轧钢加热炉蓄热式燃烧技术专利分析
2019-03-22康斌
康 斌
(四川省冶金情报标准研究所,四川 成都 610041)
蓄热式燃烧技术是一种烟气余热回收技术,其核心是高温空气燃烧技术,是1980年代后期发展起来的一种全新的燃烧技术,在1990年代得到快速发展并推广,其集节能、环保等多重优点于一体,为各国进一步提高燃料利用率、降低环境污染带来了新的机遇,被国际燃烧界公认为燃烧领域的革命。其基本原理是采用高效的蓄热式换热装置最大限度地回收高温烟气中的显热,用于预热助燃空气,获得高达1000 ℃以上的高温助燃空气,使燃料在高温、低氧浓度气氛中燃烧。
传统的蓄热式燃烧技术蓄热体表面积小,传热和蓄热效率低,体积庞大,换向时间也较长,在轧钢加热炉上无法应用。伴随着科技和材料的进步,出现了耐热温度高、抗热振强度高、表面积大的蓄热体,传热速度大大提高。在该情况下,可采用较短的换向周期,蓄热室得以小型化,使得从1990年代开始蓄热式燃烧技术应用在轧钢加热炉,成效显著,国内各主要轧钢厂都建造采用蓄热式燃烧技术的加热炉。国内轧钢厂采用蓄热式燃烧技术,技术应用最成功,数量也是最多,提振了中国钢铁行业的快速发展。
采用蓄热式燃烧技术的轧钢加热炉,可将加热炉排放的高温烟气降至 150 ℃以下,热回收率达 85%以上,节能 30%以上;可将空气和煤气预热到 700~1000 ℃以上;减少氧化烧损,使氧化烧损小于 0.7%;通过组织贫氧燃烧,极大降低烟气中 NOx 的排放(NOx 排放减少 40%以上),同时,由于其显著的节能效果,也减少了温室气体的排放(CO2减少 10%-70%);采用蓄热方式实现加热炉废气余热的极限回收,同时将助燃空气、煤气预热至高温,从而使加热炉热效率大幅提高,生产效率可提高 10%~15%;另外,低热值燃料借助高温预热的空气可获更高的燃烧温度,从而拓展了低热值燃料的应用范围。
1 轧钢加热炉蓄热式燃烧技术专利申请时间分布
1990年代初期轧钢加热炉蓄热式燃烧技术开始发展,日本钢管、中外炉工业株式会社和新日铁在该项技术方面取得重大突破。日本将蓄热式燃烧系统的节能与环保相抵触的难题提到科技攻关的地位。1992年成功研发出实现“余热极限回收和低NOX燃烧”的蓄热式燃烧系统,继而成功应用在日本国内各热轧厂连续式大型加热炉上,并称之为“环境协调型蓄热式烧嘴加热炉”。轧钢加热炉蓄热式燃烧技术专利申请数量成倍增加。其中,日本工业炉株式会社采用蜂窝状蓄热体开发了蓄热式高性能工业炉,并推广应用在新日铁、日本钢管、川崎、住友等50家钢铁公司。
从图1可以看出,我国轧钢加热炉蓄热式燃烧技术始于1990年代末。1997年,大连北岛能源技术有限公司最早开发应用了全烧高炉煤气的蓄热式加热炉。2000年,北京神雾热能技术有限公司成功开发应用了蜂窝蓄热式加热炉。首钢在2002年和2003年成功实现应用蜂窝和小球蓄热式技术的加热炉改造。众多钢厂推广应用了新一代蓄热式加热炉,生产能力由小向大,加热品种由单一向多样、结构紧凑、高效长寿等方向发展。到21世纪10年代我国轧钢加热炉蓄热式燃烧技术取得重大突破,并成为该项技术主要应用国家。
