TMA法测试印制板玻璃化温度的影响因素探讨
2019-03-01王璎琰张永华
王璎琰 张永华 周 莹
(无锡江南计算技术研究所,江苏 无锡 214083)
0 前言
覆铜箔板是由树脂、玻纤布和铜箔所组成的复合物,其中树脂是对覆铜箔板的热膨胀系数影响最重要的因素。树脂在常温下为玻璃态,但它在被加热的情况下,会由玻璃态转变为高弹态(橡胶态),此时所对应的转变温度称为玻璃化转变温度,简称玻璃化温度(Tg)。基材的耐热性、耐湿性、耐化学药品性、尺寸的稳定性均与玻璃化温度有关,因此准确测量印制板的玻璃化温度无论是在材料性能检验或产品质量管控中都具有重要意义。
玻璃化温度不是一个固定的值,而是材料特性产生变化的一段区间,其测量结果与采用的测试方法,以及测试过程中的试验条件都存在相关性。本文将通过使用TMA法测量成品印制板的玻璃化温度,分别考察下列三个因素对测量结果的影响:升温速率、探头负荷、样品状态。
1 TMA法测量Tg的基本原理
热机械分析法(TMA)是指在程序控温条件下(等速升温、降温、恒温或循环温度),在受非震荡性的负荷下(如静态负荷)通过量测材料的尺寸变化,从而表征材料随温度、时间、力等发生膨胀或收缩的行为。在印制板行业,TMA法可用来测量玻璃化转变温度、热膨胀系数(CTE)、热膨胀百分率PTE(50℃~260℃)和热分层时间(T260、T288、T300)等。
热机械分析仪探头由固定在其上面的悬臂梁和螺旋弹簧支撑,实验时通过加马力马达对试样施加载荷。当试样长度(即试样管和探头的相对位置)发生变化时,差动变压器检测到此变化,则连同温度、应力和应变数据,由TMA中央处理机收集后送到TMA工作站进行数据分析,绘制出“温度—尺寸变化”曲线图(如图1)。图1中,A-B段的斜率为材料玻璃化转变温度前的热膨胀系数,用α1表示;C-D段的斜率为材料玻璃化转变温度后的热膨胀系数,用α2表示。两条线的交点对应的温度为玻璃化转变温度Tg。温度“A”应在室温以上选择;温度“B”和“C”应在曲线直线部位选择,且应分别低于和高于转变区温度;温度“D”代表感兴趣的温度(如焊接温度)。
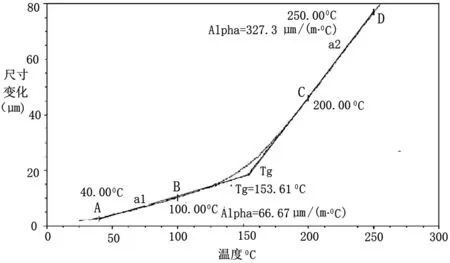
图1 TMA 法测试曲线图
2 实验设计
2.1 样品型号
待测样品选择用生益科技S1000-2型基材生产的PCB成品。生益科技公司的基材手册中列出S1000-2的Tg、Z-CTE(Z轴热膨胀系数)的参考值(见表1)。

