锁钩气割加工问题与对策研究
2019-03-14邵瑜
邵 瑜
(天津铁路信号有限责任公司,天津 300300)
数控火焰切割机有切割厚度大的碳钢能力,切割效率较高、切割成本较低。一种45钢锁钩零件,其结构呈钩形,自由锻锻打成型后采用数控火焰切割机切割外形,大大提高了生产效率,而且生产成本较低。通过对锁钩气割后进行正火处理,分析调质处理后热影响区金相组织、晶粒度,确定了合理的工艺路线。气割前留加工余量,气割后采用正火处理、去除加工余量等方法可以消除气割带来的不利影响。
1 锁钩外形加工方式的选择
锁钩毛坯为自由锻造,厚度为58 mm,周边单面留余量20~30 mm。由于结构呈钩形,要去除掉这么大的加工余量靠机械加工的方式是很费时且不经济的。因此,选择采用气割方式去除锁钩周边较大的余料。
在机械加工过程中,气割下料是一种加工手段,这种加工方法不但可以降低生产成本,而且大大提高了生产效率,设备简单,操作灵活,适于各种零件的外形加工。
2 锁钩的气割工艺性分析
45钢锁钩结构呈钩形,工艺加工流程为:自由锻(厚度为58 mm,周边单面留余量20~30 mm)→气割外形(留余量5 mm)→正火处理→粗铣上下平面→调质处理→铣上下平面成活。
2.1 45钢的气割工艺性
45钢化学成分见表1,含碳量为0.42%~0.50%,属于中碳调质钢,在零界点以上加热,空冷后得到正火组织、水冷高温回火后得到调质组织。由于气割时瞬间加热温度远高于正火加热,致使所切割零件表面有硬化倾向而产生淬火组织、粗大魏氏组织等[1]。气割后存在淬硬区和过热区,且对机械性能有很大影响,气割造成屈服强度、抗拉强度、冲击性能的下降。因此,气割后的淬硬区和过热区必须加工掉,不能残留在产品上[2]。

表1 45钢的化学成分(质量分数,%)
2.2 正火工艺
正火又称常化,是将工件加热至Ac3或Acm以上30~50 ℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。其目的是使晶粒细化和碳化物分布均匀化,消除材料的内应力,降低材料的硬度。
锁钩正火处理工艺为:850±10 ℃保温后空冷。
锁钩加工工艺采用预留加工余量+正火处理+精加工去除加工余量的方式,来消除气割带来的不利影响。
3 试验方法
锁钩锻打成型后进行气割外形,气割时周边留量5 mm,然后进行正火处理。
对正火处理后的锁钩在不同部位截取金相试样,在显微镜下观察气割热影响区全貌、金相组织和晶粒度。在锁钩不同部位截取冲击试样,做冲击试验,通过外形部位与心部冲击值的对比,分析气割对锁钩的热影响程度。在成品锁钩上不同部位截取金相试样在显微镜下观察,进一步验证最终热处理调质处理后,气割对锁钩是否存在不利影响。
通过对气割热影响区的宽度、预留量5 mm、气割后材料性能变化情况等进行研究和分析,为制定工艺路线提供依据。
4 试验结果
4.1 气割+正火后热影响区的组织及宽度
试验采用3件锁钩,每件锁钩取加工试样3个。试样编号为A1-1、A1-2、A1-3,分别表示在Ⅰ锁钩的1#、2#、3#位置取样;试验编号A2-1、A2-2、A2-3,分别表示在Ⅱ锁钩的1#、2#、3#位置取样;试验编号为A3-1、A3-2、A3-3,分别表示在Ⅲ锁钩的1#、2#、3#位置取样。金相取样位置见图1。线切割取样,试样尺寸25 mm×10 mm×10 mm。
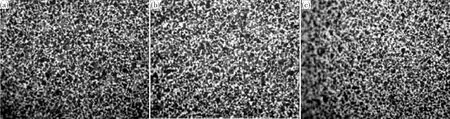
观察所取的试样,气割热影响区全貌、金相组织、晶粒度分析结果如图2、3、4所示。

图1 锁钩金相试样取样位置图Fig.1 Maping location of metallographic sample of lock hook

(a)A1-1;(b) A1-2;(c)A1-3图2 正火处理后热影响区全貌 50×Fig.2 Complete picture of heat affected zone of lock hook after normalizing teeatment 50×

