一般工业固体废物无氧裂解工艺技术分析
2019-03-25甘露
甘 露
(中国瑞林工程技术股份有限公司,江西南昌 330038)
一般工业固体废物随意堆置会对大气、水和土壤造成污染,且具有长期性、呆滞性,易对环境造成持续污染和破坏。 我国纳入统计的一般工业固体废物包括冶炼废渣、粉煤灰、炉渣、煤矸石、尾矿、脱硫石膏、污泥、赤泥、磷石膏和其它废物等。 其中,其它废物类产生行业分散、组分复杂,含有可燃有机物,如废塑胶、废橡胶、废纸、废包装材料等,这类固体废物在仓库中长期堆积,很多企业反映“埋不了、烧不掉、没人要”,不仅影响日常生产,还存在火灾、环境污染等隐患。因此,有效地解决一般工业固废处置及资源化利用难题,对于保护环境有重大的意义。
1 一般工业固体废物处理技术简介
目前,一般工业固废主要的处理处置方式有填埋、焚烧、水泥窑协同处置等。
1)填埋因其具有建造运行简单、处理费用低等优点,是目前主要的处置方式之一。但考虑到塑料垃圾填埋后需200 年以上的时间才能分解完全,该填埋方式对土地的侵占必将是不可持续。因此,填埋更适宜对无机类固废的最终处置。
2)焚烧是利用固废中可燃物热值高的特点,通过高温焚烧破坏废物中的有毒有害废物, 具有明显的减量化效果和能源化利用效果。 但其主要问题是其他废物类中塑料等大分子材料,在焚烧过程中不易燃烧完全,有毒有害气体产生量大,且污染物成分复杂(如氮氧化合物、HCl、二噁英等),如果处置不当会对环境造成二次污染。
3)水泥窑协同处置指将满足或经过预处理后满足入窑要求的固废投入水泥窑,在水泥熟料生产的同时实现对固废的无害化处置。 然而为满足入窑要求,废物必须通过破碎、分选、中和、干燥、配伍、混合等预处理,使废物转变为理化性质均匀,以维持水泥窑运行工况连续稳定、保证产品品质可靠。 因此,其适用范围具有一定的局限性。
