GPW-1200II型集装箱式气压焊大准重载铁路线上焊的应用与研究
2019-03-07刘富存
刘富存
(国家能源集团神华轨道机械化维护分公司,内蒙古 鄂尔多斯 010300)
大准线横亘内蒙古高原,是神华煤炭外运的一条干线。大准铁路东起山西省大同市燕庄火车站,西至内蒙古鄂尔多斯市准格尔旗薛家湾火车站,途经两省六旗县(市),是大秦线的向西延伸,属一级电气化铁路。2017年运量已达到14300万t,为缓解蒙西地区的煤炭外运做出了巨大贡献。正线全长473.822km,其中九苏木到丹洲营段目前铺设60kg/m的U78CrV钢轨,是采用夹板和螺栓进行联结的普通有缝线路,病害较多,钢轨使用寿命短。为延长重载铁路线路使用寿命、从源头上保障线路安全,提高线路平顺性,最大限度延长线路使用寿命,将原60kg/m的U78CrV钢轨更换为75kg/m的U78CrV淬火钢轨,需对线路进行无缝化连接。
目前,国内对钢轨无缝化连接的常用方法有铝热焊、闪光焊和气压焊等3种焊接方式,3种焊接方式优缺点差异明显,气压焊较铝热焊和闪光焊质量可靠。
铝热焊接头焊缝组织为铸造组织,焊接接头的塑性和韧性比较差,运营期间发生断轨率高。且其焊接接头硬度大大低于母材水平,导致在重载线路上接头的磨耗严重,严重降低重载线路的使用寿命,据目前统计,大准线铝热焊接头伤头率达到2.325%。
闪光焊在焊接过程中需要脉动,特别是对于带应力钢轨线上焊的工况适应很差,闪光过程不易控制,接头质量也得不到保证。
GPW—1200II型气压焊轨机是我国自主研发的钢轨焊接设备,可在同一工位实现焊接、焊后热处理和强制风冷的功能,拉轨力和顶锻力大,能够满足无缝线路锁定轨温要求,且工艺宽泛、作业程序标准化,可在高寒、缺氧、风沙大、紫外线强等恶劣自然环境条件下进行焊轨作业。
大准线钢轨无缝化连接仍以人工铝热焊为主,不但施工速度慢、质量更是难以保证,因此使用机械化自动程序控制焊接尤为迫切。随着科学技术的进步,使用气压焊已是大势所趋。
2018年4月,公司首次使用GPW—1200II型气压焊轨机在大准铁路九苏木到丹洲营段进行75kg/m钢轨气压焊接试验,在验证气压焊轨机性能的基础上,开展了钢轨无缝化连接气压焊施工的探索工作。经过20个天窗的试验工作,在大准线共计焊接接头44个,解决了铝热焊接头易出现的焊接问题。在毫无经验可供借鉴的情况下,通过反复的摸索和试验,总结形成了GPW—1200II型气压焊轨机焊接重载铁路75kg/m钢轨接头的施工方法,该方法不但对完成大准线钢轨无缝化连接施工任务提供了保证,对以后的GPW—1200II型气压焊轨机焊接重载铁路75kg/m钢轨接头施工也有一定的示范和借鉴作用。
GPW—1200II型气压焊轨机目前已经针对75kg/m的U78CrV进行过型式试验,其焊接工艺满足铁路线路钢轨焊接要求,但之前从未在线路上进行应用。为了进一步推行GPW—1200II型气压焊轨机焊接重载铁路75kg/m钢轨接头,按重载铁路施工质量和要求,将GPW—1200II型气压焊轨机在重载铁路上进行实际应用,对提高重载铁路线上焊接接头质量,提高重载铁路的使用寿命,以及后续推广都具有重要意义。
1 设备及车辆编组
采用GPW—1200II型集装箱式气压焊设备,气压焊特制金属垫轨垫块,其他施工辅助机具。其中集装箱气压焊设备放置在NX70A平板车上,由轨道车牵引(如图1所示)。在集装箱中配置有GPW—1200II型气压焊轨机、吊机、动力系统、液压系统、水气系统等,能够独立完成焊轨工作。
施工车辆编组为从薛家湾至大同方向车辆编组顺序为:轨道车——材料平板车——载有集装箱气压焊设备的NX70A平板车。

