静电涂油机在铝板带加工生产中的应用
2019-03-25位艳艳
刘 楠,位艳艳
(1.龙口南山铝压延新材料有限公司, 山东龙口265706;2.山东南山铝业股份有限公司, 山东龙口265706)
随着罐体料市场的竞争日益激烈,客户对产品的质量要求也在不断提高,铝带材表面优质的润滑对后续加工成型性起到了决定性作用,致使静电涂油成为了铝制易拉罐带材防氧化及加工润滑不可缺少的工序,并已在铝板带生产中得到了广泛应用。
1 静电涂油机的工作原理
涂油机的雾化效果是通过高压静电系统提供的高压静电场对电荷的作用来实现的,涂油机上刀梁接通高压电源正极,下刀梁接通高压电源负极,上下刀梁间形成了高压静电场。 由于涂油机刀梁的刃口比较尖锐,曲率半径较小,位于刃口的同性电荷之间的排斥力延水平方向的分力较小,使得接高压电源得到的正负电荷极易汇集在刃口上[1]。 上、下刀梁异性电荷相互吸引,当到达带材表面后互相中和。预涂油从刀梁的刀口缝隙中喷出时, 通过高压静电使液体粒子充电到同一极性, 在高压电场中同极电荷受互相排斥力的作用,开始分成小的流束,然后从大粒子变成小粒子,直到形成非常均匀的油雾,被吸附在铝材表面,从而形成一层均匀的防氧化油膜。涂油机工作原理,如图1 所示。
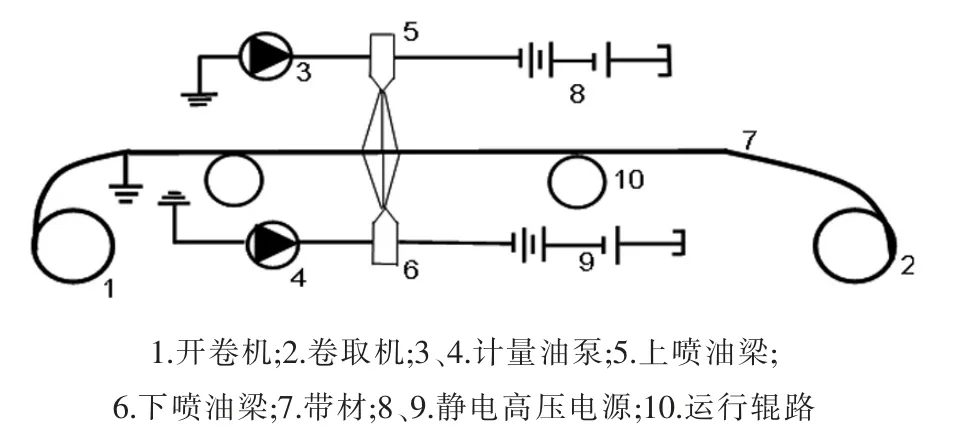
图1 涂油机工作原理
2 涂油控制
现使用的涂油机是通过自动控制运行的,上、下涂油刀梁的涂油量可单独进行设定。 当设备开始运行时,根据客户要求的涂油范围设定带材上下表面涂油量。由于下刀梁喷油受到重力影响,通常下表面设定值略高于上表面。随着设备速度的提升,供油泵的供油量也随速度的变化而变化,可确保设备在高速运行状况下,带材表面涂油量仍可达到均匀的效果。 上、下刀梁均有高压冲洗功能,通过瞬间高压使供油量达到最大,将吸附在刀梁缝隙的灰尘或细小颗粒等杂质冲出刀梁,防止杂质堵塞导致刀梁雾化效果不佳,而使带材表面出现漏涂的情况。当此操作效果不佳时,还需要人工进行清理。
3 涂油质量影响因素及措施
铝带材在生产加工过程中,稳定并符合要求的表面预涂油(包括表面涂油量及涂油均匀性)才可以满足各种冲杯成型工艺的要求, 而且有利于消除易拉罐内外壁黑纹、延长模具的寿命,提高客户的生产效率等[2]。 但涂油质量好坏受到多方面因素影响,除涂油机电压波动、刀梁高度及缝隙的影响外,还受到设备生产运行速度、带材平整度、预涂油质量、设备卫生及周围环境等影响, 下面简单从几个方面分析介绍。
3.1 设备生产运行速度
模拟铝带材正常生产运行过程中升速、恒速及降速的方法,具体步骤如下:1)取400 m 左右长度带材进行打底涂油测试;2)根据某客户涂油量要求,如单边涂油范围250±50 mg/m2,输入涂油数据后通过自动控制系统调节;3)人工进行剥离卷材,每隔10~20 m 左右取1 次涂油样板进行涂油量检测,上、下板面各取5 点(两边部、肋部及中间位置),取10 点平均值作为检测数据,试验相关记录如表1,涂油量数据分析见图2。