无氧裂解[1]是在隔绝空气的情况下,将含有机物废物加热到一定温度下进行热裂解。 该技术使废物中的有机物被转变为基础油等产品,可资源化利用。同时,整个反应过程在还原性气氛下进行,无二噁英产生,且烟气量小。无氧裂解特点与焚烧等其他技术的比较见表1。
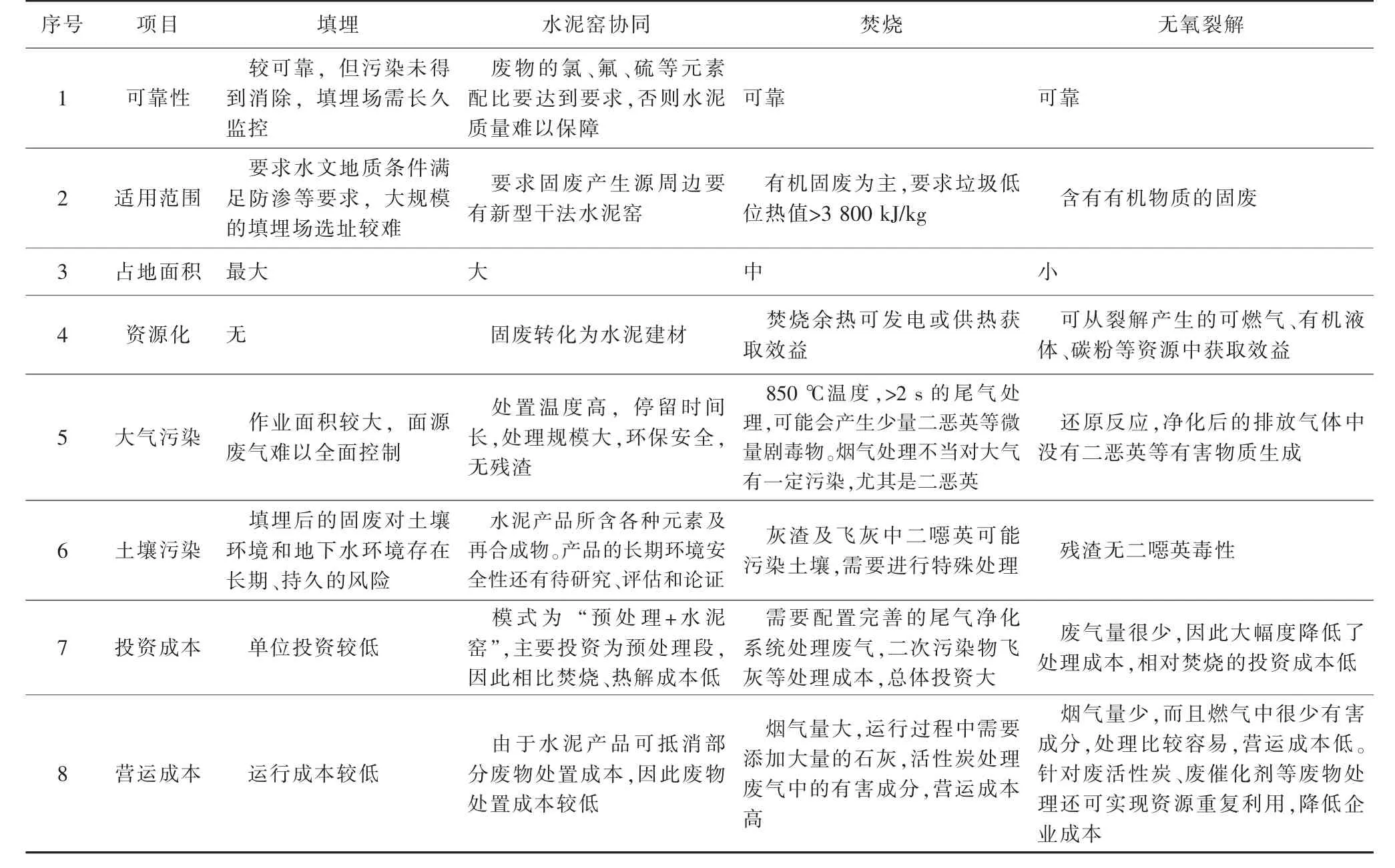
表1 无氧裂解与填埋等技术的对比
由表1 可知,无氧裂解技术处理固体废弃物具有资源化、无害化、减量化等特点,已成为研究、开发和应用的热点。本文以某项目为例,介绍及分析典型的无氧裂解处理一般工业固废的工艺流程。
2 无氧裂解工艺分析
2.1 无氧裂解工艺流程
该项目无氧裂解工艺流程以50 kt 含有废橡胶等边角料的有机固废为原料, 主要生产装置包括预处理系统、裂解系统、裂解气净化系统、烟气净化系统等。 其工艺流程,如图1 所示。
1)进料和预处理。 进料机构由进料斗、进料管、调节阀等组成。首先将物料通过专用的上料装置送至进料斗,通过设计的进料双气动插板阀后进入窑头溜槽,在溜槽部分有防堵液压推送设备,保证物料进入溜槽后顺利进入窑内高温裂解。废物由输送机送至破碎机进行预处理,破碎后的颗粒物料通过进料系统,进入到反应炉中。 整个进料装置采用密闭式结构并进行负压抽风,将进料过程中产生的废气引入热风炉进行燃烧,整个系统形成无臭、无味、无粉尘的环境。
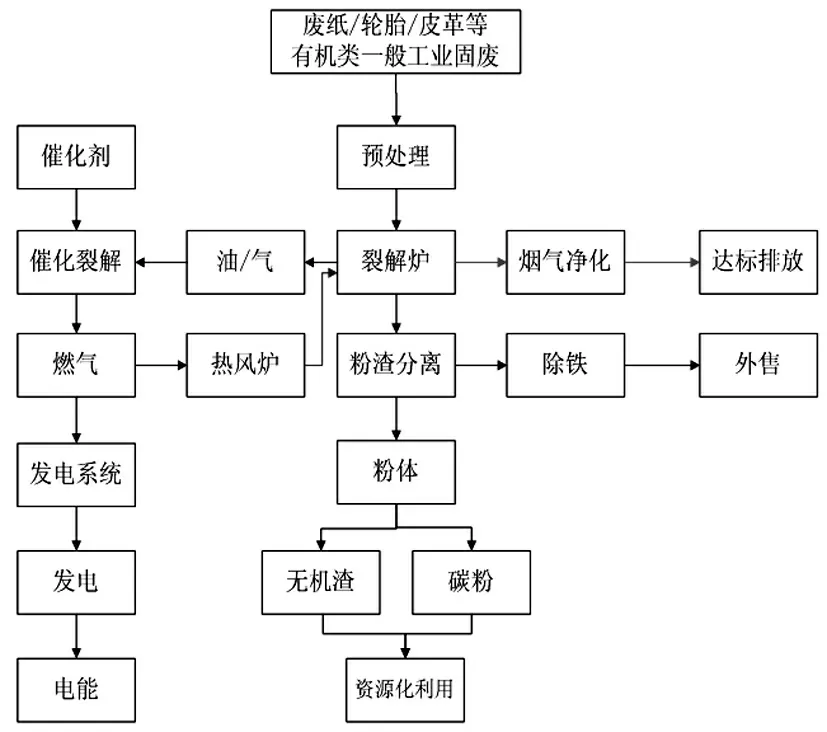
图1 有机类一般工业固废裂解流程