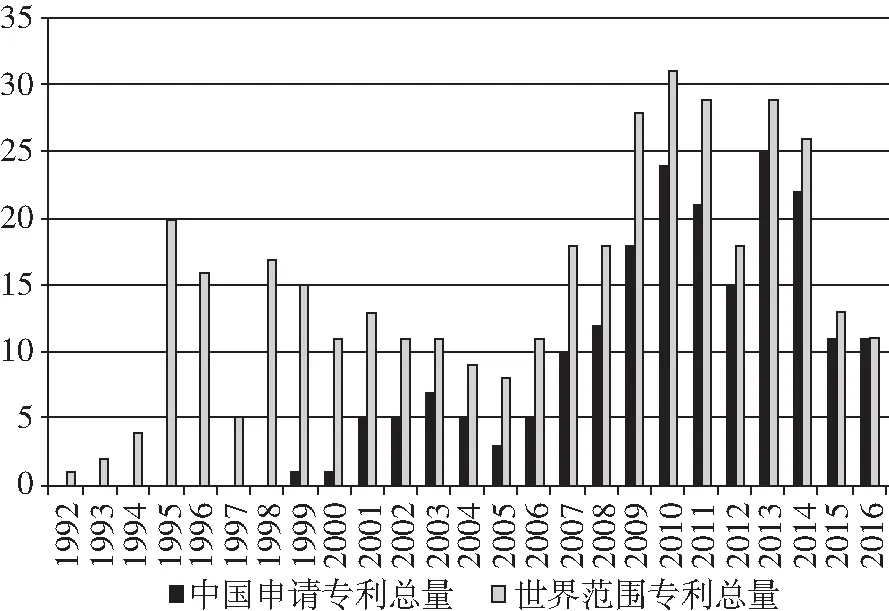
图1 轧钢加热炉蓄热式燃烧技术1992—2016年在国内外的专利申请情况
2 轧钢加热炉蓄热式燃烧技术专利地区分布
表1为轧钢加热炉蓄热式燃烧技术专利优先权国家地区排名。专利优先权国在一定程度上代表了技术研发国。专利优先权国申请专利的多少一定程度上反映了该国家和地区的技术创新能力和活跃程度。
从表1看出,轧钢加热炉蓄热式燃烧技术的专利优先权国家排名第一的是中国,说明中国是轧钢加热炉蓄热式燃烧技术首要的专利研发国家,这是和中国国情紧密相关的。蓄热式燃烧技术在中国轧钢企业得到广泛应用有两个原因:第一,中国钢铁企业的能源策略和国外有所不同,在大型钢铁企业,低热值煤气一般没有用于发电,传统上都与高热值煤气混合后用作轧钢的燃料,由于混合煤气热值的限制,低热值煤气可能有富余,对蓄热式燃烧有内在的需求;第二,许多非大型联合企业,根本没有高热值煤气,企业有的低热值煤气采用传统燃烧技术不能用于轧钢,只能放散,而外购能源的费用非常昂贵,企业的成本压力太大,因而这类企业多转向使用蓄热式燃烧技术。
排名第二的是日本。由于能源和环境问题日益突出,日本政府在1990年提出 “防止地球温暖化行动计划”的三大开发项目,其中之一就是“高性能工业炉的开发”,目标是通过使用1000 ℃以上的预热空气,使CO2排放降低30%,装置尺寸降低20%,使NOX排放满足环境控制的要求。日本在轧钢加热炉蓄热式燃烧技术专利优先权国家地区分布排名虽然位列第二,但是拥有很多核心发明,专利质量非常高。多项技术在美国、英国、澳大利亚、加拿大、墨西哥等国家应用成功。


表1 轧钢加热炉蓄热式燃烧技术专利优先权国家地区分布排名
3 轧钢加热炉蓄热式燃烧技术专利申请人分布
表2为轧钢加热炉蓄热式燃烧技术专利申请人排名,可以看出专利申请人分布情况。
其中,轧钢加热炉蓄热式燃烧技术专利申请最多的钢铁企业是日本钢管(JFE)。日本钢管公司开发并投入使用的节能效果显著的蓄热式烧嘴。该烧嘴采用紧凑型陶瓷蜂窝状蓄热体,与传统金属式蓄热体相比,预热空气的温度可从最高700 ℃提高到1300 ℃,其节能效果明显。该最新蓄热式烧嘴已实用于热轧连续加热炉和厚板分批加热炉,与传统烧嘴相比,节省燃料分别为25%和40%。该技术曾获1998年日本全国优秀节能技术进步奖。
中外炉工业株式会社是日本最大的专业工业炉公司,作为“热处理技术的龙头企业”,中外炉工业在各个时代都制造出了各种划时代性的工业炉及设备装置。中外炉工业株式会社超过对100种燃烧器的最先进的燃烧控制系统进行组合,以支持和满足产业各界的主要设备控制需求。
