纺纱胶辊胶圈应用体会
2019-02-26安国
安 国
(石家庄常山纺织股份有限公司 恒盛分公司,石家庄 050800)
0 引言
在纺纱生产中,主机是基础,器材专件是关键。由于主机不能频繁更新,而在客户对纺纱品质要求不断提高的情况下,器材与专件的选配和维护便成了各企业生产管理的重中之重。
胶辊、胶圈质量直接影响纺纱的产质量[1-3],据相关文献报道,胶辊、胶圈采购费用仅占纺纱成本的0.4%,但其对纺纱质量的影响却高达60%。恒盛分公司通过不断实践、优化工艺、精细化管理,逐步形成了目前以棉纺集聚环锭细纱机纺9.7 tex纱系列品种、不同档次产品结构,以满足不同客户需求。
目前,我公司在机产品有9.7 tex-2,9.7 tex-3,9.7 tex-4,9.7 tex-5和9.7 tex-5A。为降低生产成本,提升纺纱质量,最大程度地用好胶辊、胶圈,在生产该系列品种时,按照纱线质量要求对胶辊、胶圈实行梯次管理、逐步降档使用,不但能够满足纱线质量的要求,而且减少浪费[4-5]。
在表1中列出了不同品种9.7 tex纱线的用途和要求,表2中列出了其成纱指标。
1 纺纱胶辊胶圈的配置
根据9.7 tex系列品种纱的质量要求,制定相应的设备流程、工艺配置、器材与专件的选配和维护管理制度。纺同品种纱时使用的胶辊、胶圈必须做到“三同”,即同制造厂家、同尺寸规格、同周期,特别是胶辊要实行严格的梯次降档使用。这样做不但能够使器材与专件在状态上满足成纱要求,而且能保持质量的稳定,更有利于节约器材、降本增效。表3为纺9.7 tex系列品种时胶辊、胶圈的配置。
表1不同品种9.7tex纱线的用途和要求
表2不同品种9.7tex纱线的成纱指标

品种/tex条干CV/%细节粗节棉结个·km-1单强/cN单强CV/%捻度/[捻·(10 cm)-1]捻度CV/%H3 mm毛羽/[根·(10 m)-1]9级有害纱疵/[个·(100 km)-1]9.7-216.7948.6399.08741549.221342.43.554.1110.39.7-314.713.837.11521808.271302.32.984.143.39.7-412.792.629.31141858.051282.62.944.411.39.7-512.702.315.7541988.011252.93.014.301.69.7-5A12.633.016.7401978.311273.02.953.360
表3纺9.7tex系列品种胶辊胶圈配置

品种/tex9.7-5A,9.7-59.7-4,9.7-39.7-2胶辊类别牵伸胶辊引纱胶辊牵伸胶辊引纱胶辊牵伸胶辊引纱胶辊胶管型号WRC-965LXC-966ALXC-966AWRC-965WRC-965LXC-966A胶辊直径/mm29.8~30.229.229.4~29.628.7~29.029.428.7胶管邵尔A硬度/度656565666566胶圈型号/mm上胶圈:37×28×0.9;下胶圈:83×30×1.0网格圈型号/mm41.1×2542.0×24
纺织生产提升质量、降本增效,是纺织企业创新管理的方向;在产品质量能够达到客户要求的前提下,节约采购成本是降低费用的一个重要方面。随着国产器材、特别是国产胶管与进口胶管质量差距逐步缩小,多数企业纺中高档纱不再完全依赖进口。根据产品质量要求与综合成本考虑,我公司所有集聚环锭细纱机纺9.7 tex纱品种全部使用国产胶辊、胶圈,年费用为5.8元/锭。
在设备和工艺正常的条件下,胶辊的制作精度和胶辊、胶圈的内在质量与维护保养、车间的生产环境等,都会不同程度影响成纱质量。管理和使用好胶辊、胶圈不但要有合理的规范,而且要配备合适的维护保养设备。我公司配有2套BGS2MB型贝克全自动磨削系统、1台PP125-H100型胶辊套压机、1台BERKOLUBE型胶辊加油机,使胶辊制作、维护和保养效率高、精度高、一致性好、稳定性好,达到节省用工的目的。目前,我公司胶辊房用工为0.5人/万锭。
2 胶辊胶圈的应用
2.1 胶辊选型
胶辊的选型应根据设备性能、纺纱品种、工艺、纤维的种类和性能等综合考虑。根据公司对集聚环锭细纱机纺纯棉9.7 tex纱的要求,基于集聚纺细纱横动动程小、纤维平行伸直度好、结构紧密、成纱强力大等特点,都会加大对胶辊的磨损,故应选用抗压性好、稳定性好,制作、维护简便的铝衬管胶管。经过长期的生产试纺,发现使用铝衬管胶辊能够很好的适应生产要求,且其制作工序简单、回磨次数少、适纺性强,能极大的降低胶辊维护的人工成本。
2.2 胶辊硬度
胶辊硬度对纯棉纱质量影响较大,主要因为棉纤维短绒率高、整齐度差,须条在牵伸过程中较难控制,低硬度高弹性胶辊用于纺中细号纱具有较好的适纺性。由于胶辊硬度越大橡胶分子的间隙越小、弹性越差,而低硬度胶辊弹性好、受压变形大、握持弧接触罗拉沟槽数多,钳口与罗拉形成的包围弧弧面较长、握持力稳定,从而能有效缩短浮游区长度、控制纤维运动、改善成纱条干、减少细纱断头并降低成纱毛羽。但硬度太小,胶辊的回弹性低、握持力稳定性差、反向包围弧延伸大,将会造成纤维损伤、成纱粗细节增多,对成纱条干不利;同时因易疲劳中凹、使用周期短而增加用量。为此,我们进行了一定时间的试纺,应用不同硬度胶辊的成纱质量对比见表4。综合考虑所纺品种质量要求及胶辊的耐磨性、回弹性、使用周期和生产环境等因素,最终选用邵尔A硬度为65度的胶辊。
表4 不同硬度胶辊的成纱质量对比

