基于宏程序的带椭圆曲面复杂轴零件的加工
2019-03-10赵涓涓
赵涓涓
(山西工程职业学院, 山西 太原 030009)
1 加工零件及方法
曲面轴是工业生产上常见的轴类零件,其外形轮廓通常比较复杂。而椭圆面作为曲面的一种,在工程实践的应用也非常广,一般情况下,如果对椭圆进行加工,可以选用CAM 软件进行自动编程,也可以选择用宏程序进行手工编程,两者相比,使用宏程序进行编程加工要比自动编程加工更加快捷、高效、灵活。本文主要介绍模拟仿真在数控车床型号CK6150,数控系统为FANUC 0i 上,采用用宏程序编程方法完成椭圆的加工。图1 所示为带椭圆曲面轴零件。给定的毛坯Φ65 mm×160 mm 的棒料,材料为45 钢,经正火、调质、淬火后具有一定的强度、韧性和耐磨性。
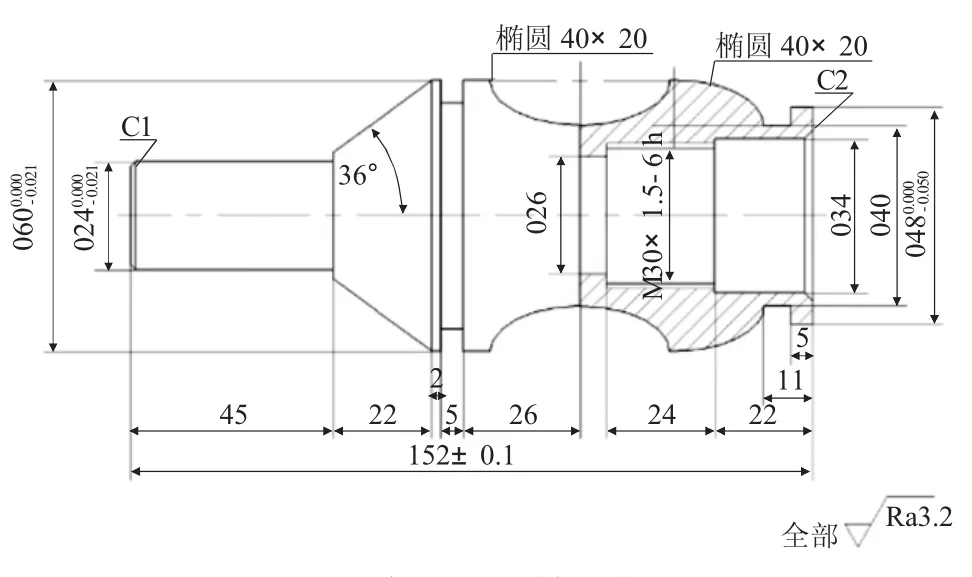
图1 带椭圆曲面轴零件(mm)
2 工艺分析
2.1 零件图样分析
如图1 所示零件的加工面主要由圆柱面、圆锥面、外沟槽、凹凸椭圆面、内孔和内螺纹组成。零件车削加工外成形轮廓较复杂,重要的加工部位为凹凸椭圆曲面,其他部位相对容易加工。该零件加工精度等级为IT8。表面粗糙度要求为全部Ra3.2。
2.2 确定装夹方案
数控车削中,该零件可采用三爪自定心卡盘进行装夹定位,保证外圆柱面对内孔圆柱面的同轴度要求。
该零件生产类型为单件生产,定位基准均选择在外圆柱段的左、右端面。
2.3 刀具及切削用量确定
根据零件加工要求,需要选用外圆车刀(加工外轮廓、端面、倒角)、外切槽刀(切槽、切断工件)、中心钻、螺纹车刀,刀片材料均采用硬质合金。刀具选择和切削用量如表1 所示。
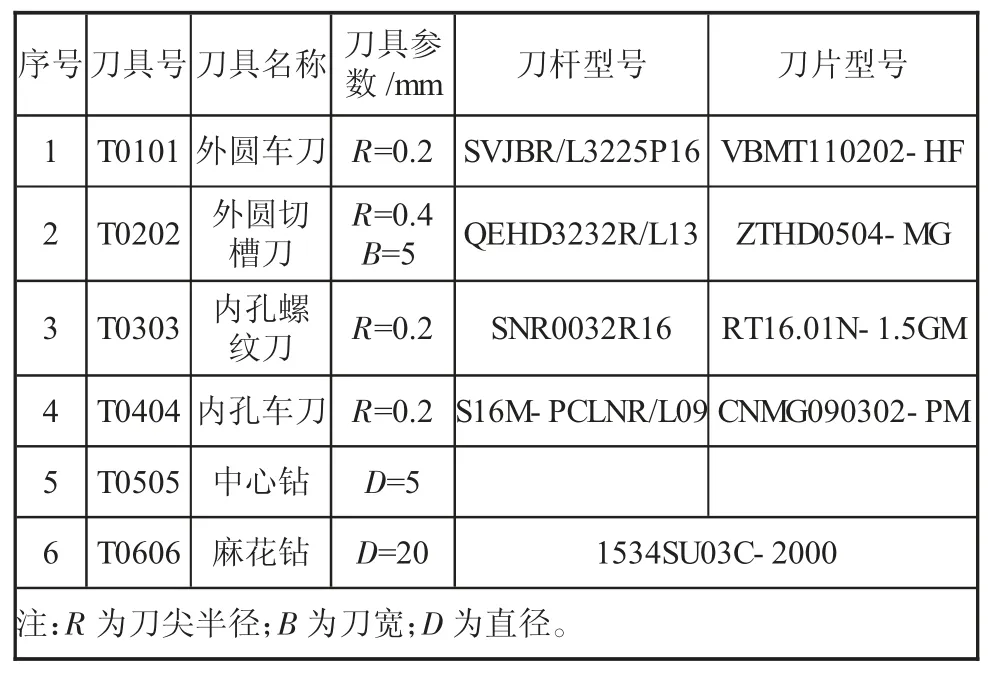