(a)A1-1;(b) A1-2;(c)A1-3图3 正火处理后表面金相组织 500×Fig.3 Microstructure on surface after normalizing treatment 500×
(a)A1-1;(b) A1-2;(c)A1-3图4 正火后表面晶粒度 200×Fig.4 Grain on surface after normalizing 200×
4.2 气割+正火后的冲击性能
锁钩冲击试样取样位置见图5。经测试,所取4组试样的冲击值分别为:
1#试样3个冲击值(KU2)为47、43、38 J,其均值为42.7 J;
2#试样3个冲击值(KU2)为34、35、39 J,其均值为36.0 J;
3#试样3个冲击值(KU2)为42、45、39 J,其均值为41.7 J;
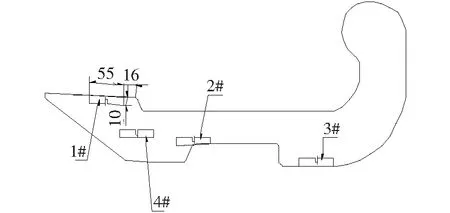
图5 锁钩冲击试样取样位置图Fig.5 Maping location of impact sample at lock hook
4#试样3个冲击值(KU2)为38、37、42 J,其均值为39.0 J。
5 调质处理后的金相组织和冲击性能
观察取自锁钩成品件的金相试样,调质后的金相组织见图6。锁钩成品件的金相组织为回火索氏体+贝氏体+少量铁素体,金相组织评级为2级。

图6 锁钩调质后的金相组织 500×Fig.6 Microstructure of lock hook after quenching and tempering process
取自锁钩成品件的冲击试样进行冲击试验,结果如下:
1#试样3个冲击值(KU2)为94、84、83 J,其均值为87.0 J;
2#试样3个冲击值(KU2)为99、84、93 J,其均值为92.0 J;
3#试样3个冲击值(KU2)为98、95、108 J,其均值为100.3 J;
4#试样3个冲击值(KU2)为100、82、86 J,其均值为89.3 J。
6 试验分析
正火后热影响区的深度、表面金相组织、表面晶粒度见表2。
由表2可以看出,厚度为58 mm的45钢锁钩锻造毛坯,气割外形后,经正火处理,其热影响区深度<2 mm;零件表面晶粒度细小,达到10级。正火工艺通过细化晶粒,均匀组织,提高钢材的综合力学性能[3]。
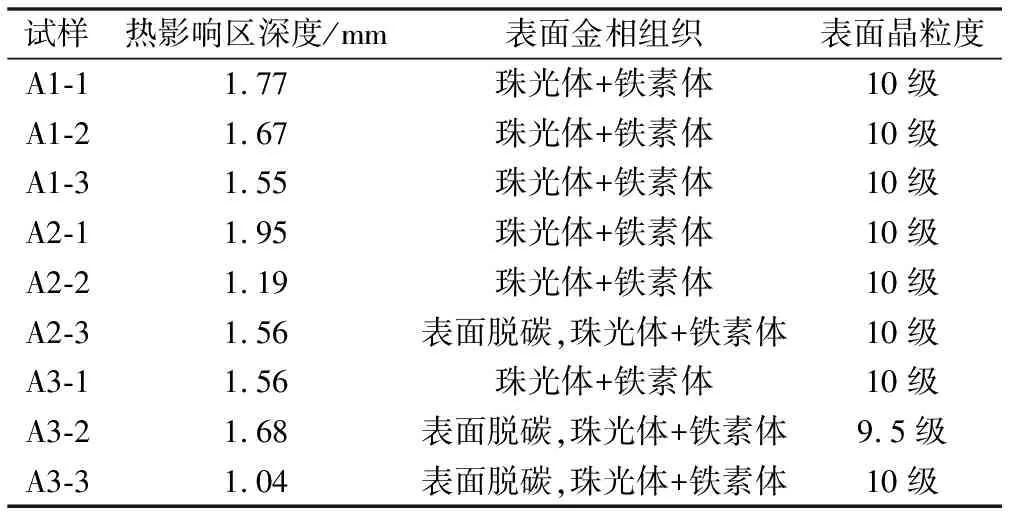
表2 锻造+气割+正火对零件表面质量的影响分析
正火处理的锁钩外形上的3个部位(1#、2#、3#位置)冲击值分别为42.7、36.0、41.7 J与心部(4#位置)的冲击值39.0 J接近,说明正火处理后气割对锁钩的热影响已经不大。
锁钩调质处理金相组织评级为2级,在1~4级范围内。在调质处理的锁钩外形上3个部位(1#、2#、3#位置)的冲击值分别为87.0、92.0、100.3 J与心部(4#位置)的冲击值89.3 J接近,说明调质处理后气割对锁钩的热影响得到消除。
7 结论
1)材质为45钢的锁钩锻件(毛坯厚度58 mm),气割+正火处理后气割热影响区宽度为<2 mm;
2)气割前留量,气割后采用正火处理、去除加工余量,可以消除气割带来的不利影响。