新日铁1997年开发了一种控制加热炉燃烧的方法,可以提高蓄热量和传热效率。
在日本,工业炉加热技术的开发和推广由日本政府同产省主持,由日本工业炉株式会社提供技术和装置,并在1998年日本钢管福善制铁厂发表了该厂230 t/h热轧步进式板坯加热炉使用蓄热式加热技术的节能降污效果,1999年3月日本钢管和日本工业炉株式会社因环境调和型蓄热式烧嘴加热系统的开发和应用获得最高科技奖-大河内奖。
大同钢公司1916年工厂生产采用1.5THeroult型电弧炉,是日本最早的一种炼钢炉。它在日本拥有17个设备完善的工厂和一个技术研究开发中心。在熔炼工艺上,大同特殊钢与新日本制铁和法国Usin-Spacil一起共同开发了DC电弧炉(DCarcfurnace),大同特殊钢已建立了洁净钢制造系统ELVAC,它包括电弧炉熔炼、钢包精炼、真空脱气和连续铸造,其核心是钢包精炼LF(Ladle Furnace Refining),采用大同自行开发第二代精炼过程。使工具钢产品实现尺寸连续可调轧制。近年来,采用蓄热烧嘴的加热炉不断增加,大同特殊钢公司机械事业部在川崎厂轧钢系统建了四座带蓄热式烧嘴的加热炉。
河北钢铁股份有限公司唐山分公司2013年热轧部职工丁国伟主研的“辊底式加热炉蓄热式燃烧技术的创新与开发”成果以其先进的技术性、显著的节能效果。丁国伟及创新团队成员结合传统的蓄热式燃烧设备废气排放温度高、能源利用率低等缺陷,自主创新开发了辊底炉的蓄热式燃烧技术,从改变换热方式、采用新型蓄热式烧嘴、改进炉体结构、增加燃烧自动控制等多方面入手,实现了辊底炉高效蓄热燃烧,加热炉运行更加经济稳定。在唐钢热轧部1810线辊底炉实施后,节能效果显著,吨钢能耗降幅达33%。
川崎制铁申请了一项专利,涉及一种传热变换设备,在加热炉等炉内装入这种热辐射率高、 热容积小的传热变换装置后提高了炉内的热效率,该装置在该所的加热炉、均热炉等36台加热设备采用后,均取得了节能7%的效果。这些装置所需的费用总额为1400万日元,但一年可节能两亿三千万日元。
吴道洪1994年毕业于北京航空航天大学航空发动机专业并获博士学位,1995年进入中国石油大学重质油加工国家重点实验室从事博士后研究一年,毕业时创建了北京神雾集团,北京神雾公司是目前中国运营最成熟的燃烧节能公司,已自主研发出具有国际领先水平的蓄热冷凝式锅炉、余热锅炉、水煤浆锅炉、油田注气炉、WNS燃油(气)锅炉等五大系列,近一百多种规格,可满足客户的不同需求。
北京首钢设计院于1987年参照武钢热轧板步进式加热炉图纸和首钢第三线材厂步进式加热炉图纸设计了中厚板2号加热炉,加热炉存在区域狭窄、设备落后和单耗高等问题,首钢总公司从2002年开始进行型材厂和中厚板厂加热炉蓄热式燃烧技术改造。应用蜂窝体分散控制蓄热式燃烧技术改造基本内容,利用Fluent软件、热工测试等手段重点研究了加热炉前后流场、烧嘴结构、蓄热体和钢坯加热等内容,研究结果表明改造后加热炉成功应用优选设计烧嘴,具有较为均匀的温度场、加热钢坯温度均匀等优点。并对改造后加热炉进行应用效果分析,结果表明,蓄热式加热炉可实现节能20%,降低烟气有害物排放和提高钢坯加热质量。