表1 试验数据记录

图2 带材长度位置对应带材表面涂油量
测试结果表明:1)打底阶段涂油量整体偏高,相对波动较大;2)恒速运行段涂油稳定,且接近涂油中线;3)降速阶段涂油再次出现波动,较稳定段涂油略低,但相对稳定。
3.2 带材平整度
平整度即铝带材的板形状况。 取一定长度(2 m左右)的铝带材平铺在检料台上,通过目测可观察到带材的波浪情况。波浪可以有多种形式,如波浪位置边紧中松即中间波浪,还有两边浪、单边浪及复合型波浪,波浪的大小即大波浪或小碎浪(在肋部或中间严重时呈现窝状)。 当带材为理想的板形时,通过静电涂油机时与刀梁保持平行,则预涂油通过高压静电场的作用可均匀地喷洒在带材表面,形成一层均匀的保护油膜;但实际状况下带材是存在一定波浪的,由于带材表面凹凸不平,刀梁与带材间的垂直距离不一致,导致雾化后的预涂油喷洒在带材表面时会存在一定差异,如油圈或涂油不均等。因带材的不平整,过辊时接触程度不同也会导致带材表面涂油色差。
3.3 预涂油品质
预涂油的品质对涂油质量的好坏也起到决定性的作用。 以汉高8100A 预涂油为例,不同温度下预涂油的表现状态不同。 根据季节变化,冬季0 ℃或以下,油品静止放置后呈分层絮状,常温下(20 ℃左右)静止放置后呈半透明状,加热到45 ℃左右静止放置后呈透明状且颜色均匀。为满足客户生产使用要求,保证带材表面涂油均匀性,通常将预涂油加热到44~46 ℃范围内,这样油品成分均匀,雾化效果较好。
3.4 设备卫生及周围环境
预涂油加入油箱的过程,以及刀梁喷下的油通过涂油机回油泵重新回到油箱中的过程,都会受到周围环境的影响,致使油品中混入杂质。杂质的存在会导致预涂油雾化过程中堵塞刀梁,导致带材表面涂油不足,严重时使带材呈现通长色差。这就需要需通过涂油机的过滤系统来保证油品的纯净度,但滤芯过滤精度不够或滤芯使用时间过长而堵塞,都会使过滤效果不达标准,从而出现涂油质量问题。
设备自身供热系统异常也会导致涂油质量变差。 当预涂油温度低时,油的粘度变大,高压电离效果变差,极易产生涂油不均、油圈等质量缺陷;当预涂油温度过高时,将导致预涂油变质。 因此,合理的加热温度是保证涂油效果的前提。 常规设定预涂油油箱加热温度为45 ℃左右。热油循环加热即刀梁加热,考虑到卷材生产换卷间歇时间,刀梁需要进行持续保温,所以将传热油温度设定在65 ℃,以此来保证预涂油雾化效果。
4 结束语
为降低加工成本,提高效益,罐体料客户对产品质量要求也逐渐提高。 特别是铝带材的表面润滑在罐厂加工过程中起到了决定性的作用,如断罐、黑纹等质量缺陷均与带材表面的涂油质量息息相关。 为满足客户生产使用,铝板带生产技术人员应深入了解设备的构造及工作原理,逐步分析产品涂油过程控制对涂油质量的具体影响程度,从而找到合适的改善空间来达到预涂油的稳定控制,以及满足客户的最终需求。
