空心抽油杆螺纹检验方法研究
2019-03-08姚斌
姚 斌
(辽河石油勘探局物资公司产品检验中心 辽宁 盘锦 124012)
0 引 言
空心抽油杆是为了有效开采“高凝、高粘、高含蜡”原油而生产的特种抽油杆,辽河油田是中国最大的稠油生产基地,稠油产量占总产油量的60%以上。每年有大量的空心抽油杆投入使用,因此,空心抽油杆的质量安全问题至关重要。空心抽油杆是通过两端螺纹相连接,螺纹连接质量对采油系统的正常运转起着重要的作用。
1 空心抽油杆用途及使用位置
空心抽油杆是注入热水、蒸汽、热油或化学剂的采油装置,空心抽油杆因其特有的独立通道,以连续或间断方式通过空心杆内腔向井内注入上述温度较高的介质来提高井筒温度、降低原油粘度、消除井筒结蜡,能有效地降低开采难度,极大地丰富了注气工艺。空心抽油杆在工况中所处位置如图1所示。从图1可见,空心抽油杆使用于抽油管柱7和10的位置。

1-悬接器;2-实心杆短节;3-注入悬接器;4-空心光杆;5-防喷盆;6-井口四通;7-空心杆;8-油管;9-结箍;10-空心杆;11-套管;12-单向掺入阀;13-实心杆;14-抽油泵;15-筛管;16-长箍;17-掺入软管;18-掺入立管;19-掺入立柱;20-截止阀图1 空心抽油杆使用位置
2 螺纹型号及螺纹检验
2.1 空心抽油杆螺纹型号
空心抽油杆螺纹型号与实心抽油杆的螺纹型号一致,均为10牙/in(1 in=25.4 mm),牙型符合ASME B 1.1—2003标准的要求。外螺纹牙型是UNR型,其牙底轮廓为圆弧;内螺纹牙型是UN型,平牙底,牙底宽度为螺距的0.25倍,牙底轮廓也可为圆弧。
2.2 螺纹检验项目及方法
根据SY/T 5029—2013《抽油杆》和SY/T 5550—2012《空心抽油杆》标准规定,空心抽油杆螺纹检验方法见表1,实心抽油杆螺纹检验方法见表2。