表1 型式检检参数

图1 GPW-1200II型集装箱式气压焊设备
2 型式检验
2018年4月5日~4月8日在呼和浩特焊轨基地,采用GPW—1200II型集装箱式气压焊设备,对攀钢U78CrV的75kg/m淬火钢轨进行型式检验焊接,型式检验焊接参数(如表1所示)。
落锤试验结果:焊接接头经呼和浩特焊轨基地落锤试验质量合格(如表2所示),其中A018和A020两个焊接接头的断口形貌(如图2所示),其全断面塑性良好,无缺陷。
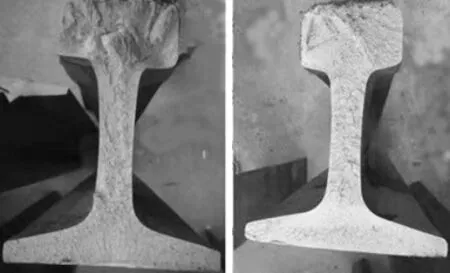
图2 型式检验接头断口形貌图

表2 落锤试验结果
注:落锤实验要求是锤重为1000kg,支距为1m,高度3.8m,落锤2次不断为合格
落锤试验结果:型式检验焊接接头17个,17个接头落锤试验一次性通过,全部合格。
3 现场施工条件
现场换铺施工地点为大准线九苏木至丹洲营区段,全长44.213km。线路最小曲线半径400m,线路最大超高100mm,线路设计锁定轨温为28℃±5℃,施工锁定轨温为28℃±3℃。采用人工换轨方式,将原有的U78CrV的60kg/m钢轨更换为U78CrV的75kg/m钢轨,一次作业换铺长度为1.35~1.8km。天窗作业时间为上午7:00~11:00,或者上午8:00~12:00,共计240min,根据现场实际温度情况,在10点左右钢轨轨温接近线路锁定轨温,有效线上焊轨作业时间约为80~120min。
4 现场施工方法
4.1 线上焊垫轨方法
GPW—1200II型气压焊轨机焊接时要求焊缝抬高200mm。为满足焊轨机焊轨作业时高度要求,采用“钢轨下加垫块法”将焊轨机静端待焊钢轨接头处提高约200mm,形成坡道。具体为:将焊机静端钢轨20m范围的扣件全部拆除,在距离焊口3300mm(不同型号的平板车距离会相应发生变化,具体尺寸根据实际测量提出,本次采用NX70A平板车)附近的枕木与钢轨之间垫上特制金属垫块,并将金属垫块扣在枕木道钉上,上部卡住钢轨轨底。依次隔2个枕木放置1个金属垫块,金属垫块高度依次分别为60mm、90mm、120mm和150mm。在静端距离焊口2.5m位置安设1根轨距拉杆,保证静端线路稳定(如图3所示)。由轨道车将载有集装箱式气压焊设备的NX70A平板车推至施工作业点,使NX70A平板车靠近焊口的轮对中心距离焊口3300±50mm。平板车到位后在轨道车前转向架轮对前后放置铁鞋,防止平板车前后移动。用事先预备的枕木墩及调整垫板垫高气压焊机动端待焊钢轨,使动端钢轨与静端钢轨齐平。

图3 垫轨位置及轨距拉杆位置示意图
4.2 无应力线上焊
将75kg/m新钢轨换铺入轨槽后,先不锁紧扣件、不进行线路的应力放散,立即对轨钢进行端铣,放下焊机一次夹紧钢轨,按照型式检验工艺完成焊接,焊后风冷,正火和正火后喷风强制冷却。完成焊接后放下钢轨后再进行线路放散和扣件锁定。在整个气压线上焊的过程中,新钢轨仅受线路阻力,基本处于自由状态,不受其他外力。
4.3 带应力线上焊
(1)将线路分割为焊接区域和换铺区域。在现场实测轨温比设计锁定轨温低时,为了实现焊接和换铺作业能同步进行作业,待靠近焊口的新钢轨拨入轨槽后,在距离焊口约80m位置开始向换铺区域锁紧钢轨扣件30m左右,将新换铺线路分割为焊接区域和换铺区域2个区域,每个区域单独进行作业,互不干涉和影响。
(2)搭接量计算。气压焊焊接钢轨过程中,进行顶锻时钢轨轨头挤压会产生一定的消耗量,同时由于钢轨实际温度低于线路锁定轨温,要事先将换铺区域钢轨拉伸至锁定轨温时钢轨长度要求范围内,保证焊接后钢轨在锁定轨温时无应力。因此在待焊钢轨两端之间会有一定的搭接量,同时考虑静端松开扣件区域和分割锁定区域钢轨长度,根据公式△B=S-L×0.0118×△T得出搭接量(其中△B为待焊轨搭接量;S为顶锻消耗量;0.0118为75kg/m钢轨温度线长系数,L为静端松开扣件长度+焊接区域长度+锁定区域长度(现场为130m);△T为钢轨锁定轨温与实际轨温差)。
(3)拨弯拉伸焊接。为了确保在焊接时钢轨轨端之间留有缝隙,消除搭接,采用将动端钢轨中部拨弯的方法调节动端钢轨焊口位置。即在距离焊口30m外,将钢轨向轨道外或者向轨道内拨弯约30m,保证待焊钢轨端面之间有10mm调整、清洗缝隙(如图4所示)。放下焊机一次夹紧钢轨,按照型式检验参数完成焊接,顶锻推瘤进行风冷、正火和正火后喷风强制冷却。

