浅谈新形势下铝合金焊接质量体系的建立
2019-03-04陈友兴
陈友兴
(福建省闽铝轻量化汽车制造有限公司,福建 建阳 354200)
随着汽车轻量化的快速发展,铝合金作为轻质材料也越来越多的应用于汽车制造,而铝合金焊接具有一定难度,铝合金的焊接质量控制成为相关企业的重要课题。国内外中高端焊接产品的制造企业大都依据ASME、ISO3834、EN1090、EN15085等焊接标准,进行焊接工艺评定、焊工技能评定、无损检测人员资格评定等,建立起适用于行业要求的焊接质量体系,并通过第三方机构的认证。我司制造的全铝挂车、铝合金厢车的安全风险性较低,其产品标准、客户规范并未要求建立焊接质量体系,无须花费过多的质量成本建立过于严苛的焊接质量体系,但铝合金焊缝开裂可能直接造成产品构件失效。铝合金的焊接质量很大程度上取决于焊工技能和焊工态度,因此需要围绕焊工,在公司内部建立一种专门针对铝合金焊接的质量控制体系,对焊接这一特殊工序进行控制,同时也作为公司ISO9001质量体系在焊接管理要求上的补足和完善。
1 铝合金的焊接特性和要求
1.1 焊前清理要求
铝合金表面易形成氧化膜,熔点达2000℃以上,远超过铝合金的熔点,氧化膜的存在会导致焊接时产生气孔、夹杂,可采用机械打磨去除氧化膜。另外,铝合金型材在机加工后,残留在表面上的切削液应使用蘸有丙酮的抹布擦除干净,否则工件装配后,缝隙内的切削液将引起焊接气孔。
1.2 送丝系统的要求
铝合金焊丝较软,需要使用专用的U形槽送丝轮组、尼龙质地的送丝软管以及专门的导电嘴。铝合金焊丝在焊接过程中易受到阻力而使导电嘴堵塞,影响焊接效率和质量,焊工应定期对送丝系统进行维护保养。
1.3 未熔合、裂纹缺陷
铝合金的热导率大,焊接需要的热量更大,特别是起弧时,由于母材的温度较低,易产生未熔合缺陷,因此必须采用具有“热起弧”功能的焊机。熔化状态的铝合金在凝固结晶过程中,其体积大约减少6%[1],因此铝合金收弧处在冷却过程中的收缩,易产生收弧裂纹,需要焊工掌握收弧技巧填满弧坑,防止裂纹产生。
1.4 热影响区软化
6000系列铝合金母材主要强化相为Mg2Si,而铝合金焊接接头的热影响区会发生“过时效”,产生粗化的Mg2Si颗粒相[2],接头强度大约是母材的70%,而且焊接热输入越大,热影响区的强度退化就越严重。因此,对于承受载荷的工作焊缝,强度必须计算,焊前必须进行工艺试验,以获得合理的热输入。另外,焊接返修会造成热影响区重复加热,对接头强度产生极大影响。因此,对于厚度小于4mm的铝合金薄板,散热条件差,不推荐焊接返修,只能通过焊工提高操作水平,确保较高的一次焊接合格率。
1.5 铝合金焊接的危害
铝合金焊接使用最广泛的方法是熔化极氩弧焊,而氩弧焊会产生电弧辐射、有毒气体、烟尘等,氩弧焊对健康的影响,比焊条电弧焊更强烈;铝合金焊接典型的损害有电光眼炎、铝尘肺病、呼吸道刺激症等。而新生代焊工对工作环境的要求更高,自我保护的意识更强,又大都不愿受规定的约束,公司把年轻焊工培养成才,却无法将其留住,焊工流失严重。因此,除了按传统观念靠薪资吸引焊工外,公司还需要建立优良的焊接烟尘治理系统,加强焊工的劳动保护工作,焊工才可能长期稳定的在公司从事焊接作业。
2 铝合金焊接质量控制体系
2.1 从下至上的组织理念
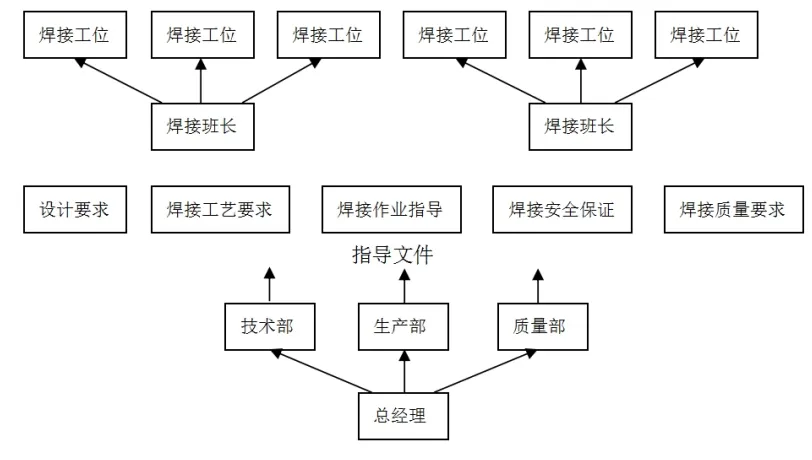
