高精度密炼机混炼温度智能控制系统设计∗
2019-02-27刘世超王安敏王金龙
刘世超 王安敏 王金龙 赵 经
(青岛科技大学机电学院机械工程与自动化教研室 青岛 266061)
1 引言
随着混炼工艺的发展,密炼机设备正逐步朝着高精度,高度智能化的方向发展。密炼机内部特定位置温度的检测和控制一直是密炼机工作的控制目标。因此如何实现密炼机的高精度温度采集和高度智能化控制,一直是密炼机设备的发展趋势。传统的密炼机温度采集通常采用热电偶,热电偶的温度采集温度范围在-200℃~2000℃范围内,通常都可以找到我们需要的热电偶进行温度检测[2]。虽然热电偶的温度采集范围广,其在高温区域温度检测的优势不可替代。但密炼机工作温度检测范围通常在0~300℃之间,属于低温区,在低温区热敏电阻的温度测量精度和响应速度远高于热电偶。PT100热敏电阻广泛应用在-200℃~850℃范围内的温度检测。PT100热敏电阻阻值与所处环境温度变化呈近似线性关系,具有信号灵敏度高,易于连续测量的优点。因此在密炼机的特定部位预埋PT100热敏电阻,以便对密炼机内部的相关位置的温度进行检测。本文创新性的提出基于三线制PT100型热敏电阻进行温度采集的密炼机温控系统,经过模糊自适应PID控制算法实现对密炼机混炼工作的有效控制[8]。
2 密炼机温控系统方案设计
在混炼过程中,影响炼胶温度的主要因素主要包括转子转速r、冷却水温度ts、上顶栓压力p、填充系数、工艺配方等。时间温度控制法是当前比较通用的密炼机控制方案,在对胶料的混炼过程中,温度控制是一方面,混炼时间的长短对最终生产的胶片的性能也有重要影响。为了实现混炼机温度的有效控制,提高胶料的稳定性,通常控制的参数主要包括转子转速r、冷却水温度ts和上顶栓压力p。为实现混炼胶温度的有效控制,设计了图1所示的高精度密炼机温控方案。
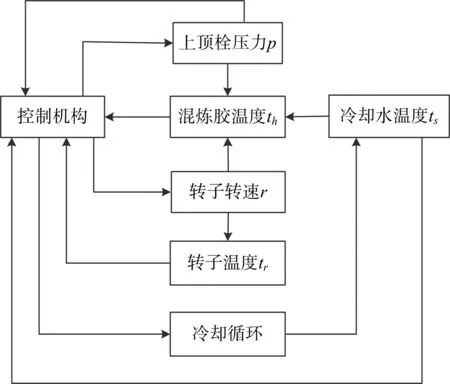
图1 密炼机温控系统总体方案
