一种新型封头侧孔接管法兰马鞍焊辅助工装①
2019-03-19,,,,,,
,,,,, ,
(新疆兰石重装能源工程有限公司,新疆 哈密 839000)
在炼油化工行业,封头上接管法兰的焊接主要采用焊条电弧焊和马鞍焊[1],其焊接质量及焊接效率十分重要。粗芳烃加氢装置或者多晶硅装置中的封头厚度较厚,若采用焊条电弧焊,焊接质量及焊接效率难以保证。马鞍焊主要用于压力容器制造,是在壳体、封头、圆锥体上进行接管的自动埋弧焊接[2]。在目前封头侧孔马鞍焊焊接过程中,封头一般倾斜放置,马鞍焊导电嘴随着侧孔的偏斜角转动焊接[3],即使按照焊接工艺评定的参数进行马鞍焊,焊接过程中仍会产生不同程度的焊接缺陷,如气孔、夹渣、焊瘤、冷裂纹、再热裂纹及多变化裂纹等[4]。
为了提高封头侧孔接管法兰和锻管等的装配精度和焊接质量,笔者设计了一种新型封头侧孔接管法兰马鞍焊辅助工装,利用此辅助工装可确保马鞍焊导电嘴始终与焊接位置垂直,从而保证焊接的高质量、高精度、高效率和高可靠性[5]。文中以某粗芳烃加氢装置中沸腾床反应器下封头侧孔接管法兰焊接为例[6],介绍了新型马鞍焊辅助工装的应用。
1 封头侧孔接管法兰焊接方法
1.1 焊条电弧焊
焊条电弧焊是压力容器制造中应用最广泛的焊接方法。焊条电弧焊焊接过程中的相关设备及辅助工具有焊机、焊钳、焊接电缆、面罩、敲渣锤和焊条保温桶[7]。根据封头的实际尺寸选用不同规格的焊条,选择对应的焊接工艺参数进行焊接。焊条电弧焊常见的焊接缺陷有咬边、焊瘤、电弧擦伤、未熔合、夹渣、未焊透、气孔和裂纹等[8]。
1.2 马鞍焊
马鞍焊时,机械主体完成圆柱坐标运动,调整旋转主轴与焊接接管中心轴接近同轴,完成圆柱坐标的旋转运动,1个伸缩臂完成焊接旋转半径调节,伸缩臂端部安装1个升降杆完成升降运动(即沿接管母线方向运动)[9],由此完成空间相贯曲线的运动。马鞍焊焊接过程中的相关设备以及辅助工具有马鞍埋弧焊机、焊接夹具、工件变位设备、焊缝成型设备和焊机回收输送设备等[10]。根据封头实际尺寸选择不同规格焊丝,选择对应的焊接工艺参数进行焊接。马鞍焊常见焊接缺陷有气孔、夹渣和裂纹等[11]。