表1 数控加工刀具使用卡
2.4 编制加工工艺
编制加工工艺,填写工序卡片(见下页表2)。
2.5 程序编制,宏程序完成椭圆面加工
2.5.1 完成零件部分轮廓加工
分别用G71、G92 等循环指令完成只剩凹凸椭圆面的其他所有要素的程序编制,加工生成的零件如下页图2 所示。
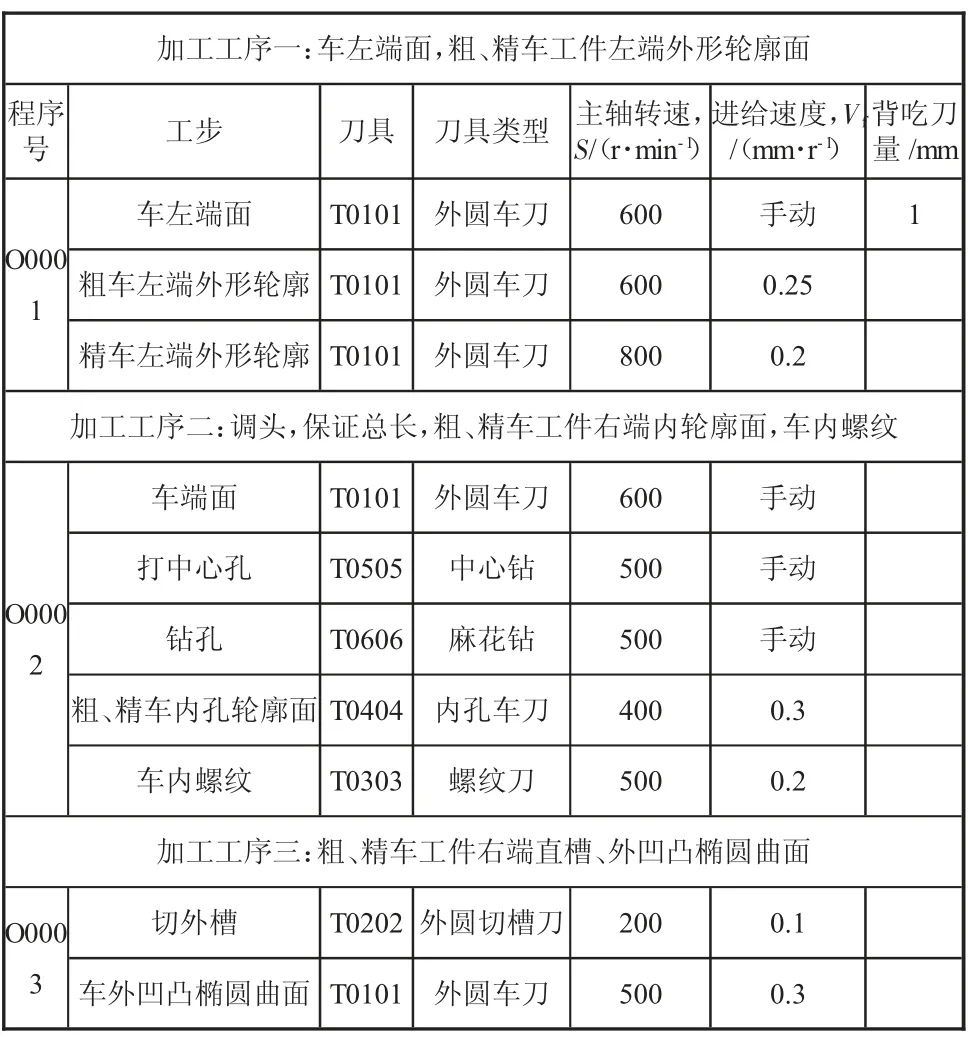
表2 加工工序卡

图2 完成部分轮廓加工零件图(mm)
2.5.2 完成零件加工
换外圆车刀,编制凹凸椭圆面加工程序,完成零件所有要素加工(见图3)。

图3 含凹凸椭圆面轮廓图(mm)
凹凸椭圆面加工是该零件的加工难点,要完成此要素的程序编制,需引入宏程序指令。宏程序是一种具有计算能力和决策能力的数控程序[1,2]。宏程序引入了变量和表达式,还有函数功能,具有实时动态计算能力,可以加工非圆曲线,如抛物线、椭圆、双曲线、三角函数曲线等。
2.5.2.1 宏程序编程思路
针对椭圆面的加工,采用宏程序编程的思路是采用直线段去逼近椭圆, 这时关键是求出椭圆象限圆弧上几个节点的坐标。而节点的计算较复杂,须借助宏程序中循环指令处理。求得各节点坐标后, 即可按相邻两节点间的直线来编写加工程序。
2.5.2.2 循环指令格式(当……时,循环)
格式:WHILE[条件式]DOm;(m=1、2、3)
……
ENDm;
当条件成立时,执行WHILE 之后的DOm到ENDm间的程序,程序段DOm至ENDm即重复执行;当条件不成立时,执行ENDm语句的下一个程序段。
2.5.2.3 编程流程图
完成零件凹凸椭圆面程序编制流程图如图4、5所示。

图4 凹椭圆面编程流程图