如图2所示,因为转子对胶料进行剪切和挤压会产生大量的热量,通常转速越高,混炼胶的温度也会越高[3]。冷却水温度的控制是实现密炼机机体降温的重要手段,在一定温度范围内,如图3所示,随着冷却水温的提高,混炼胶温度逐渐升高,因此冷却水温度根据混炼要求控制在一定范围内。通过图4可知在上顶栓压力过大的情况下混炼胶温度迅速上升,上顶栓压力过大不仅会增加密炼机的功率消耗,而且很容易造成焦烧,因此,密炼机上顶栓压力要始终保持在一定压力范围内,通常设置在0.3Mpa~0.6Mpa,其作用首先是协调温度控制,其次是保持胶料的盈余度,防止出现打滑现象,提高胶料的物理机械性能,促进橡胶与炭黑的混合,预防凝胶的出现。通常转子转速和上顶栓的压力是影响混炼温度的主要因素,冷却水循环起到调节系统温度的作用[4]。
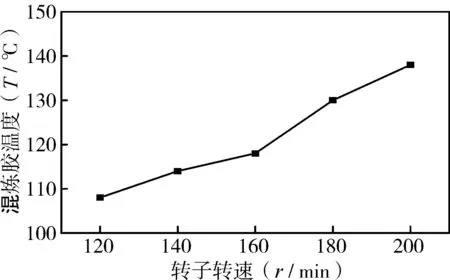
图2 转子转速对胶料温度的影响
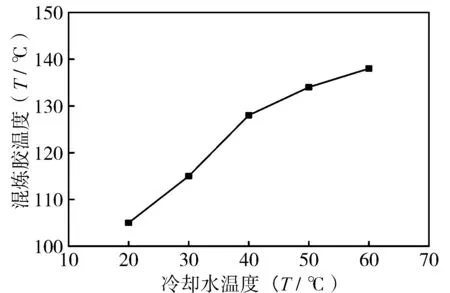
图3 冷却水温度对胶料温度的影响
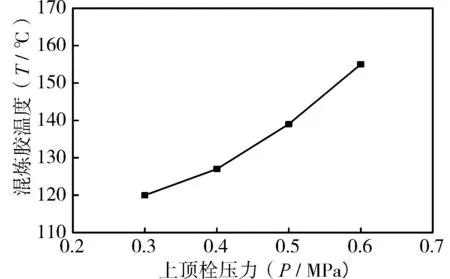
图4 上顶栓压力对胶料温度的影响
3 密炼机控制系统总体方案设计
该控制系统选择了以意法半导体公司生产的32位STM32F103为控制核心,PT100热电阻温度传感器感应来自冷却水循环系统的温度ts、转子温度tr和卸料门处混炼胶的温度th,采集的模拟温度差分信号经过ADS1248进行A/D转换,送入主控制器MCU。根据炼胶种类的实际需要,通过预设方案控制冷却水温度ts、转子转速r、上顶栓的压力p,主控制器通过程序判断密炼机各处的温度与压力是否满足混炼要求,最终实现混炼的最优化控制,密炼机的温控原理图如图5所示。
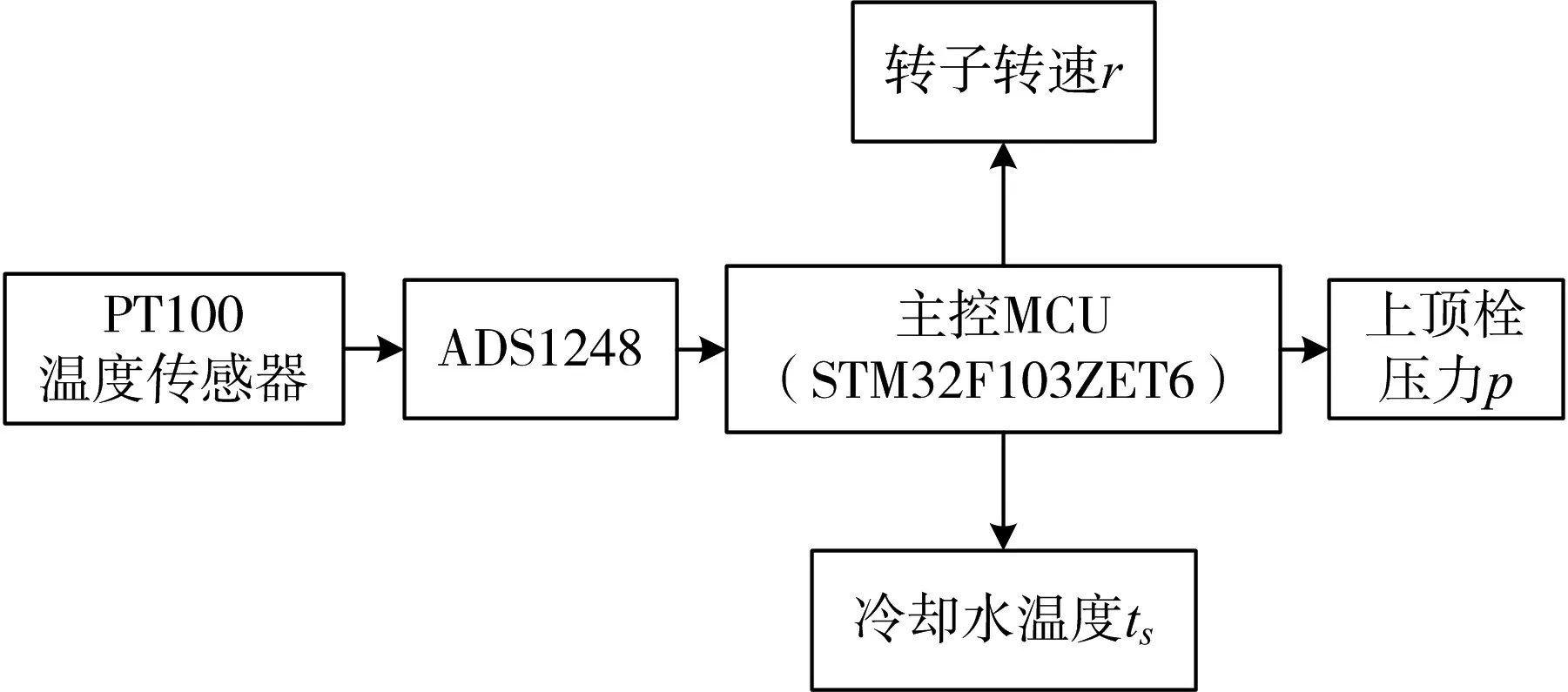
图5 密炼机温控原理图
3.1 PT100测温原理
PT100的内部结构,主要由热敏元件、MgO、引线和套装组成,如图6所示。为了提高测量精度,其中引线的截面、长度、材质都相同。根据密炼机应用环境的特殊性,选择了铠装热敏电阻,在热敏电阻与套装之间选择了导热性能良好的MgO作为介质,以更好地保护热敏电阻[1]。
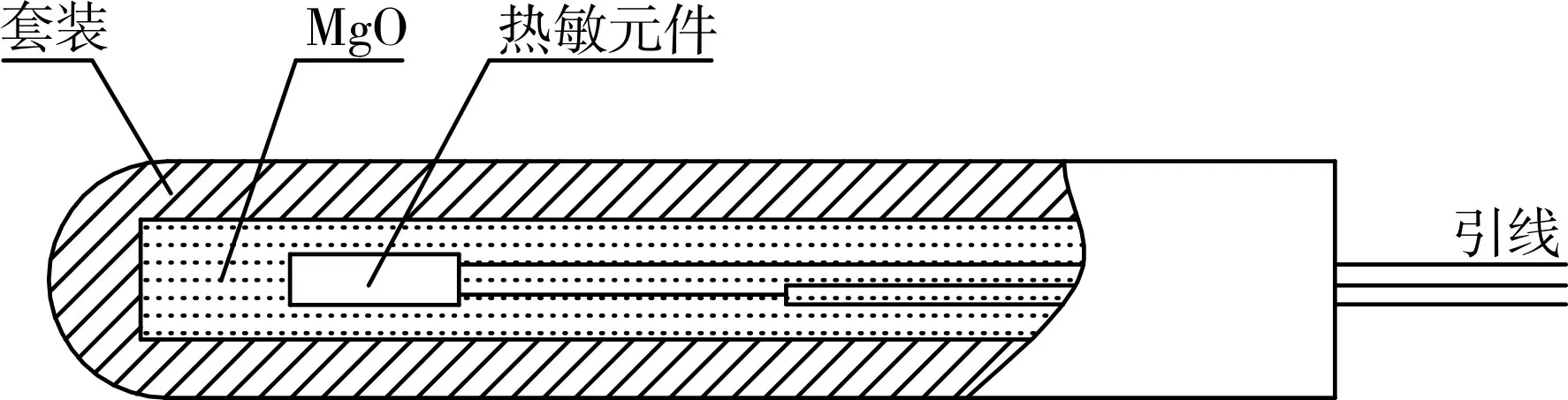
图6 PT100内部结构图