图1 组织机构图
根据铝合金的焊接特性和要求,以及新生代焊工的特点,铝合金的焊接质量很大程度上依赖于焊工,需要将焊工作为整个组织机构中的焦点,其它职能部门给予支持,由此产生了从下至上的组织理念,如图1所示。总经理为技术部、生产部、质量部等主要部门提供指导和资源保证,支持焊工的工作。从下至上的组织机构图表明,总经理在最下方,部门管理者在中间,焊接班长和焊工在最上方,中层管理者必需意识到,就铝合金产品焊接而言,为焊工服务是部门的主要任务[3];这样焊工反馈的问题能够得到迅速解决,产品的焊接质量便可提高。
2.2 六项焊接工作
针对铝合金的焊接特性和要求,根据“人、机、料、法、环、测”六大影响焊接质量的因素,总结出以下六项焊接工作,作为提高铝合金焊接质量的工作重点:
(1)铝合金焊接理论及操作培训。
(2)铝合金专用焊接设备及配件的选用。
(3)合格的材料输入。
(4)合理设计焊接结构、焊缝大小和长度;合理的焊接工艺要求。
(5)提供优良的焊接作业环境与焊工劳保。
(6)焊缝检测标准与方法,焊工绩效考核。
以上六项焊接工作有助于各部门识别和改进铝合金焊接质量的机会,并以此完善铝合金焊接质量体系程序文件中的相应规定。当这些工作出现偏差时,就可能生产出不合格的焊接产品,相应部门便要立即作出反应,解决问题。
2.3 各部门的主要职责
技术部要根据铝合金焊接接头能够达到的强度,合理设计焊接结构、焊缝大小和长度;规定合适的零件尺寸公差,使后续产品的装配间隙利于焊接;并进行焊接工艺试验,编写正确的焊接工艺指导焊工操作,包括焊前清理要求,焊接返修规程等。生产部应配备铝合金专用焊接设备及配件,以保证铝合金送丝稳定性,焊机起弧、收弧规范需可调节,电流类型应适合焊接铝合金薄板;还应设计工装夹具,固定零件且具有一定防变形作用,保证焊接可达性,焊缝的位置便于焊工按顺序进行焊接,避免焊工移动较多而引起疲劳;生产部还应确保铝合金产品从原材料下料到部件装配,各道工序均要按设计的尺寸和公差制造,并且满足工艺文件的要求,最终才能生产出合格的焊接产品。
质量部负责组织建立铝合金焊接质量体系,包括文件的编制、培训,明确各职能部门、焊接班长、焊工的任务和责任,并进行定期审查,当出现偏离技术文件的情况时,应对组织多部门进行评审,并且监督职能部门是否处理焊工反馈的问题;还负责进行铝合金焊接质量检验标准的制定,铝合金焊接质量的检查;当发现焊接质量问题时,质量部进行原因分析和制定纠正预防措施,并反馈给相应部门进行整改,从而形成焊接管理的闭环。
焊接班长要确保焊工所需的设备、工具、劳保用品齐全,工作环境安全可靠,并对焊工培训焊接工艺、质量标准、操作方法等,起到连接焊工和各职能部门的作用,从而能够稳定地生产出符合质量标准要求的焊接产品。
体系建立必须得到总经理的领导和支持,从下至上的组织理念是铝合金焊接质量体系的关键原则和基础,一旦管理层用新的理念看待组织机构,他们的角色便真正转变成为焊工服务,建立铝合金焊接质量体系的阻力就会小得多,从而为焊工提高铝合金焊接质量创造了可实施的环境。
3 结论
随着铝合金材料在汽车制造中的应用不断增加,铝合金加工市场竞争越发激烈;通过建立铝合金焊接质量体系,各部门支持焊接工作,焊工的态度变得更加积极,愿意学习并提高自己的焊接水平,能够连续稳定的输出较高焊接质量的铝合金产品,进而提高客户满意度,使公司在竞争激烈的市场中占有一席之地。