IQR焊接模式在试制车间的应用
2019-03-05赵洲洋魏健吕锋任建新
赵洲洋,魏健,吕锋,任建新
IQR焊接模式在试制车间的应用
赵洲洋,魏健,吕锋,任建新
(华晨汽车工程研究院车身试制车间,辽宁 沈阳 110141)
白车身试制是汽车研发过程中的重要阶段,焊点质量直接决定白车身质量。文章使用IQR焊接模式进行电阻点焊试验,根据对焊点检测结果和试验数据的分析,验证此模式在试制车间应用的可行性,并得出此模式下电流及板厚对焊核直径的影响。
白车身试制;IQR焊接模式;应用
前言
电阻点焊作为白车身焊接工艺的重要组成部分,直接决定了白车身的质量,并影响了整车的装配精度和使用寿命。对一辆中小型车来说,白车身上焊点就有4000-6000个,分布在侧围、地板和顶盖等部位,这几千个焊点的质量直接影响了白车身的各项指标,如强度、抗冲击性和力学稳定性等[1-2]。车间装焊现场同一个工位焊接总成会对不同材料、强度、厚度的两层板或三层板进行焊接,试制阶段更是需将白车身所有焊点由十几把焊钳来完成。试制阶段主要工作是进行生产验证,需要在保证焊点质量的同时尽量节约成本、提高效率。本文通过试验,验证了IQR焊接模式在试制车间的可行性。
1 试验材料及方法
试验试板选取为DC03钢板,其化学成分如表1所示;试板尺寸分别是100mm x 30mm x 0.7mm和100mm x 30mm x1.5mm。试验采用NIMAK公司一体化焊钳,配套C型焊钳(CHN41/HCQC/130MF/750-10003)进行焊接。
表1 试验用钢板的化学成分/%

表2 试验参数与试板编号
试验采用系统内设1号、2号、3号程序,分别对两种厚度钢板组合进行二、三层电阻点焊,具体参数及完成后试板编号如表2所示。
试验过程中通过中央计算机系统屏幕的显示记录电流、电压、焊接时间、电阻等参数,数据记录及焊接过程中各个参数的曲线变化如图1所示。
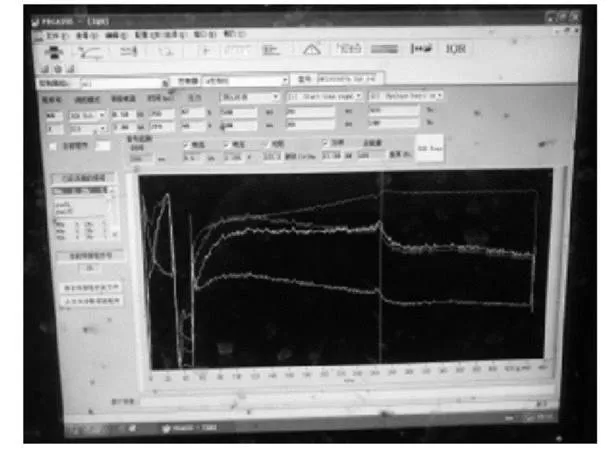
图1 焊接参数显示
试验结束后,采用RSWA-F1型点焊分析仪对每个试板的焊点进行检测。其原理是应用了独特的多通道超声波矩阵传感器技术,从焊点表面和焊核内部收集数据,通过特殊的算法形成焊点内部结构图像,并在屏幕上实时显示出来。根据屏幕显示记录焊核直径、压痕深度,如图2所示,右图中虚线部分圈内为检测的焊核直径。
检测结束后,采用焊点撕裂工具对试板进行撕裂试验,观察其断裂方式。

图2 焊核检测显示
2 结果与讨论
2.1 焊核检测分析

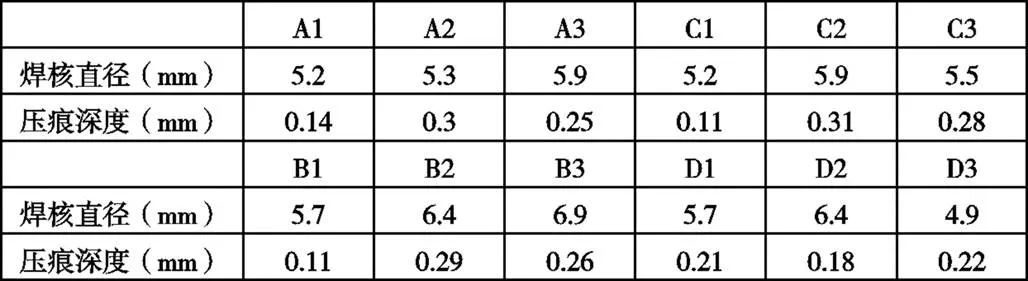
根据焊点检测仪检测结果,12组试板的焊核直径和压痕深度如表3所示,均在理论计算焊点合格尺寸范围内,即试验试板焊点全部合格。
表3 焊点的焊核直径和压痕深度
2.2 撕裂检测分析
不同的断裂机制可直接影响焊点的力学性能。Pouranvari[5]提出焊点在拉剪载荷下共有三种断裂模式:(1)界面断裂,即断裂路径沿熔核中心扩展;(2)拔出断裂,通常发生在一侧板的母材和热影响区中,然后沿熔核周围扩展;(3)混合断裂,又称部分界面断裂,即沿熔核扩展,但在扩展过程中断裂路径转变到熔核内部。