与焊条电弧焊比较,马鞍焊具有以下优点:①生产效率高。②焊接时有熔渣保护,熔化金属不与空气接触,因此焊缝金属中含氮量降低,而且熔池金属凝固较慢,液体金属和熔化焊剂间的冶金反应充分,减少了焊缝中产生气孔、裂纹的可能性[12]。③马鞍焊焊接工艺参数通过自动调节保持稳定,对焊工操作技术要求不高,焊缝成型美观、成分稳定、力学性能好且焊缝质量高[13]。④马鞍焊弧光不外露,没有弧光辐射,焊工工作强度低、劳动条件好[14-15]。
2 沸腾床反应器下封头开孔情况
为了满足生产需求,封头上开孔情况愈加频繁。某粗芳烃加氢装置中沸腾床反应器的下封头开有进料口N2、循环泵入口N3、循环泵出口N4、催化剂添加卸料口N5和人孔M2共5个孔,其中不在垂直方向的侧孔有4个,见图1。在当前的焊接方法以及辅助工装下,这些侧孔的装配精度、焊接质量以及焊接安全性均存在不确定性,难以得到保证。
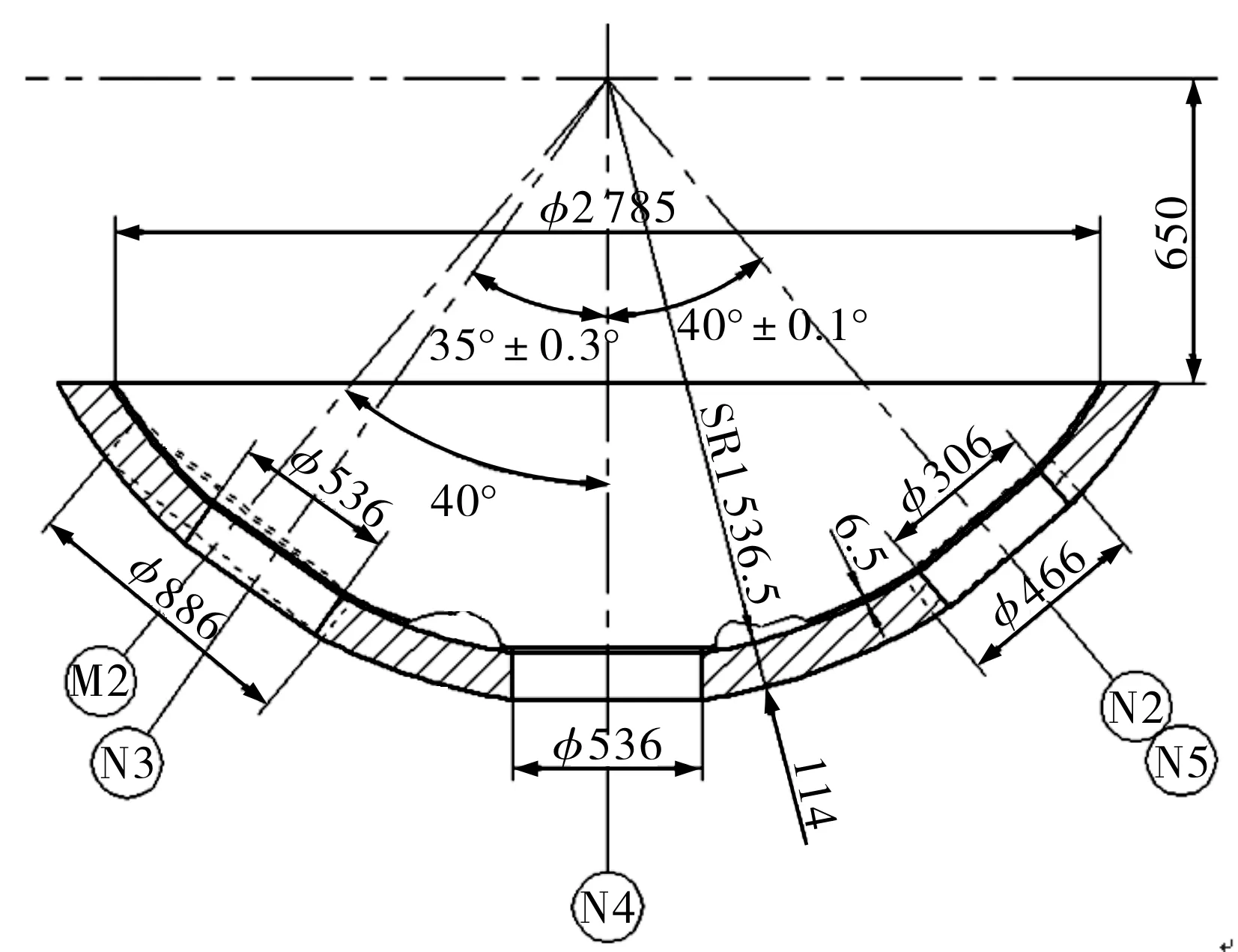
图1 沸腾床反应器下封头开孔图
3 新型马鞍焊辅助工装结构及特点
新型马鞍焊辅助工装主要由垫板、立板、立管、支板、侧板、螺母、螺柱和垫片等零件组成,具体结构及尺寸见图2,俯视图见图3。

1.垫板 2.立板 3.立管1 4.立管2 5.支板 6.侧板 7.立管4 8.立管5 9.螺柱 10.螺母 11.垫片图2 新型马鞍焊辅助工装结构及尺寸

图3 新型马鞍焊辅助工装俯视图
该辅助工装是为克服现有技术缺陷而全新设计制造的,其通用性强,操作简单,易于移动,可以针对不同规格的封头和接管法兰多次重复利用,能够改善接管法兰、加强段等的焊接质量,提高焊接效率并降低成本[6]。
4 新型马鞍焊辅助工装操作应用
4.1 具体操作
不管封头规格尺寸如何,套管1始终位于封头端点处,即侧孔处于水平位置后封头一端的最高点。套管2/套管3与套管1之间距离为1 772 mm,套管2和套管3之间的横向距离及套管2/套管3与套管1之间的纵向距离主要参照技术图样进行一次实际放样,再按照安全生产过程中的实际位置确定。
