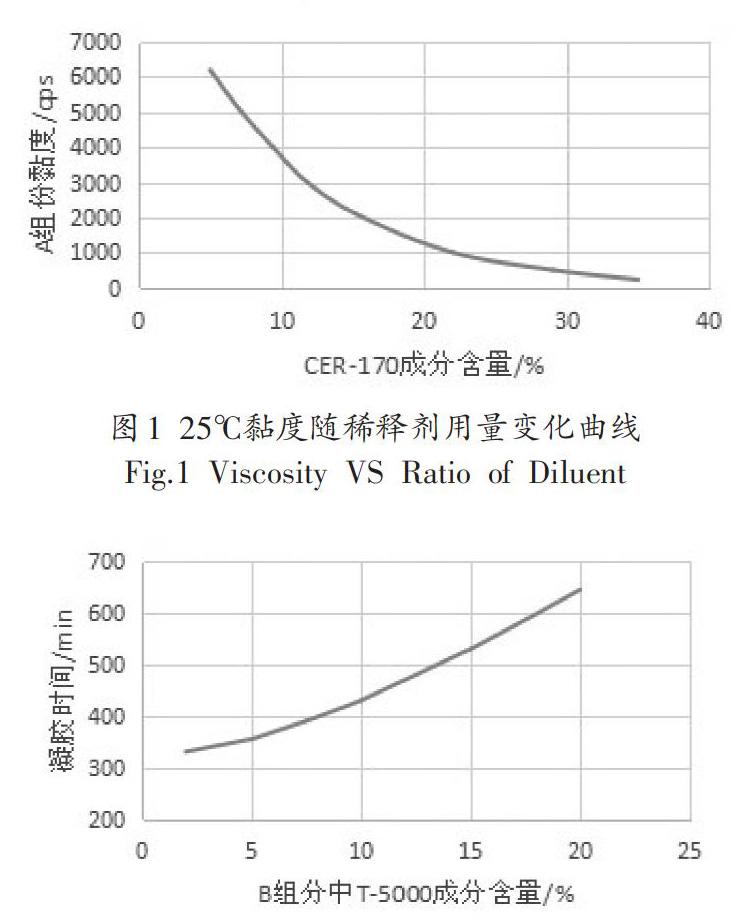
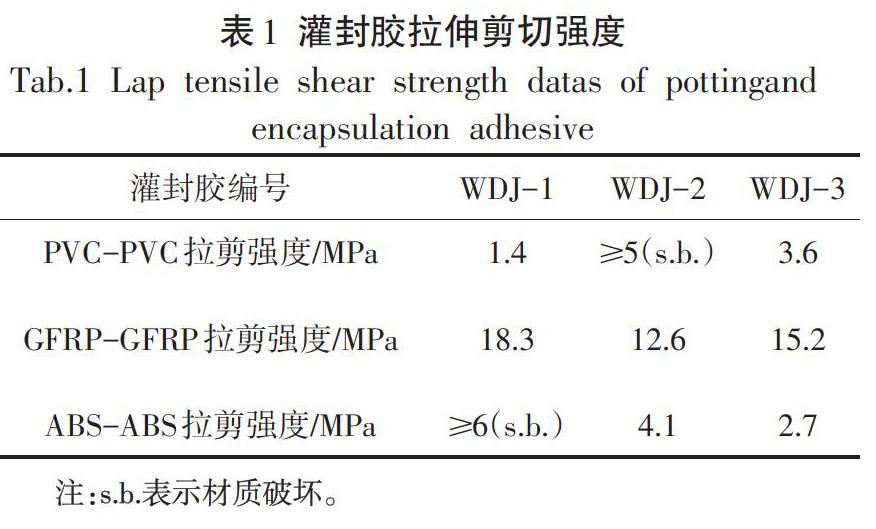
2.1凝胶时间、黏度的影响因素
大质量灌造用胶的要求凝胶时间充裕、黏度较低,以增强对灌造其内的各种功能零部件或电子元器件的渗透浸润粘合性,并使反应热有充分的时间传导出来。
研究了多种组合,发现增加CER-170能显著降低黏度,而T-5000增加能延长凝胶时间并增强附着力和胶体柔韧性。但该胶体系中,CER-170增加到A组分总量35%,或者T-5000增量至B组分总量20%时,RT条件完全固化变得困难,T-5000还使弯曲等本体力学性能明显下降。
本次研制的大质量灌封胶,选择指标为:混合黏度900-1400cps,凝胶时间为8-10h。
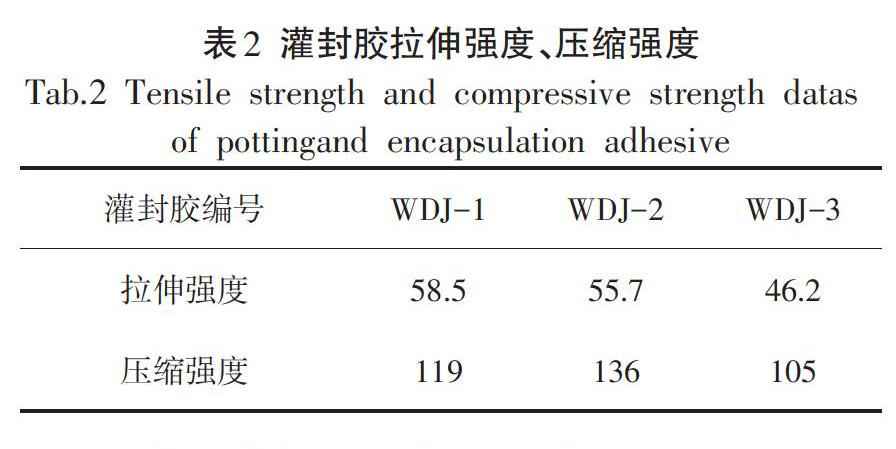
2.2粘接强度影响因素
压力管材和电路板盒及电子传感器的灌造主材质一般为PVC、GFRP或ABS。本研究使用100cm×25mm×4mm的标准试片,进行PVC-PVC、ABS-ABS、GFRP-GFRP粘接,测试拉伸剪切强度,结果如表1。