PT100热敏电阻可在-200℃~850℃工作,其在0℃以上和0℃以下的计算方法是不一样的,密炼机的工作温度在0℃~300℃范围内,所以只对PT100铂热电阻在0℃~850℃工况进行研究。在绝对0℃下PT100的电阻阻值为100Ω,其阻值与环境温度呈现近似线性变化。PT100温度采集电路常用的采集方式主要有两线制和三线制,由于两线制引线的电阻会引起温度测量的误差,而三线制PT100很好地避免了引线自身电阻对测量误差的影响,为了避免测量电路导线带有的电阻给温度测量带来的误差,因此选择了三线制的铠装PT100测量密炼机内的各部位温度。在0℃~850℃范围内,热敏电阻PT100的阻值满足下面的函数关系[10]:
Rt=R0(1+At+Bt2) (1)式中:Rt为PT100在t℃时的的阻值;R0为PT100在0℃时的阻值。A、B为常系数,当在电阻温度系数TCR=0.003851时,有A=3.9083×10-3,B=-5.775×10-7。
3.2 数据的采集
数据的采集是温度测量的重要环节,为提高数据采集的转换精度和转换速度,选择了TI公司生产的具有24位低噪声的模数转换器ADS1248,其A/D转换速率可达2Ksps,芯片内部集成有8组通用I/O口、多路选择开关、低温漂内反射、双匹配电流模数转换器(DAC)、振荡器、温度传感器、开路检测及数字过滤器。其低噪声可编程放大器(PGA)最大放大倍数可达128倍,对微弱信号有较好的放大作用。ADS1248自带的两个DAC为热敏电阻提供了稳定的工作电流。STM32通过SPI控制接口与ADS1248进行通信,通过配置多路选择开关MUX,实现对带有温度信息的差分电压的数据采集[5]。如图7所示,DAC1、DAC2表示ADS1248提供的两个电流相等的恒流源,恒流源配置成0.1mA。Rxz1、Rxz2、Rxz3表示铂热电阻导线自带的电阻。Rref表示参考电压取样电阻,两端分别在ADS1248芯片的外部与REFN1和REFP1相连。a、b两点间的电压为差分电压u,通过引脚AIN0,AIN1作为信号引入段与ADS1248建立连接[6]。
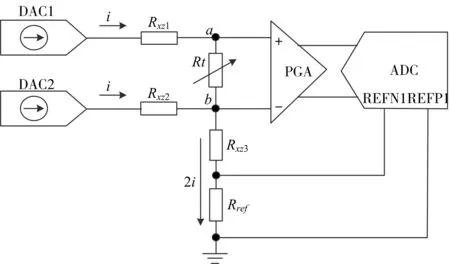