武钢热轧总厂1580 mm生产线2007年建成3座额定生产能力为270 t/h的步进梁加热炉,燃烧设备采用Bloom公司的空气单蓄热式烧嘴技术,加热炉均为重庆赛迪工业炉有限公司设计建造,炉膛有效尺寸相同。经过使用,钢坯加热质量良好,各项能耗指标先进,生产稳定可靠,取得了节能降耗的效果,同时也大幅度减少了污染物的排放,经济效益和环保效益显著。
4 轧钢加热炉蓄热式燃烧技术专利发明人分布
表3为轧钢加热炉蓄热式燃烧技术专利主要发明人统计。可以看出,轧钢加热炉蓄热式燃烧技术专利主要发明人为SUZUKAWA YUTAKA、MORI ISAO、丁国伟、张兆利、ISHIOKA MUNEHIRO、AKIYAMA SHUNICHI、吴道洪、王春峰以及马中杰。其中排前两名的SUZUKAWA YUTAKA和MORI ISAO都供职于日本钢管,申请专利高峰期位于1997-1998年。有2件申请专利SUZUKAWA YUTAKA是唯一发明人,有10件申请专利是SUZUKAWA YUTAKA和MORI ISAO的合作专利。
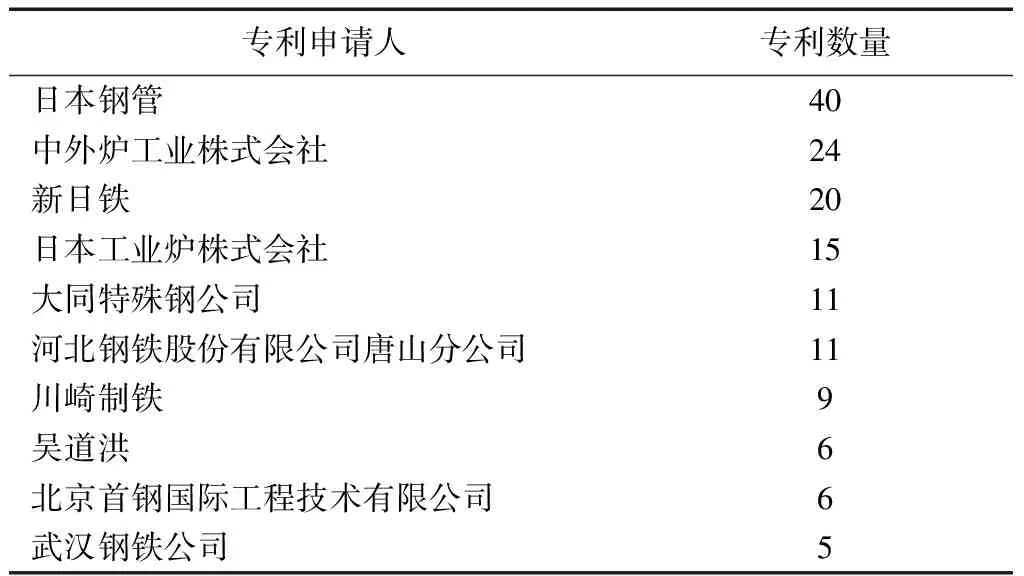
表2 轧钢加热炉蓄热式燃烧技术专利申请人排名
丁国伟、张兆利、王春峰以及马中杰都供职于河北钢铁股份有限公司唐山分公司,该公司关于轧钢加热炉蓄热式燃烧技术申请的11件专利丁国伟和张兆利都有参与发明,专利申请的高峰期是2014-2015年,其中有6件专利丁国伟是第一发明人。

表3 轧钢加热炉蓄热式燃烧技术专利主要发明人统计
5 轧钢加热炉蓄热式燃烧技术专利核心专利
表 4为轧钢加热炉蓄热式燃烧技术专利引证排名,专利被引频次越高说明其专利越受重视。
其中专利CN200941000Y被引频次为19,是北京恒拓能源与环境工程技术有限公司于2006年开发的一种蓄热燃烧式台车加热炉,包括炉体、供风总管、排烟总管及煤气总管,在炉体上设有内外相通的煤气通道和空气通道并分别与炉体外的供风总管、排烟总管及煤气总管连接,在所述的煤气通道和空气通道的内端设有空气和煤气共用导流槽,其特征在于:还包括与所述的炉体上的煤气通道连接的蓄热烧嘴,该蓄热烧嘴的一个接口与所述的空气通道的外端连接,该蓄热烧嘴的另一个接口通过三通换向阀与所述的供风总管和排烟总管连接;所述的煤气通道外端与煤气总管之间串联一快切阀。采用所述加热炉生产高效能、工件高品质、能源低消耗、操作安全智能化。