其中,WDJ-1、WDJ-2、WDJ-3依照一定规律变化:T-5000在B组份的含量在10%-20%之间增长并取值三个点,CER-170在A组份的含量在5%-15%之间增量并取值三个点。考虑其它性能需求,MDA与CDX-1250的液化反应计量有所调整。
2.3拉伸和压缩强度
玻璃模具制成本体胶板后,分别按ISO 527-2、GB/T 1041标准切割成1B型拉伸试样、10mm×10mm×4mm的压缩试样并上机测试,结果见表2。
按照压力封头的要求,要求承压能力强,同时具备较好的抗拉抗形变性能。
2.4模拟灌造试验和放热曲线
厚壁筒型管材端头规格尺寸为内径φ2050mm*150mm,壁厚为5mm,灌胶2kg,观察其放热效应、凝胶时间和固化状态。三种灌造体的放热曲线如上图3。
由图3结果及灌造体观察得知:(1)由于大质量蓄积热量,本胶灌造体在4-7h即完成了凝胶,较100g杯胶有明显加快;(2)反应过程热较小,得到了放热峰在40℃以下的灌封胶配方,反应相对非常平緩;(3)灌造体没有爆聚、缩孔、脱壁、开裂等不良状况;(4)灌造体表面无明显拱突,比较平整。
2.5灌封胶主要性能表
经过研究和优化,得到了一种大质量灌造用灌封胶,其主要性能列表如下表3。
3 结语
通过低黏度环氧和低活性固化剂的合理搭配,使灌封胶的黏度大幅度下降,反应活性变得平缓。
得到了一种综合性能优良的大质量灌封胶,适合2kg质量(积层厚度约7cm)灌造体的工程应用。