2)裂解系统。 裂解系统主要由炉体、燃烧系统、输送装置、出料装置等组成,整个过程燃烧系统为全自动控制。 裂解炉窑采用间接加热形式对物料进行加热,裂解温度控制在400~600 ℃,窑体呈一定倾斜的角度,转动过程中物料充分扰动、与裂解炉充分接触,经60~90 min 裂解,物料转化为裂解气和残渣,裂解气从炉顶出口引入热风炉焚烧,裂解残渣从炉底部进入水冷式排渣机。残渣成分主要为金属、无机固废和炭粉,冷却后经磁选、风选分离分别回收金属、炭粉产品,剩余无机残渣可用于建筑材料。热风炉为裂解炉提供热能,热能主要来源于裂解气燃烧产生的热量,烟气温度控制在700~800 ℃。
3)裂解气净化系统。 裂解气主要为CO、H2、CH4及其它碳氢化合物组成,经净化后供气轮机发电和作为热风炉燃料。裂解气净化采用除尘器除尘+高温催化脱除酸性气体工艺,其处理工艺如下:裂解气及气态有机液体经过旋风除尘器进行除尘,之后气体进入高温过滤器对气体中的酸性气体进行吸附,再由风机送至热风炉进行焚烧处理。 该反应为还原反应,不会产生新的金属氧化物。 该反应温度为400~600 ℃,属于低温反应,只有Hg 等少数极易挥发的重金属会挥发至裂解气中,其他金属元素较少。裂解气设置高温过滤器等设备,对进入裂解气的少量的金属及化合物进行化学进行捕捉,从而降低重金属的排放。通过以上措施,可去除裂解气中的酸性气体、粉尘及金属物质。
4)烟气净化系统。 烟气净化采用SNCR 选择性非催化还原法+布袋除尘+湿法洗涤工艺,由于裂解气中气体已经经过净化,故烟气中硫化物、氯化物、氟化物以及重金属物质含量非常低,烟气中的主要有害成分主要为氮氧化物及粉尘。 烟气净化主要设置SNCR 对烟气中的NOx 进行处理,以达到安全排放标准,排烟温度控制在150 ℃左右,设置布袋除尘器对烟气进行净化处理,达标烟气最后经引风机引至烟囱进行排放。