表1 S1000-2部分性能指标
2.2 设备
仪器型号为美国TA公司TMA Q400。
2.3 实验条件
(1)吹扫气体:N2;
(2)气体流速:100 mL/min;
(3)升温速率:5℃/min~30℃/min;
(4)施力大小:0.01 N~0.1 N。
2.4 样品制作和预处理
在样品内、外层均无金属层且无阻焊的区域上取样,样品尺寸6.35 mm×6.35 mm。用铣刀/铣机进行裁切后,为减少产生的残余应变,先后采用400#、600#、800#和1500#砂纸及大量的流水细磨样品边缘来释放内应力,然后在105℃±2℃烘箱中至少放置2±0.25 h,取出后在干燥箱中冷却至室温。预处理后的待测样品(如图2)。
3 实验结果与分析
3.1 升温速率
选择样品厚度方向(Z轴)进行测定,探头施加0.05 N的负荷。分别在5℃/min、10℃/min、20℃/min、30℃/min这4种不同升温速率下将样品从室温升高至280℃,分析整理实验曲线,升温速率对玻璃化温度的影响(如图3),测试结果(见表2)。
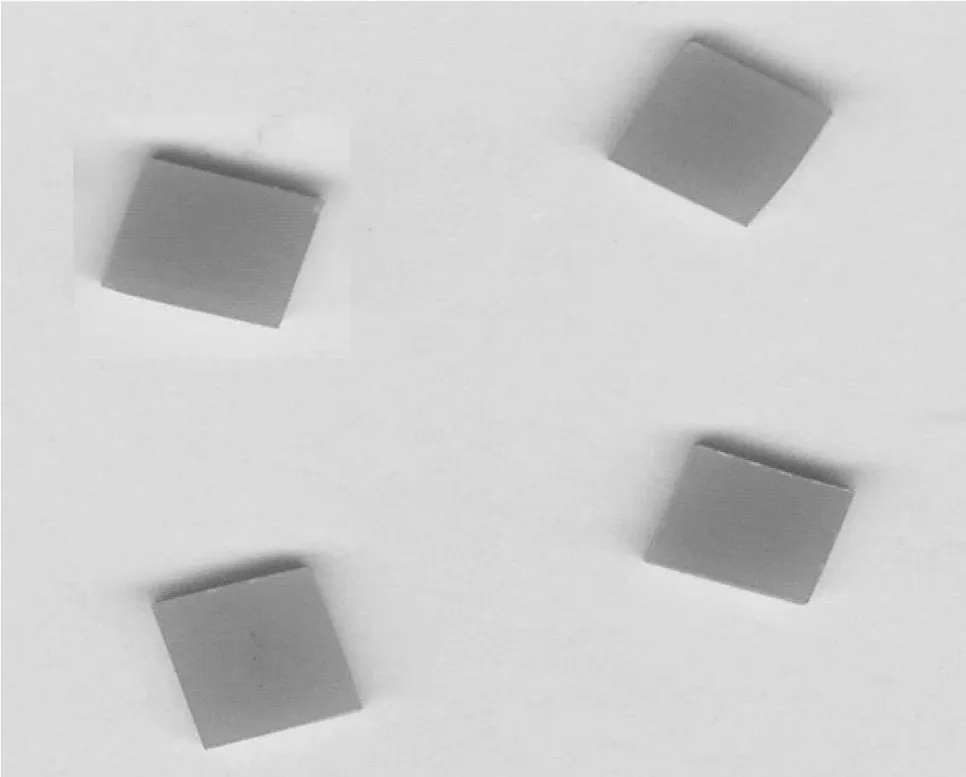
图2 待测样品实物图

图3 不同升温速率的TMA曲线

表2 不同升温速率下的Tg和Z-CTE
由表2中的实验数据可知,升温速率不同,玻璃化温度和热膨胀系数都会存在明显的差异性,其中随着升温速率的升高,玻璃化温度也会升高。这是因为升温速率过快,树脂这种高聚物的反应会出现滞后现象,链段在应有的玻璃化温度(Tg)时来不及运动,其观察时间会比低升温速率下的观察时间更短,因此在高升温速率下测得的玻璃化温度会更高。建议采用较慢的升温速率来防止热滞后现象,但适度提高升温速率又会提高测试的灵敏度,两者存在一定的矛盾性,IPC-TM-6502.4.24C中采用的升温速率为10℃/min。
3.2 负荷大小
选择样品厚度方向(Z轴)进行测定,升温速率:10℃/min,探头分别选择施加0.01 N、0.025 N、0.05 N和0.075 N这4种不同的负荷,将样品从室温升高至280℃。分析整理实验曲线,探头负荷大小对玻璃化温度的影响(如图4),测试结果(见表3)。
由表3可以看出,当施加负荷大小不同时,玻璃化温度和热膨胀系数会有小量的差异,并且随着施加负荷的增加,玻璃化温度测量结果会逐渐增大。通常实验时为了防止过量负荷导致样品的穿破或变形,会施加一个较小的负荷(例如0.01 N),但是当探头施加在样品上的力较弱时,TMA曲线会出现“跳舞”的现象(如图5)。这种现象是由于负荷过小,探头在升温过程中出现振动引起的,为避免此现象,可以适当提高施加负荷的大小,最大可达0.1 N。IPC-TM-6502.4.24C中建议起始负荷为0.05 N,实验时可根据不同的材料类型或样品结构进行适当调节,以保证探头、试样和平台三者间的紧密接触。

