带子程序的侧刃多轴加工程序设计
2019-03-23韩先征李颖
韩先征 李颖

一、引言
某些零件的曲面形状要求高或者由切削刀具侧面轮廓包络形成的复杂曲面要求精度高,按照常规的加工途径,利用球刀进行多轴加工达不到精度要求或者是零件的形状限制了刀轴放置的方向,在这种情况下可以采用刀具的侧刃进行加工的方法。
侧刃铣削是使用刀具的侧刃进行切削加工一系列的曲面。通过生成一个切面的刀具路径与五轴几何体相对应。缺省的刀轴方向与加工的几何相对应,或者沿着直纹面的直纹线方向,用户也可以通过在多个选定点指定刀轴的方向,所以要用刀侧刃加工的曲面形状必须是可展的直纹面。以往对复杂曲面的精加工程序都是采用球刃,切削刃的回转形状为球面。利用侧刃进行加工在实际中手工编程比较多,但是由于刀轨计算及刀轴方面的计算数据多、工作量大且易于出错,所以程序开发的时间比较长。CAM(计算机辅助制造)应用比较广泛,但在侧刃多轴加工程序自动编程方面有一些概念、设计过程和技巧方面存在模糊的认识。
本文通过实际中典型案例,以CREO/NC为平台,从曲面分析、加工设置、建立操作到程序参数设置等,阐述主要流程和关键步骤及参数。
随着数控技术的快速发展及CAD/CAM(计算机辅助设计/计算机辅助制造)技术的深入应用,数控程序的生成越来越多地依赖于软件地自动编制方法,手工编程逐渐被替代。在实际加工中手工编程有着一些优势,如程序的可读性强、代码程序简洁短小等。如果将自动编程方法与手工编程方法的强项相结合,特别是在自动编程中调用子程序调用相配合,则可以更加简化编程、提高效率和优化程序,有利于程序的修改和重复调用。采用主程序调用子程序的自动编程方案,输出结构化数控程序,有效地改善数控程序的可读性与安全性,给实际应用带来了安全与便利。
二、零件的加工侧面描述
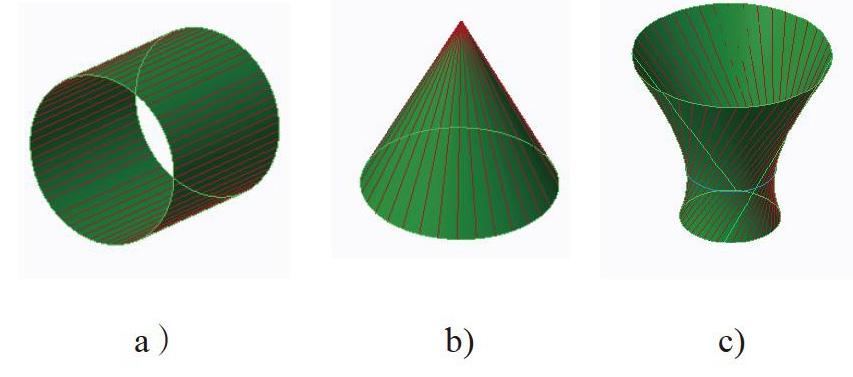
如果被加工曲面方程为r(u,v)=a(u)+l(u),其中l(u)为单位向量,则称此曲面为直纹面。这时v曲线为直线,因此直纹面是由一条条直线所织成,这些直线就称为此直纹面的(直)母线,柱面、锥面都是直纹面。过柱面和锥面上每一点有一条直直纹面模型直母线,而过单叶双曲面和双曲抛物面上每一点有两条直母线。这就是说,柱面和锥面各由一族直母线组成,而单叶双曲面和双曲抛物面各由两族直母线分别组成。此外,由一条空间曲线的全体切线组成的切线曲面也是直纹面。利用CREO 3.0绘制的常见的几种直纹面,如图1所示。
可展曲面即曲面的每一部分都可以不经压缩或者拉伸而展开成为一个平面。可展曲面的高斯曲率处处为零。三维欧氏空间中的可展曲面一定是直纹曲面,相同前提下的直纹曲面不一定是可展曲面,双曲面便是一例。如图2所示,加工零件的间隔120°的3个通槽的侧面加工面均为可展直纹面。
三、加工程序的设置