图7 基于ADS1248温度采集电路简图
当恒流源DAC电流流过热敏电阻Rt和导线自带电阻过程中都会产生压降,这时会产生通过可编程放大器PGA的差分电压u,差分电压u的计算公式如式(2)[10]:

式中:u为输入PGA的差分电压;Rt为铂热电阻实际值;Rxz1为a端铂电阻导线电阻;Rxz2为b端铂电阻导线电阻;i为恒流源电流值。
如图7所示,两路恒流电流值i在b点汇聚后在流经电源取样电阻Rref产生压降。在电阻Rref两端产生的电压差值,将作为ADS1248进行模数转换的参考电压。参考电压计算公式如式(3):)

其中:Vref为实际参考电压;Rref为参考电压取样电阻;i为恒流源电流值。
经过推导得,PT100在三线制应用中其实测热电阻值满足关系式(4):

其中:Rrtd为实测热电阻值;rrtd理论热电阻值;Rref为实际参考电阻值;rref为理论参考电阻值;(Rxz1-Rxz2)为线阻值差。
通过公式可知,PT100的测温精度与电阻导线的阻值差和参考电阻的精度有关。
4 智能化控制方案
密炼机传统的控制方案通常选择为PID控制,但是影响密炼机混炼胶温度的影响因素较多,单独采用PID控制很难达到理想的效果。为提高控制精度,选择了模糊自适应PID控制方案。相比传统的PID控制方案模糊自适应PID控制能够较高的5,6 },相应的变量模糊子集是[NB负大、NM负中、NS负小、ZO零、PS正小、PM正中、PB正大],具体规则库如表1所示。应速度,较小的误差,较好的鲁棒性能,将一些复杂的,无法用数学模型来表达的控制方案较好的得到实现[9]。
4.1 控制的实现
控制目标是混炼胶的温度th,影响因素主要有冷却水温度ts、转子转速r和上顶栓压力p。根据混炼胶种类对各项参数进行预设值,当混炼胶偏差较大时,能够让系统有较快的响应速度并以较小的超调及较好鲁棒性完成控制任务。
温度偏差较大时采用模糊控制,当模糊控制的温度偏差小于设定的阈值会停止信号的输出,转而采用PID控制,以减小稳态误差提高系统的响应速度。当稳态误差继续减小到一定程度,为避免控制过于频繁,影响系统的稳定性和精度,此时,根据PID控制3个环节之间的制约关系,根据控制工况,单独采用Kp、Ki、Kd控制系统的温度[15]。