表1 空心抽油杆外螺纹检验方法
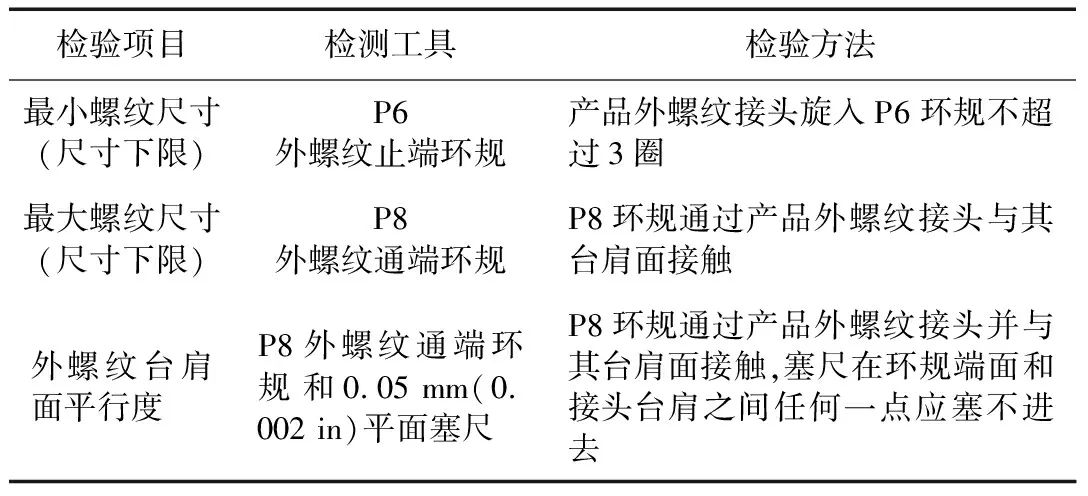
表2 实心抽油杆外螺纹检验方法
3 空心抽油杆螺纹尺寸检验现状
20世纪70年代末,我国主要油田的采油方法发生改变,大部分油井由自喷采油转为机械采油,投入开发的油藏类型越来越复杂,国产抽油杆的品种、质量和数量都不能满足原油生产的需要,抽油杆断裂和脱扣事故频繁,严重影响了原油生产[1]。这种情况促使我国重点开展抽油杆研制工作,虽然生产能力居世界前列,研制成果也处于国际先进水平,但量规的加工工艺还很落后。国内量规厂家制作量规螺纹时,以校对规为模,使用手动研磨方式生产,按这种方式制作的量规螺纹中部的中径小,两端大,垂直度也无法保证,所以量规的质量较差。
空心抽油杆作为实心抽油杆的一种特殊形式,现在国内没有空心抽油杆的螺纹量规的生产和使用,SY/T 5550—2012版增加了规范性附录B“空心抽油杆螺纹量规”的内容。
我国两家较大的量规生产厂家,哈尔滨量具刃具集团有限责任公司和成都成量工具集团有限公司,均未生产过空心抽油杆螺纹量规。
我国现有两家美国石油协会(API)授权使用API Spec 11B-2010《抽油杆、光杆与衬套、接箍、加重杆、光杆卡子、密封盒和抽油三通规范》标准检验螺纹量规的机构,分别是北京市计量检测科学研究院和国家石油管材质量监督检验中心,这两家检验机构均未对空心抽油杆螺纹量规进行过检验,仅进行了对实心抽油杆螺纹量规的检验工作[2]。
统计以上信息表明,空心抽油杆螺纹尺寸检验在我国处于未开展的领域,也可认为我国现在还没有检定合格的空心抽油杆螺纹量规[3]。
4 利用实心抽油杆量规检验空心抽油杆螺纹尺寸
4.1 空心抽油杆和实心抽油杆螺纹参数对比
根据SY/T 5029—2013《抽油杆》和SY/T 5550-2012《空心抽油杆》标准发现1空心抽油杆外螺纹参数与1抽油杆外螺纹参数一致,空心抽油杆螺纹参数见表3,实心抽油杆螺纹参数见表4。从表3和表4可见,螺纹大径、中径、小径等参数完全一致,所以试验使用1抽油杆螺纹量规检验1空心抽油杆外螺纹。
4.2 抽油杆螺纹量规参数对比
SY/T 5550—2012《空心抽油杆》标准里已经规定了空心抽油杆螺纹量规的尺寸参数,即用螺纹环规通端检验空心抽油杆产品外螺纹的中径和小径,使用螺纹环规止端来检查空心抽油杆产品外螺纹单一中径。根据SY/T 5029—2013《抽油杆》和SY/T 5550—2012《空心抽油杆》标准可知,螺纹量规共包含四个参数,见表5。通过对比表5中的螺纹量规参数,发现环规小径与环规长度虽然有数值偏离,但由于差值较小,可忽略不计,沉孔直径与沉孔深度的差值较大。

表3 空心抽油杆螺纹参数

表4 实心抽油杆螺纹参数

表5 P8量规尺寸 mm
4.3 替代检验方法论证

图2 实心抽油杆P8环规旋入空心抽油杆杆体
使用螺纹量规反面螺纹进行旋合,如图3所示,量规螺纹与杆头外螺纹可以充分接触,此方法可替代空心抽油杆量规检验最大螺纹尺寸(尺寸上限)。
图2和图3的实心螺纹量规测量结果表明,实心螺纹量规端面与空心抽油杆螺纹的台肩面之间存在明显的间隙,根据SY/T 5550—2012《空心抽油杆》标准,该间隙尺寸为外螺纹端面至台肩端面的长度L3与外螺纹长度L1的差值,如图4所示。其中鐓锻式空心抽油杆差值为23 mm,焊接式空心抽油杆差值为25 mm,见表6。为了填补实心螺纹量规端面与空心抽油杆螺纹的台肩面之间的间隙,加工制作一个内径约为42 mm、长度为25 mm或23 mm的钢制工件,将该工件连接到空心抽油杆外螺纹上后,用实心螺纹量规测量该空心抽油杆的螺纹参数,如图5所示。该替代检验方法现已经在油田现场进行了应用,但准确性需要进一步试验和确定,检验方法需要试验和完善。

图3 实心抽油杆P8环规反面旋入空心抽油杆杆体

图4 空心抽油杆外螺纹接头
表6 1空心抽油杆螺纹参数

表6 1空心抽油杆螺纹参数
名称外螺纹端面至台肩端面的长度L3/mm外螺纹长度L1/mm鐓锻式焊接式鐓锻式焊接式参数55633238

图5 使用工件后的实心抽油杆P8环规旋入空心抽油杆外螺纹