图4 拨弯示意图
(4)锁定钢轨。焊接完成后向非换铺区域退回车体,待靠近锁定区域的换铺区域钢轨锁定后,松开锁定区域钢轨扣件,再连同焊接区域及静端已松扣件钢轨一起锁定,使整个线路都满足设计锁定轨温要求。
4.4 焊接作业用时计划表
春季集中修天窗作业时间为240min,车辆编组及往返时间约为40min,现场轨温在10:00左右达到锁定轨温,实际有效焊轨作业时间为100~126min,按照用时最长的双股带应力焊设计,焊接时间计划(如表3所示)。
5 施工结果及分析
按照呼和浩特焊轨基地型式检验工艺,2018年4月11日~4月30日,在大准线九苏木到丹洲营区段共计施工完成线上气压焊焊接接头共计44个,其中带应力线上焊接4个,无应力线上焊接40个,其质量数据统计结果(如表4所示)。其中4个带应力线上焊接头搭接量、实际提升轨温数据记录(如表5所示)。现场实际有效焊轨施工时间统计(如表6所示)。

表3 焊接作业用时计划表

表4 大准线线上焊接接头质量数据统计
从表4现场实际施工情况看,最小施工曲线半径为400m,分别进行了带应力线上焊和不带应力线上焊,GPW—1200II型集装箱式气压焊设备所焊线上焊焊接接头(带应力线上焊和不带应力线上焊)质量优良,外观平直度良好,能够满足重载铁路U78CrV的75kg/m钢轨线上焊接的质量要求。

表5 大准线带应力线上焊接头数据记录

表6 实际焊接时间统计
表5记录现场施工一共完成4个带应力线上焊,其中钢轨轨温与设计锁定轨温差最大到10℃,曲线半径为800m。钢轨实际拉伸长度14mm,实际提升钢轨温度为9.1℃,钢轨实际锁定轨温27.1℃,满足线路设计锁定轨温和施工要求。
根据表6现场实际焊轨时间(表中时间均为实际有效焊轨作业时间,不包括车辆来回时间)统计,最长焊轨作业时间为155min,比计划用时超过29min,双股均为带应力线上焊。该次焊接作业是气压焊设备首次在重载铁路上进行线上焊接作业应用,存在作业人员对设备操作不熟悉,作业流程还有待优化。从整个春季集中修焊接时间统计看,随着人员的熟悉,平均作业时间约116min,已满足现场作业时间要求。随着焊轨作业的不断深入,操作人员和现场作业配合更加默契和熟练,作业组织方案全面完善,焊接时间将会进一步减少。
6 结语
GPW—1200II型集装箱式气压焊设备利用春季集中修20个天窗,使用配合75kg/m专用金属垫块以及其他配套机具,采用“垫轨法”以及“拨弯法”等配合施工方法,集装箱式气压焊设备能保证在一个天窗作业时间内,完成一对75kg/m钢轨线上焊焊接接头,在大准线九苏木至丹洲营区段一共完成线上气压焊焊接接头44个,超声波探伤全部合格,论证了GWP—1200II型集装箱式气压焊轨机至少能够满足现场钢轨温差小于10℃时,75kg/m钢轨线上应力焊要求,焊接后焊接接头质量优良,外观平直度良好外,所焊接头一次性全部通过设备管理单位验收。截止2018年9月30日,已累计通过总重6609万t,运行无一伤损情况。经过现场实际施工应用,能够满足重载铁路75kg/m钢轨带应力线上焊和无应力线上焊的施工要求。