图3 撕裂后试板
本试验12组试板经撕裂检测,焊点断裂结果均为拔出断裂,撕裂后试板如图3所示。发生拔出断裂的焊点在受力过程中具有更大的塑性变形和更高的能量吸收率[6],其力学性能优于其他两种,因此在工业生产中更倾向于获得拔出断裂模式的焊点。即本次试验检测焊点均为合格优质焊点。
2.3 焊接过程检测分析
2.3.1 IQR自适应焊接模式
IQR(Intelligent Quality Regulator)是一种联机自适应调节器,用于改善焊接质量[7]。在生产过程中基于内在的智能仿真规律调节线路。IQR自适应调节原理是利用动态电阻与点焊焊核生成之间的关系,跟踪电阻曲线,强制该焊点在形成过程中的动态电阻按照合格焊点的动态电阻曲线发展,从而保证每个焊点的质量。其主要是根据材料的实际情况,如表面不平度、表面杂质、钣金件的电阻率和钣金件的厚度等自动调节焊接电流上升截止时间。即使在白车身上有诸多不同搭接焊点,自适应焊接系统在理论上也可以完全保证每个焊点焊接质量的稳定性。
2.3.2参数分析

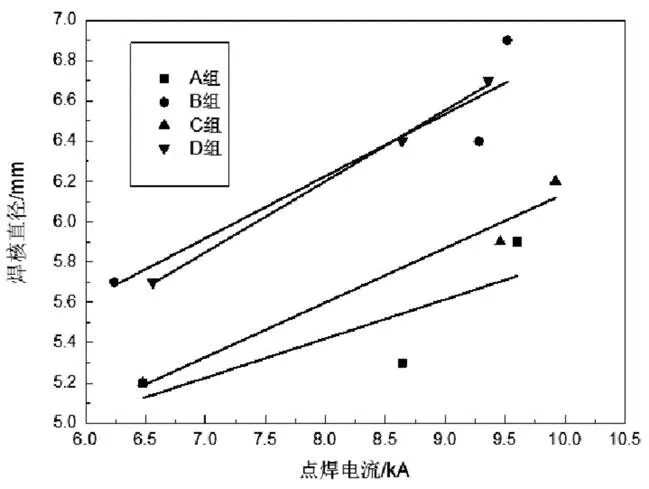
图4 焊核直径与点焊电流变关系

3 结论
IQR焊接模式根据动态电阻的变化自适应调节点焊工艺参数,节省了时间,同时保证了每个焊点的质量稳定,满足实际生产的需要。
焊核直径随点焊电流的增大而增大;对于二、三层薄板电阻点焊,板厚对焊核直径的影响要大于薄板层数。
[1] 马鸿龙,任建新,杜紫微,等.白车身试制阶段车身质量的控制[J]. 汽车实用技术, 2018(3):132-133.
[2] 魏健,赵洲洋,任建新,等.超声波检测在试制白车身焊接中的应用[J].汽车实用技术,2018(20):223-225.
[3] 陈树君,王超,于洋,等.热冲压高强钢伺服点焊工艺[J].焊接技术, 2012, 41(3):19-22.
[4] 刘兴刚.电阻点焊焊点压痕深度的预测模型[D].兰州理工大学, 2011.
[5] 刘思源,王朗,孔谅,等.先进高强钢电阻点焊接头断裂模式的研究进展[J].电焊机, 2017, 47(4):1-7.
[6] 肖智杰,曾凯,何晓聪,等. DP590双相钢点焊接头的正交试验及超声检测分析[J].材料科学与工艺, 2018, 26(2):21-26.
[7] 王智广.试制车间中的IQR与中频焊钳技术[J].汽车制造业, 2006: 39-40.
Application of IQRwelding mode in Prototype Shop
Zhao Zhouyang, Wei Jian, Lv Feng, Ren Jianxin
( Brilliance Auto R&D Center (BARC) Body Prototype Shop, Liaoning Shenyang 110141 )
BIW Prototype is an important step in automobile research and development, the quality of welding spot directly determines the quality of BIW.In this paper, resistance spot welding experiment is carried out by using IQR welding mode. According to the analysis of test results and data of welding spot, the feasibility of applying this mode in prototype shop is verified, and the influence of current and plate thickness on the diameter of welding spot under this mode is obtained.
BIW Prototype;IQR welding mode; Application
A
1671-7988(2019)03-193-03
U466
A
1671-7988(2019)03-193-03
U466
赵洲洋,就职于华晨汽车工程研究院,工程师,硕士,研究方向为白车身试制。
10.16638/j.cnki.1671-7988.2019.03.064