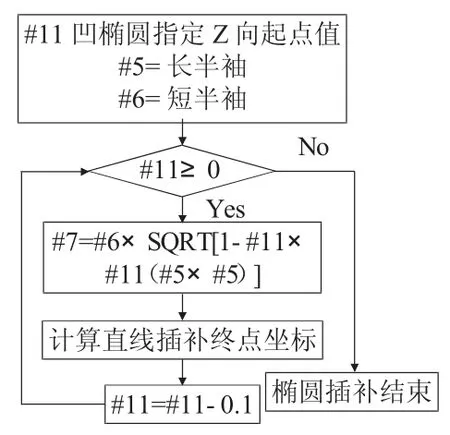
图5 凸椭圆面编程流程图
2.5.2.4 程序编制
N500 G54G99T0101
N501 S500M03
N502 G00X70Z2M8
N503 Z-31
N504 #1=20
N505 #2=20
N506 #3=10
N507 WHILE[#1GE-20]DO1
N508 #4=#3*SQRT[1-#1*#1/[#2*#2]]
N509 G01X[60-#4*2]Z[#1-52]F0.3
N510 #1=#1-0.1
N511 END1
N512 G00X70
N513 Z2
N514 M05
N515 M00
N600 G54G95T010
N601 S500M3
N602 G00X50Z-9
N603 #11=20
N604 #5=20
N605 #6=10
N606 WHILE[#11GE0]DO2
N607 #7=-#3*SQRT[1-#11*#11/[#5*#5]]
N608 G01X[40-#7*2]Z[#11-31]F0.3
N609 #11=#11-0.1
N610 END2
N611 G00X70
N612 Z2
N613 X300Z300
N614 M05
N615 M30
3 结论

图6 模拟完成零件加工
用宏程序能很好的完成椭圆的程序编制并加工,其仿真模拟如图6 所示。但在加工椭圆时,需要有以下注意事项:
1)车削后工件的精度与编程时所选的步距值有关[3]。步距值越小,加工精度越高;但减小步距值又会使数控系统工作量增大,影响进给速度,从而降低加工效率。因此,必须根据加工要求合理选择步距。
2)对椭圆轴中心与工件坐标原点不重合的情况,需要将工件坐标系编制后再编程加工。