专利CN102242249A被引频次为17,是首钢总公司于2011年开发的一种改善钢坯加热质量的加热设备及使用方法。包括加热炉、蓄热系统鼓风机、平焰系统鼓风机、助燃空气管道、煤气管道、蓄热系统引风机、空气换热器、煤气热管换热器、排烟管道和烟囱;加热炉预热段安装2~4个点火烧嘴,加热段和均热段均安装12~30对蓄热式烧嘴和4~12个平焰烧嘴,包括蓄热式烧嘴与平焰烧嘴的助燃空气、煤气流量合理分配,分段设置炉温和加热时间,高温烟气和炉尾烟气分级预热助燃空气、煤气温度,冷热钢坯交叉入炉,间歇移动钢坯,汽化冷却钢坯,该系统改善炉内流场,通过煤气与空气管道系统的合理布置实现烧嘴空气煤气流量的优化配置,梯级利用加热炉高温烟气余热,达到减少待炉时间提高钢坯加热的均匀性,实现钢坯的高效加热。
专利CN201589540U被引频次为13,是首钢总公司于2009开发的一种蓄热式加热炉炉压控制调节装置。该装置包括蓄热式加热炉、检测元件、流量调节阀及工控机,蓄热式加热炉包括加热炉炉体、蓄热式烧嘴、四通换向阀、三通阀、鼓风机、引风机、主烟囱和辅助烟囱。分别在空气总管、煤气总管、主烟道和辅助烟道安装检测元件和流量调节阀;蓄热式加热炉采用阻流板分段,加热炉炉尾安装微压检测元件;检测元件、流量调节阀、四通换向阀和三通阀通过数据传送线与工控机相连。该系统通过炉内压力、空气、煤气及烟气流量、压力等参数的在线测量,协同调节主烟道流量调节阀和辅助烟道流量调节阀开度,实现炉内烟气流量和压力平衡,从而实现炉内压力的控制和调节。
专利CN201538799U被引频次为13,是北京京杰锐思技术开发有限公司于2009年开发的一种蓄热式无氧化加热炉,包括:炉体;第一蓄热烧嘴,设置在炉体外的一侧,配置有第一空气蓄热室和第一燃气蓄热室,其中第一空气蓄热室通过第一空气/烟气管道与空气换向阀的第一端口连接,空气换向阀的第二端口通过空气管道依次与空气流量计、空气流量电动调节阀和空气助烟风机连接,空气换向阀的第三端口通过空气排烟管道依次与空气排烟电动调节阀和空气排烟风机连接,且在空气排烟管道上设置有空气排烟温度传感器;第一燃气蓄热室通过第一燃气/烟气管道与燃气换向阀的第一端口连接,所述燃气换向阀的第二端通过燃气管道依次与燃气流量计、燃气流量电动调节阀和燃气气源连接,能够有效提高热能利用率。
专利EP715123A2被引频次为11,是由日本丰田汽车公司和日本工业炉株式会社于1995年合作开发的一种用于蓄热式燃烧的工业炉和燃烧器以及其燃烧方法。该系统包括蓄热室、换向阀和燃烧口砖,燃烧口砖有一个沿空气供应和气体排出表面延伸的突出部。该系统提高了燃烧过程中空气供应的速度,降低了CO和NOX的排放。
专利JP8247671A被引频次为11,是由日本工业炉株式会社和日本钢管于1995年开发的一种蓄热式燃烧系统的蓄热器。该蓄热器具有分别设置在由陶瓷制成的至少两个蜂窝结构体上的若干管。蜂窝结构体层叠到燃烧空气的通道方向。防燃侧蜂窝结构体管道的截面面积比燃烧侧结构体管道的截面面积窄。该蓄热器的优势是防止爆裂,保持热交换效率。减少蓄热器的交流频率,从而降低维护和安装的频率。