根据PID调节的基本原则,以误差e和误差变化率de/dt作为模糊控制器的2个输入,经过控制器的量化和模糊处理,查阅模糊控制规则表,输出模糊控制量Kp、Ki、Kd。经过量化因子和解模糊输出的结果在与传统的PID结合输出系统的控制量u。将输入语言变量e、de/dt及输出语言变量Kp、Ki、Kd的模糊论域集为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,
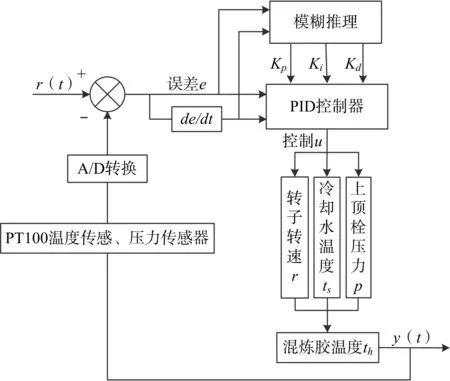
图8 密炼机模糊自适应PID控制流程图
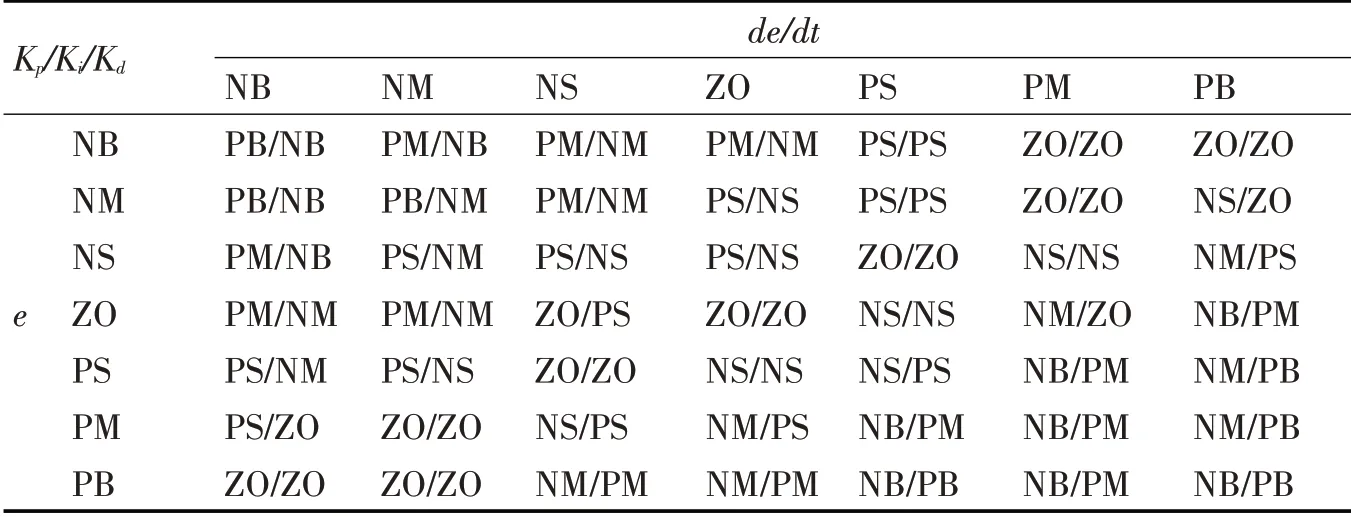
表1 模糊自适应PID控制规则表
4.2 软件设计
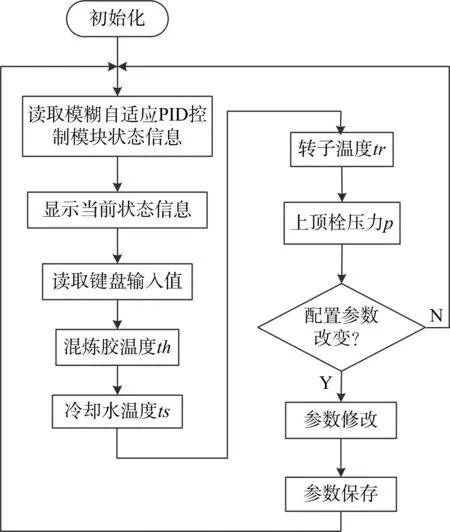
图9 主程序流程图
密炼机控制选用的STM32作为智能化控制的核心,利用C++语言编写,具有良好的调试特性,设计该嵌入式软件的主要目的是人机交互和实现对模糊自适应PID控制模块两部分的监控。主程序流程图如图9所示。
控制系统上电后,首要是初始化系统,主要工作是设定处理器的主频、时钟频率和AHB总线频率为72MHz。GPIO端口的初始化配置,设置STM32与ADS1248之间SPI端口之间的通信为普通I/O模式。初始化系统中断、SPI端口、看门狗等。CPU启动后,先对MCU与各对应单元之间的接口、线路等进行检测,不正常的地方将在上位机显示故障并有报警信息的提示;初始化过程中模糊自适应PID控制模块将读取STM32控制器的初始参数信息,并进行相关的控制运算,运算的最终结果将在显示屏上显示,控制对象混炼胶的温度th,影响因素转子转速r、转子温度tr、冷却水温度ts和上顶栓压力p都将在显示屏上显示。温度、压力等实时状态参数写入STM32主控制器,在与温度控制系统的预设参量比较后,系统自动查询模糊自适应PID控制规则表并修改控制参数,在将修改后的控制参数写入模糊自适应PID控制模块进行运算。若键盘有新的指令输入,则参数信息通过STM32与模糊自适应PID控制模块之间建立新的运算关系。若键盘没有输入,控制状态参数保持不变[12]。