无氧裂解系统主要的技术指标如下表2 所示。
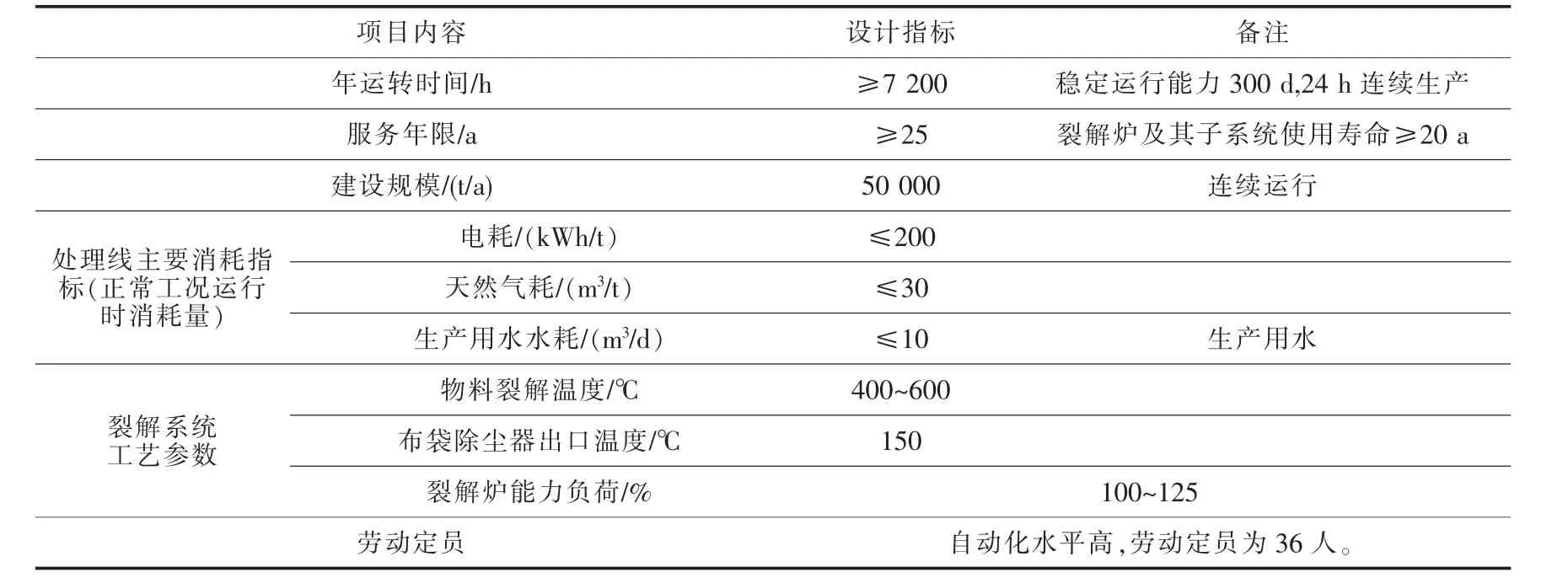
表2 裂解系统主要设计指标
2.2 工艺特点
无氧裂解技术具有以下特点:1)适应物料范围广泛,适用于含有机物的固废处理,可产生燃料气、油和炭黑等产品。目前,该技术已在废旧轮胎、塑料、废油泥等处理中得到相关应用。2)裂解为缺氧环境,几乎无二噁英产生,废气量也比焚烧少,减轻了大气二次污染,降低了烟气设备投资成本。3)飞灰产生率很低。 4)能耗低。 裂解可燃气通过燃烧可为洗桶供热、供电,无需外界供电,且有多余电输出。 5)资源化效果好,产品有可燃气、油、碳黑及渣等,每吨固废可转化出裂化油约10~30 kg (售价2 500 元/t 左右),生物炭100~150 kg(售价300 元/t 左右),可燃气100~120 m3,具有一定经济效益。
2.3 需解决问题
目前,无氧裂解技术推广应用仍存在一些亟需解决的问题:1)原料的预处理问题。为提高裂解效率需将物料处理到合适的粒度,预处理的成本较高。2)由于可燃气中含有有机组分和焦油,当温度控制不当时,容易引起管路和设备的局部结焦,出现系统堵塞停车等问题。 3) 裂解过程中产生的气体易燃、易爆,设计时须满足防爆、防火的规范要求,可预防生产安全事故发生。4)裂解炉温度场分布、升温程序对于裂解速度,产物组分及质量(出油、出气量),裂解率等重要指标影响显著。因此,在装置设计前应进行相应的实验验证以确定合理的操作参数。
3 结论
目前,一般工业固体废物产生量非常大,且来源稳定,其中有机类固废采用无氧裂解工艺,可对有机组分进行能源化综合利用,能够达到良好的节能环保效果,具有显著的经济效益、环境效益和社会效益。