专利JP2005272995A被引频次为11,是由新日铁于2004年开发的一种蓄热式燃烧器加热炉的控制方法。在具有蓄热单元的燃烧器停止之后,连接燃烧空气管和废气管的换向阀打开,使燃烧空气从用于燃烧空气的管流到废气用管,使废气强制地流向下游侧,防止废气管道被腐蚀。
专利JP11323431A被引频次为11,是由日本钢管于1998年开发的一种控制加热炉温度的方法和装置。在用于加热材料的加热炉的炉长方向上布置有两对或者更多对交替燃烧的蓄热式燃烧器,通过调节连续燃烧装置的燃烧量来控制加热炉的炉宽方向的炉温或钢板温度。
专利CN1600868A被引频次为10,是北京科技大学于2004年开发的一种高风温高炉热风炉煤气、助燃空气预热方法,特征是:使用1台无机传热换热器,用280~320 ℃热风炉烟气将热风炉和小型高效蓄热式燃烧装置燃用高炉煤气预热到170~190 ℃;用1对计算机自动控制的小型高效蓄热式燃烧装置燃烧170~190 ℃的高炉煤气,将热风炉助燃空气预热到1050~1100 ℃。从而,确保热风炉热风温度达到1300~1350 ℃。其优点在于:预热系统设备少,高温空气预热设备长寿、高效、小型、计算机自动控制,节省高热值的宝贵的焦炉煤气,只烧低热值的富余的高炉煤气,使热风炉的风温达到1300~1350 ℃的国际先进水平,可降低吨铁焦比60~70 kg,增加喷煤量100~120 kg,增加铁产量9%~10.5%,1年左右收回投资。
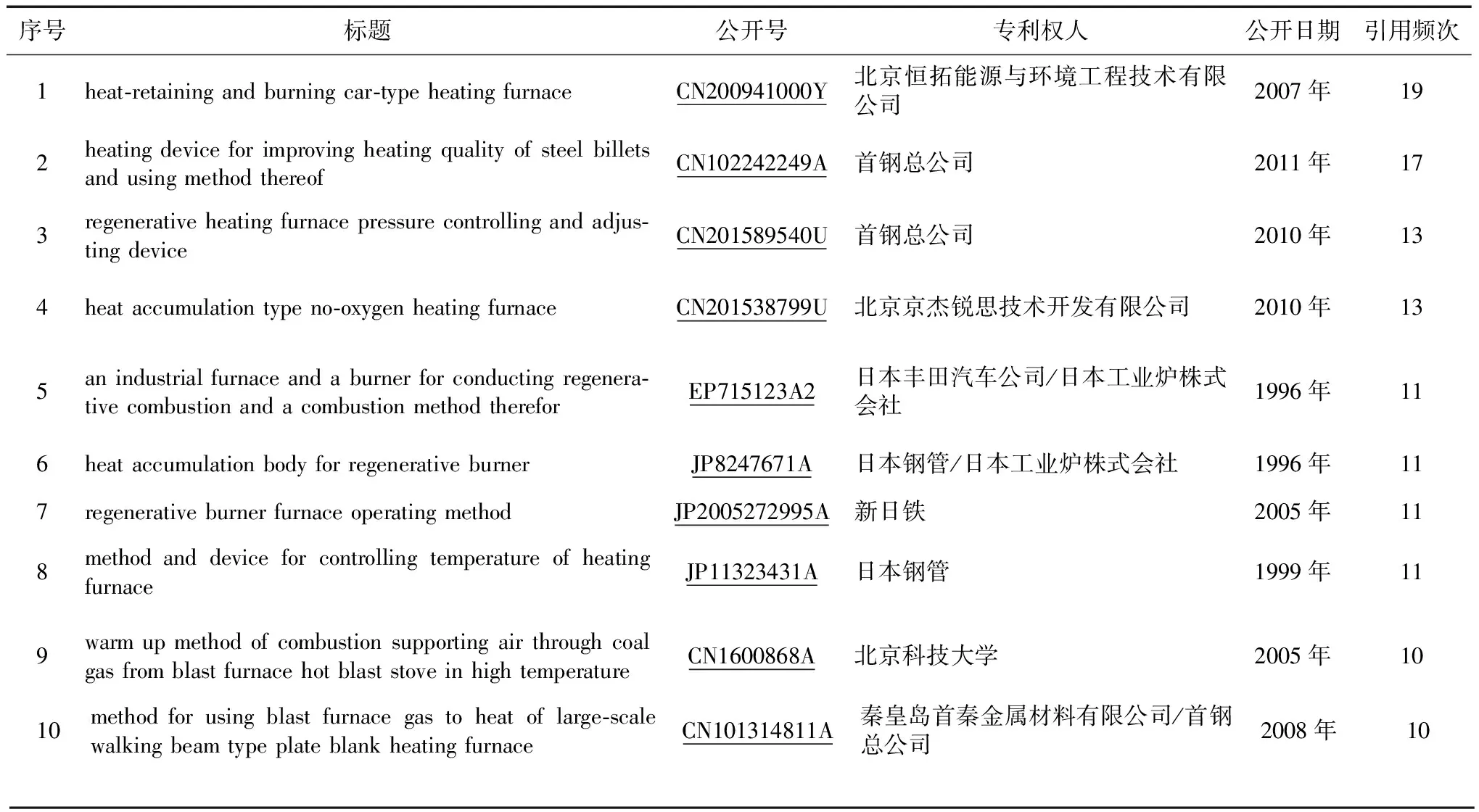
表4 轧钢加热炉蓄热式燃烧技术专利引证排名
专利CN101314811A被引频次为10,是秦皇岛首秦金属材料有限公司和首钢总公司于2008年合作开发的一种大型步进梁式板坯加热炉使用高炉煤气加热的方法。板坯通过步进梁由入炉向出炉端步进,在步进过程中通过预热段、第一加热段、第二加热段、第三加热段和均热段,根据各钢种加热工艺要求对每个加热段的加热温度进行控温,按炉膛实际温度控制投入相应加热段的蓄热式烧嘴数量,选择各段位置蓄热式烧嘴投入后,高炉煤气与空气分别通过蓄热烧嘴的蓄热室被蓄热至800~1000 ℃后进入加热炉内充分燃烧,从而实现板坯的加热,烟气经由蓄热式烧嘴的蓄热室时烟气热量被充分吸收,通过加热炉两侧布置的蓄热式烧嘴交替燃烧、排烟完成整个加热过程。优点在于,利用蓄热式加热技术大大减少NOx化物污染气体的排放,节能、环保效果显著。
表 5为轧钢加热炉蓄热式燃烧技术专利同族数量排名。专利同族数量越多,说明该专利申请的国家或地区越广,专利保护范围更大。