图2零件3个窄槽的加工程序需要多轴程序,至少需四轴或五轴,要看侧面的曲面形状而定。在CREO/NC模块中创建五轴加工程序,“操作设置”主要过程和基本设置包括如下:
(1)创建加工模型。
(2)装配参考模型(加工模型)。
(3)创建或装配毛坯工件(非必须)。
(4)选择机床,即确定了加工程序的轴数。
(5)设置加工坐标系。
(6)设置退刀面。在CREO/NC模块中可设平面、圆柱面和球面退刀面。
(7)创建加工刀具。
通过上述步骤的设置创建“操作”。“操作”设置完成后加工模型主要要素的屏幕显示,如图3所示。接下来的重要工作就是确定程序参数,此加工程序的基本参数,如表所列。
所有设置完成后,因为此程序为侧刃加工程序,所以在定义刀轴方向时,要选择“侧面”,选择侧面的对话界面如图4所示,生成的刀具路径如图5所示。为保证刀具起始位置和返回位置都在右端面外,创建一个“基准点”,此“基准点”的位置就是该加工程序的起始位置和返回位置。
四、子程序的创建
一个槽的侧面加工程序创建完成后,加工模型的“模型树”结构如图6所示。
一个加工子程序要能够被主程序调用,一次装夹加工多个形状相同或刀具运动轨迹相同的零件,即一个零件有重复加工部分的情况下,为了简化加工程序,增加程序文件的可读性和手工编程工作量,把重复轨迹的程序段独立编成一个程序进行反复调用,重复轨迹的数控程序设计为子程序,主程序可以对子程序多次调用。子程序的调用方法如图7所示。需要注意的是,子程序还可以调用另外的子程序。从主程序中被调用出的子程序称一重子程序,共可调用四重子程序。
在CREO环境中,创建“加工子程序”阵列的主要过程和帼关操作步骤如下:
(1)在“制造”选项卡里,选择“子程序”,如图8所示。
(2)在“图形窗口”右侧的“菜单管理器”中选择“加工子程序”,如图9所示。
(3)在自动出现的对话窗口中,定义对“子程序”的阵列设置,如图10所示。
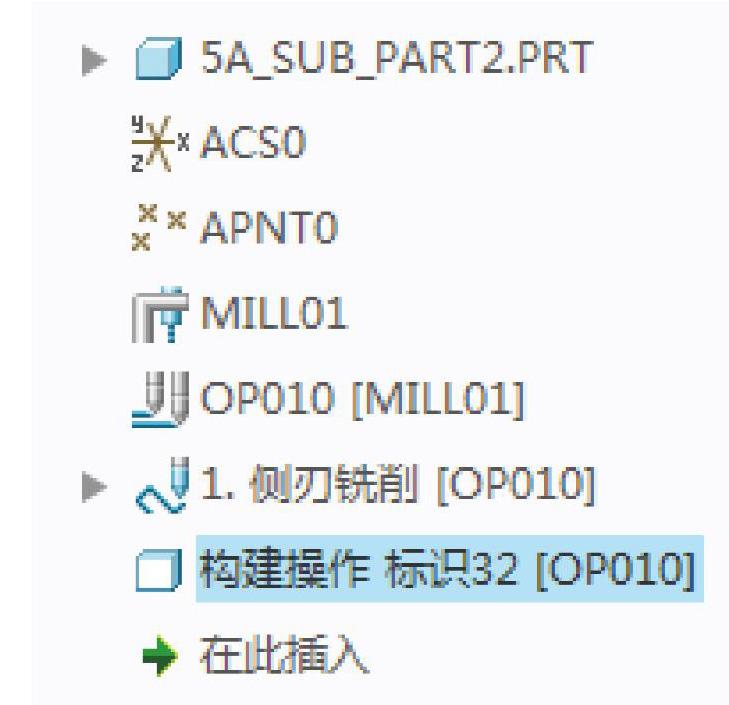
(4)“子程序”的阵列完成后,即定义了主程序对子程序的调用。在“模型树”窗口中出现一个加工“特征”,“构建操作标识##[操作名]”,如图11所示。
(5)在图形窗口中显示整个程序的路径。选择“操作”,本例为“OPO10[MILL01],在快捷菜单中选择“播放路径”如图12所示。刀轨在图形窗口的显示如图13所示。
五、结论
对于用刀侧刃加工复杂曲面的多轴程序,采用CAM软件自动编程具有速度快、精度高、直观性好、使用简便以及便于检查和修改等优点,目前已成为数控加工普遍采用的数控编程方法。为确保程序的安全性,对生成的刀轨进行必要的检查校验,检查有无过切,切入/切出路径,非切削路径,加工过程刀具是否会發生与工件及夹具的干涉等。根据所加工零件的结构特点,若有多个相同的加工形状,最好采用“子程序”阵列的方式,这种方法既提高了CAM编程效率,保证了程序的安全正确性,同时对生成的程序便于编辑和修改,加工程序的指令长度大大缩短。