5 实际测温效果分析
选择最佳的温度监测点,把PT100温度传感器分别放在密炼机的转子、冷却水和卸料口位置,以单一的制造轮胎用的天然橡胶材料为研究对象。在0℃~300℃的范围内,对PT100和K型热电偶的测温性能进行了实验比较。设置了PID控制算法和模糊自适应PID控制算法两种控制方法。实验的目的是确定出最佳的控制方案和温度传感器的选型,以实现密炼机的高精度控制。
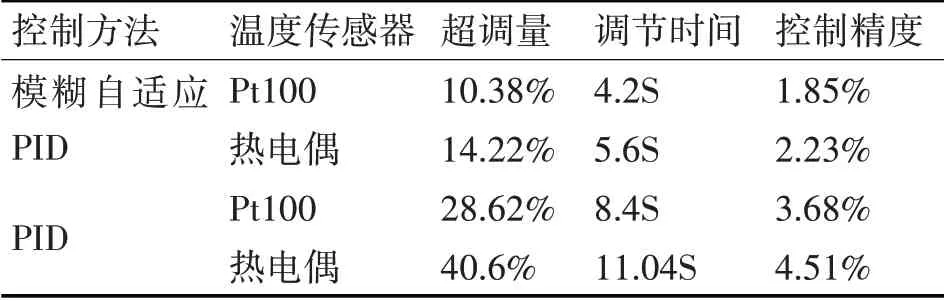
表2 工作性能指标(实验)
综合分析,通过对比法可以总结出在超调量、调节时间、控制精度三方面,模糊自适应PID控制算法相较于PID控制算法具有更好的控制性能。在模糊自适应PID控制方法下,PT100相较于热电偶超调量下降3.84%,调节时间下降1.4s,控制精度提高0.38%。在PID控制方法下,PT100相较于热电偶超调量下降11.98%,调节时间下降2.64s,控制精度提高0.83%。通过分析,在同样的控制方法下,PT100相较于热电偶具有更好的控制效果。采用PT100温度传感器测温的情况下,模糊自适应PID控制算法相较于PID控制算法超调量下降18.24%,调节时间下降4.2s,控制精度提高1.83%。模糊自适应PID控制实现良好的密炼机内部温度控制工作得益于PT100高效、精确的温度采集工作。采用PT100温度传感器采集温度显著改善了密炼机各部位的测温精度。利用模糊自适应PID控制相比传统的PID控制具有更好的性能,有效地实现了混炼过程的有效控制,提高了混炼胶的质量。
6 结语
本文根据密炼机的实际应用工况,从实际出发利用三线制热敏电阻PT100代替传统的热电偶对密炼机的转子、冷却水、卸料口等关键部位的温度进行检测。采集的模拟温度差分信号经过ADS1248芯片进行A/D转换,将数字温度信号传递给主控制器STM32。主控制器将温度采集信息与设置的控制参数相比较,经过模糊自适应PID控制算法,有效地提高了密炼机的混炼温度控制效率。该密炼机温度控制方案有效可行,在橡胶机械行业具有广阔的应用前景。