专利WO2002057501A1是川崎制铁株式会社开发的具有蓄热式烧嘴的加热炉及其操作方法,其专利同族数量为27。对于防止空气侵入加热炉内的炉压控制方法、蓄热式烧嘴低燃烧负荷时的稳定操作方法、加热炉内气氛气体的浓度测定方法提出方案。将用附设有蓄热体的烧嘴所回收的热量用来加热燃烧时烧嘴的燃烧用空气时,根据整个加热炉的燃烧负荷调节从上述烧嘴吸入蓄热体内的废气吸引率,这样来控制炉压。根据加热炉的废气烟道的换热器入口侧的废气温度和加热炉的燃烧负荷,调节稀释空气的流量,这样来控制炉压。打开加热炉的抽出炉门时,通过使配置在炉子抽出端下部区域的加热用烧嘴的火焰在抽出口宽度方向上沿着该开口宽度延长,用烧嘴火焰隔断从抽出口侵入空气的侵入路,这样来抑制炉内氧浓度的上升。在蓄热式烧嘴的燃烧负荷较小的情况下,将热风供给吸引装置,该吸引装置用于从上述非燃烧时的烧嘴、通过蓄热体吸引炉内的废气。将所回收的热量用于加热燃烧时烧嘴的燃烧用空气,进行加热炉的操作时,将从上述烧嘴所吸引的一部分废气导入分析器,对废气中的成分浓度进行测定。
专利US20090148799A1是AGA公司开发的一种用于燃烧器的方法和燃烧器装置,其专利同族数量为13。涉及一种用于在工业炉的加热过程中增加效率的方法和燃烧器装置。包括燃料通道、第一氧化剂通道、烟道气出口、控制装置和热缓冲器,其中第一氧化剂和烟道气被交替地引导通过热缓冲器。本发明的特征在于设置分离的喷枪装置来用于向燃烧器装置供应第二氧化剂。
专利KR2010067608A是中外炉工业株式会社开发的蓄热燃烧式热处理炉的燃烧控制方法,其专利同族数量为12。在设置多对蓄热式燃烧器的蓄热燃烧式热处理炉中,在控制成对的蓄热式燃烧器的燃烧与停止时,在停止时间较长的蓄热式燃烧器中恢复燃烧时,可以抑制该蓄热式燃烧器的火焰温度下降,可以对被处理材料进行适当的热处理。在设置有多对蓄热式燃烧器的热处理炉中,所述蓄热式燃烧器具有包括燃料喷射嘴的燃烧器部、和容纳有蓄热材料的蓄热室,即使在使成对的蓄热式燃烧器的燃烧停止时,也在至少一个蓄热式燃烧器中,将燃烧废气引导至蓄热室,使燃烧废气的热量蓄积在蓄热材料。
专利EP2208929A2中外炉工业株式会社开发的蓄热式燃烧加热炉的燃烧控制方法,其专利同族数量为12。在设有至少一对蓄热式烧嘴的蓄热燃烧式加热炉中,在一对蓄热式烧嘴停止时,防止蓄热式烧嘴的蓄热室和排出燃烧废气的废气排出管等的腐蚀。设有至少一对蓄热式烧嘴的加热炉中,蓄热式烧嘴包括具有燃料喷射嘴的烧嘴部和收容有蓄热材料的蓄热室,在停止一对蓄热室烧嘴的燃烧及蓄热时,对停止时进行将燃烧废气引导至蓄热室、使燃烧废气的热量蓄积在蓄热材料中并排出的操作的蓄热式烧嘴暂时供给燃烧用空气。
专利JP2011089723A是IHI株式会社开发的蓄热式燃烧器的燃烧设备以及燃烧方法,其专利同族数量为11。本发明的蓄热式燃烧器的燃烧设备具有炉体以及设置在炉体内的具备蓄热体的一对燃烧器,使前述一对燃烧器在炉内交替燃烧,并从非燃烧状态的燃烧器将炉内的燃烧废气抽吸出来,使热量积蓄在该燃烧器的蓄热体中,向燃烧状态的燃烧器供给既定量的燃烧用气体,对该燃烧器的蓄热体进行冷却,同时通过该蓄热体的散热对燃烧用气体进行预热,具有气体供给装置,将不会对燃烧产生外部扰乱的非燃烧用气体与既定量的燃烧用气体一起向燃烧状态的前述燃烧器供给,从而对该燃烧器的蓄热体进行冷却。