图4 不同探头负荷下的TMA曲线
3.3 样品状态
因为TMA是测量样品形变的仪器,所以样品本身的状态对测试也很重要,本实验为验证样品状态对测试结果的影响,分别从样品有/无阻焊,样品内/外层有无铜箔这两方面分别进行实验分析。
3.3.1 有/无阻焊
当基板的环境温度高于Tg时,树脂处于高弹态,它所具有的动能虽不足以使主链进行移动,但主链上的一些单链、支链却可以旋转,使链段发生滑移甚至卷曲,因此表现出基板材料在这段温度区间内形变率增大,厚度明显增加,加之其内应力也在明显增大,共同为分层或爆板现象的产生提供了动力因素。在分析印制板爆板或分层原因时,测试失效样品的Tg值十分必要。但通常情况下,失效样品均为成品印制板,已印有阻焊,因此本实验选取无阻焊、带阻焊和不同阻焊处理的四种样品进行实验,来验证有/无阻焊对TMA法测量印制板的玻璃化温度的影响情况。

表3 不同探头负荷下的Tg和Z-CTE

图5 “跳舞”的TMA曲线
实验选择样品厚度方向(Z轴)进行测定,升温速率:10℃/min,探头施加负荷:0.05 N,分别将四种不同样品从室温升高至280℃。分析整理实验曲线,有/无阻焊对玻璃化温度的影响(如图6),测试结果(见表4)。
由表4中的测试数据可知:带阻焊样品和采用化学药水褪去阻焊的样品,相比无阻焊样品或采用机械研磨的方法去除阻焊的样品,玻璃化温度的测量结果会略微偏大。测试成品印制板的Tg主要是指测试基材中树脂的Tg,所以在失效分析时应优先选择无阻焊的样品,例如可以请印制板厂家提供不带阻焊的同批次样品,或者选择阻焊开窗的区域,也可以用适宜的方式去除阻焊后再取样测试。
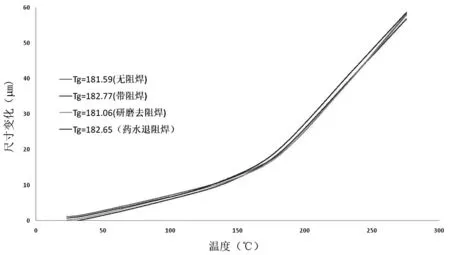
图6 不同阻焊处理的TMA曲线
3.3.2 内/外层有无铜箔
为减少印制板的翘曲和增加尺寸稳定性,多层板每一层内的导线分布应尽量平衡,导线分布的密度尽量遍及整块印制电路板,因此印制电路板在设计时,会在没有导线的空地方设计许多孤立的铜圆点、方块或者网络。当对失效印制板进行Tg测试时,往往在失效样品上找不到内、外层均无金属层的适宜测试区域,因此本实验通过比对内/外层无铜;仅外层含铜;内/外层均含铜这三种样品的实验数据,来验证内/外层含铜对玻璃化温度的影响。实验选择样品厚度方向(Z轴)进行测定,升温速率:10℃/min,探头施加负荷:0.05 N,将三种不同样品从室温升高至280℃。分析整理实验曲线,内/外层有无铜对玻璃化温度的影响(如图7),测试结果(见表5)。
由表5中测试结果可知:仅外层含铜,以及内/外层均含铜的样品Tg测量结果明显比内/外层均无铜的样品要小。从化学结构角度分析,决定高聚物玻璃化温度的主要因素有两个:链本身的柔顺性和高分子间的作用力,高分子链的柔顺性越高,高分子间作用力越小,高聚物的Tg越低。而铜作为良好的导热体,客观上会使高分子链间的作用力减弱,从而使高分子链更易运动,导致Tg偏低。样品内外层有铜会导致Tg测试结果明显偏低,所以进行失效分析时,需要特别注意选择的样品内/外层均不应含有铜箔。

表4 不同阻焊处理的Tg和Z-CTE

图7 内/外层有无铜情况下的TMA曲线

表5 内/外层有无铜情况下的Tg和Z-CTE
4 结论
(1)升温速率是TMA法测试印制板玻璃化温度的重要影响因素,随着升温速率加快,可以提高测试灵敏度,但同时产生的热滞后现象会更为明显,玻璃化温度的测量结果也会更高。
(2)用TMA法测试印制板玻璃化温度时,探头负荷不宜过高,以免发生样品的穿破或变形,但过低的负荷又容易产生测试曲线“跳舞”的现象。建议起始负荷为0.05 N,可根据样品不同的材料类型或结构进行调节,以保证探头、样品和平台三者间的紧密接触。
(3)用TMA法测试印制板玻璃化温度时,优先选用不带阻焊的试样,或者选取适宜的方式将阻焊去除后再取样测试。
(4)用TMA法测试印制板玻璃化温度时,样品内/外层含铜会导致测试结果偏低。