待封头侧孔处于水平位置,封头端点处套管1及套管2/套管3组成稳定的三角形后,再利用螺栓、螺母进行套管2/套管3与套管1水平高度差的调整,螺栓孔之间距离为300 mm,套管1有3挡可调整,套管2与套管3有2挡可调整,也可按实际生产需要对其距离进行细分(100 mm)。
根据不同规格的封头以及不同方位的侧孔,对立板、侧板位置进行调整,然后采用角焊缝形式将立板、侧板焊接固定。当封头最高点位置与套管2/套管3对应的最低点为立板、侧板处时,封头即安全稳定,可进行马鞍焊焊接。立板、侧板的主要作用是保证封头稳定防滑,提高封头受外力作用时的安全性。
在采用此辅助工装焊接过程中,要注意3个套管之间纵向及横向距离的准确性,要在技术图样及实际安全生产规范内保证侧孔始终处于水平位置。还需保证马鞍埋弧焊机的高度、焊接参数的稳定性以及侧板和立板的焊接强度,即确定操作安全性。
采用新型辅助工装马鞍焊后的沸腾床反应器下封头成型美观,见图4。

图4 沸腾床反应器下封头侧孔焊后成型效果
4.2 成型质量
利用新型辅助工装进行封头侧孔接管法兰马鞍焊,不仅减少了操作工的打磨量,而且因侧孔一直处于水平位置,因此提高了接管的装配精度。与不采用辅助工装的焊条电弧焊相比,马鞍焊在焊接质量、外观成型、装配精度、焊接效率等方面均优于焊条电弧焊,2种焊接方法焊接质量无损检测统计见表1。
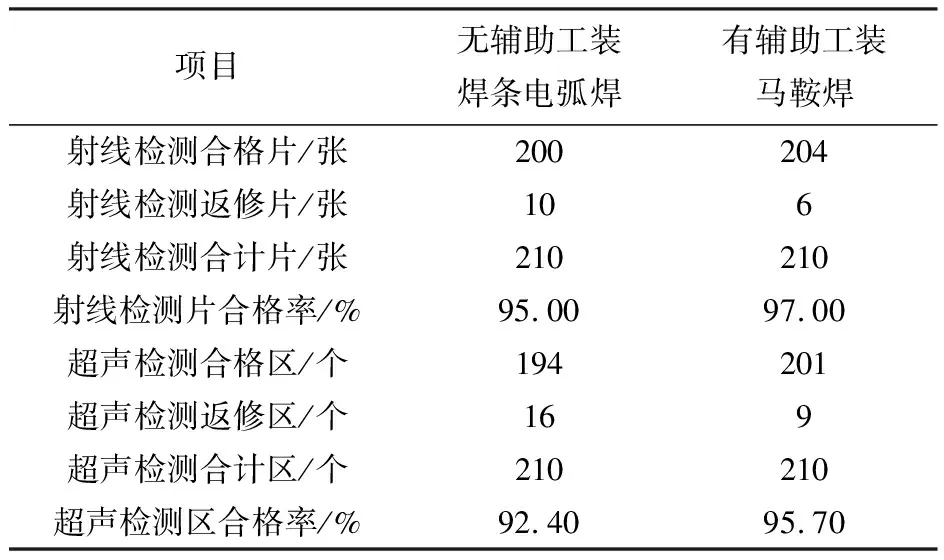
表1 2种焊接方法焊接质量无损检测统计
5 结语
设计的新型辅助工装主要针对封头侧孔接管法兰的马鞍焊焊接,焊接时封头的倾斜角度是根据侧孔调整到水平时的角度而定的,即马鞍焊时封头始终处于一定的倾斜角状态,而相对的接管法兰、加强段等则处于水平位置,从而可以保证装配精度(垂直度、水平度)。马鞍焊后封头侧孔接管法兰在焊接质量、外观成型、装配精度和焊接效率等方面均优于焊条电弧焊,制造成本低,通用性强,可重复利用。