专利CN102099624A是法孚斯坦因公司开发的一种用于操控蓄热燃烧器的装置,其专利同族数量为10。所述蓄热燃烧器用作加热设备,特别是用于再加热钢铁产品的再加热炉或用于钢带的连续处理的生产线的辐射管,根据该装置,借助通过旋转动作器而转动的转动注入器供给至少一种参与燃烧的流体(燃料和助燃剂),以便交替地供给燃烧器的一个,然后供给燃烧器的另一个,所述转动注入器布置在用于助燃剂——特别是空气——的输入管道上,并且所述转动注入器设置用于部分堵塞通向燃烧器的供给管路,使得来自停止的燃烧器的蓄热器的一部分烟气引向运行的燃烧器,而另一部分烟气排向排气烟道。
专利EP2199673A2是中外炉工业株式会社开发的蓄热燃烧式热处理炉的燃烧控制方法,其专利同族数量为10。在设有多对蓄热式烧嘴并且设有将热处理炉内的一部分燃烧排放气体向热处理炉外排出的排出部的蓄热燃烧式热处理炉中,根据热处理炉内的燃烧负荷适当地控制各对蓄热式烧嘴的燃烧及停止,并且抑制热处理炉中的热利用率下降。在设有多对蓄热式烧嘴并且设有将热处理炉内的一部分燃烧排放气体向热处理炉外排出的排出部的蓄热燃烧式热处理炉中,在根据热处理炉内的燃烧负荷来切换并控制多对蓄热式烧嘴的燃烧及停止时,从离排出部较近的位置上的成对的蓄热式烧嘴开始,依次增加使其停止的时间。

表5 轧钢加热炉蓄热式燃烧技术专利同族数量排名
专利CN102269518A是中外炉工业株式会社开发的蓄热燃烧式热处理炉的燃烧控制方法,其专利同族数量为8。在交替切换一对蓄热式燃烧器中的燃烧动作和蓄热动作时,使各蓄热式燃烧器中的从燃料气体供给管和空气供给管供给而来的燃料气体和燃烧用空气的量固定,从而能稳定地进行适当的燃烧。在切换一对蓄热式燃烧器中的燃烧动作和蓄热动作时,在处于燃烧动作中的蓄热式燃烧器中,使经由燃料气体供给管和空气供给管供给而来的燃料气体和燃烧用空气的供给量从正常燃烧状态开始减少,并在处于蓄热动作中的蓄热式燃烧器中,使经由燃料气体供给管和空气供给管供给而来的燃料气体和燃烧用空气的供给量从停止状态增加,并在一对蓄热式燃烧器中,使经由燃料气体供给管和空气供给管供给而来的燃料气体和燃烧用空气的供给量固定。
专利CN104456617A是湖南巴陵炉窑节能股份有限公司开发的一种蓄热式燃烧装置的控制方法,其专利同族数量为8。提供了一种蓄热式燃烧装置的控制方法,其包括启动步骤、燃烧步骤、切换步骤和循环步骤。与现有技术相比,具有如下突出技术效果:排烟顺畅、炉压稳定;温差小,加热质量好;节能效果显著;污染物排放少。因此,本发明的方法属于环境协调型蓄热式燃烧技术
