汽车车架铆接工艺分析和设计
2019-03-05郑心荣
郑心荣
汽车车架铆接工艺分析和设计
郑心荣
(安徽江淮汽车集团股份有限公司,安徽 合肥 230601)
文章在传统的铆接线工艺设计基础上进行创新,通过双“双卧铆”和“双工位拼装夹具”的设计,实现车架总成柔性化、高品质和高效率的生产制造。
车架;双卧铆;纵梁;柔性化;夹具
引言
车架是汽车的脊梁,是实现整车承载能力的重要部件。现在的车架多是通过铆钉固定,效率高,质量稳定。车架的宽度、平面度、对角线等特性是保证总装装配质量的关键要求,与整车性能息息相关,因此,要有好的制造工艺实现高品质车架的生产。

图1
1 车架工艺分析
1.1 车架结构
车架总成主要由两根纵梁、若干根横梁、悬挂件、横梁连接板等通过铆钉拼装而成,板与板采取铆钉固定,铆接方式是搭接。铆接的位置主要集中在车架纵梁的上下翼面,部分在车架纵梁的腹面。铆钉的直径有Φ10、Φ12、Φ14。关键质量控制点:车架总成的前悬对角线、后悬对角线、总成对角线、各横梁处的车架宽度、车架的平面度、四个板簧支架的同轴度等。
1.2 铆钉的选择

1.3 铆接机和铆钳的选择
1.3.1铆接机的选择主要根据铆钉直径来确定工程压力,常用的型号如下表:
表1

1.3.2铆钳的选择主要依据铆钉直径
产品的特征来确定型号,常用的型号如下表:
(a)卧式铆钳规格:
表2

注:MQW-卧式铆钳代号,H-喉深,对应铆模的选择按照GB867-86
(b)悬挂式式铆钳规格:
表3
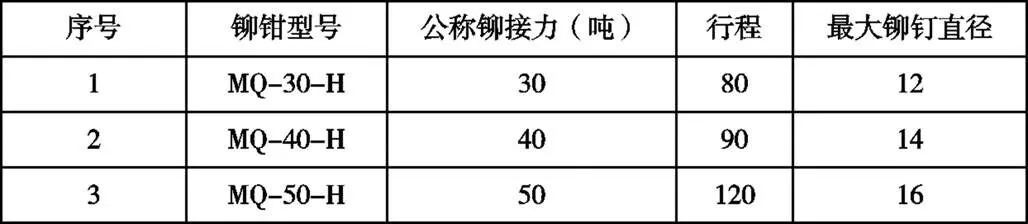
注:MQ-悬挂式铆钳代号,H-喉深,对应铆模的选择按照GB867-86
1.4 铆接的工艺性
产品的结构和铆接孔距离部件的边缘距离是影响铆接质量的关键,合适的距离不仅可以铆接而且方便操作,是的上下铆模能垂直工作,保证铆钉的质量。所以,要选择合适的铆钳。若是产品设计无法修改的情况下,可以考虑做专用的铆钳和铆模。
考虑装夹的定位,需要在车架纵梁上设计定位销孔,一般孔径设计为Φ30mm。
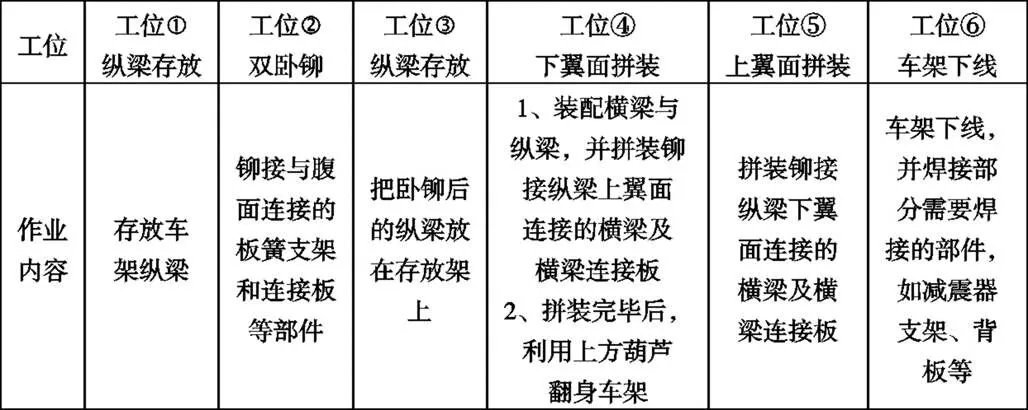
2 铆接工序流程设计
2.1 根据生产线设计大纲以及车架总成质量的要求
铆接工序可以按照以方案设计:
“双卧铆工位”设计两台铆接机及对应铆钳,分别完成左右纵梁的铆接,可以提高生产效率,“双卧铆工位”尽量把纵梁腹面能铆接的悬挂件或者支架全部铆上。
“下翼面拼装”和“下翼面拼装”各制作一个铆接夹具,切“下翼面拼装夹具”要设计X向定位。每个工位各设计四台铆接机,铆钳的移动通过平衡器、Ω轨道、滑车来实现。这种“双工位拼装夹具”可以提高车架总成的质量精度和生产效率。
表4
铆接线主体框架选择合适的矩形槽钢、工字钢,工件在工位之间的流转采取电动葫芦,一般选择1.0吨。
3 铆接夹具设计
铆接夹具要具有柔性化的特点,可以满足不同宽度、不同轴距车架总成的装夹。宜采用夹紧力大的气缸,夹具实现车架总成X、Y方向的调节。每组夹钳采取工艺垫片,方便夹具尺寸的调整。
夹具两侧设计定位,与车架总成纵梁上的定位孔匹配,通过定位销实现X向的固定,以保证对角线的质量特性要求。
4 结束语
铆接线的工艺设计要考虑产品的特性和规划,本文的铆接工艺设计方案充分考虑不同轴距、不同宽度车架总成的生产,采取“双卧铆”和“双工位拼装夹具”,具备柔性化和高效率的特点,且通过实现车架上翼面拼装和下翼面拼装全部夹紧,可以提高车架总成的精度质量。铆接线只需要配备11人,即可可以实现单班120台产能,是比较经济的铆接线设计方案。
[1] 初级铆工工艺学.机械工业部统编.北京:机械工艺出版社,1996.3.
Analysis and Design of Riveting Technology for Automobile Frame
Zheng Xinrong
( JAC Group Co., Ltd., Anhui Hefei 230601 )
Based on the traditional riveting process design, this paper innovates to realize flexible, high quality and efficient manufacturing of frame assembly through the design of double horizontal riveting and double workstation assembly fixture.
frame; double horizontal riveting; longitudinal beam; flexibility; fixture
A
1671-7988(2019)03-196-02
U466
A
1671-7988(2019)03-196-02
U466
郑心荣(1982-),男,助理工程师,就职于安徽江淮汽车集团股份有限公司,主要研究方向:厚钢板的焊接、铆接以及冲压工艺和设备,特别是车架的生产制造工艺方向。
10.16638/j.cnki.1671-7988.2019.03.065