胶辊邵尔A硬度/度条干CV/%细节粗节棉结个·km-16313.064.319.2756512.721.415.6587514.636.528.690
2.3 胶辊直径
胶辊与罗拉形成牵伸钳口,在相同压力下较大直径的胶辊壁厚大、弹性强,钳口弧面长,其握持力优于小直径胶辊,对须条握持充分、有力、均匀,而且牵伸稳定。胶辊各档直径的合理搭配,能够使摇架压力分配更符合牵伸工艺要求且使成纱质量稳定,表5为不同直径的胶辊成纱质量对比。
表5 不同直径胶辊成纱质量对比
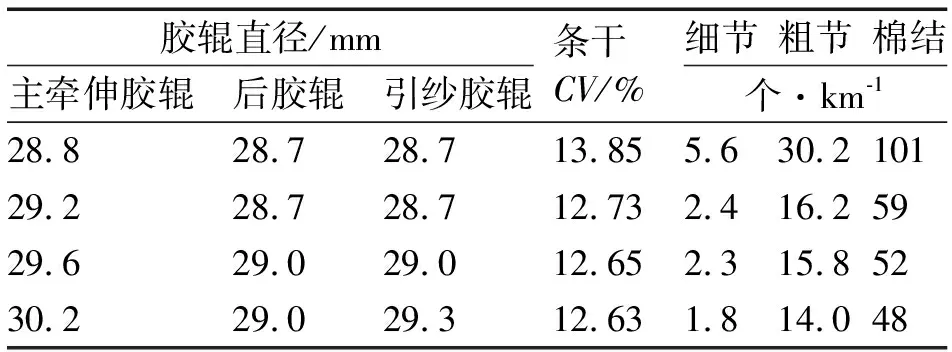
胶辊直径/mm主牵伸胶辊后胶辊引纱胶辊条干CV/%细节粗节棉结个·km-128.828.728.713.855.630.210129.228.728.712.732.416.25929.629.029.012.652.315.85230.229.029.312.631.814.048
根据经验并结合表5数据,一般主牵伸胶辊的直径应不小于29.4 mm,主牵伸胶辊与引纱胶辊直径的档差宜控制为0.6 mm~0.9 mm,主牵伸胶辊与后胶辊直径的档差宜控制为0.8 mm~1.2 mm。
2.4 套制胶辊
铝衬管胶辊无需压圆,其套制质量主要由套胶辊机的精度来保证。贝克套胶辊机采用平稳的调速气动套制方式,可一次套制成功。胶辊的轴承外壳与胶管微过盈配合,微过盈量约为0.04 mm~0.06 mm,套制时胶管和轴承同轴以确保受力均匀,充分发挥铝的弹性和延展性,达到过盈配合。套制完成后,应用胶辊结合力检测仪准确地检测铝衬管胶辊的套制质量。
2.5 磨砺胶辊
集聚环锭细纱机纺纱胶辊的磨损量较大,为了获得稳定的握持力、确保良好的牵伸状态,应控制主牵伸胶辊的回磨周期为2个月、引纱胶辊回磨周期为6个月、后胶辊回磨周期为10个月。胶辊磨砺量控制为0.2 mm,以保证消除表面凹痕时的磨砺量最小、增加胶辊的磨砺次数和使用时间;因为磨砺量过小不易消除凹痕、过大会造成浪费,同时过大的挤压摩擦会造成胶辊表面灼伤。胶辊回磨后在胶辊房至少放置24 h,随揩车进行更换,实行严格的周期管理;细纱横动控制为0.6 mm。
胶辊表面粗糙度Ra值决定了胶辊表面的摩擦性能,直接影响对纤维须条的握持能力,进而影响成纱质量。表面粗糙度Ra值过大会带来静电积聚,易产生绕花;Ra值过小对纤维须条的握持力不足,会带来生活波动、出“硬头”;同时,表面粗糙度不匀易产生细节而影响成纱条干。
根据纺纱品种和纺纱工艺确定胶辊表面粗糙度Ra值:一般混纺品种用胶辊表面粗糙度Ra值要大于纯棉品种;我公司纺9.7 tex-2,9.7 tex-3品种用胶辊表面粗糙度Ra值控制为0.5μm~0.7μm;纺9.7 tex-4,9.7 tex-5品种时则控制为0.6μm~0.8μm;其它混纺品种则控制为0.8μm~1.0μm,在多年的生产实践中的成纱质量稳定。
2.6 胶辊表面处理
胶辊表面处理对于稳定生产和提高成纱质量至关重要,纺纱过程中胶辊的缠、绕、带不仅严重影响成纱质量,而且造成额外的物料和能源消耗;为此,应根据纺纱原料、品种、工艺、温湿度以及设备状况优化处理。目前,我公司使用的贝克磨床带有紫外线自动光照处理系统,利用波长为200 nm~300 nm的紫外线照射、激发胶辊表面,使橡胶分子活跃而重新发生交联聚合,以提高胶辊的抗绕性和抗静电性。长期生产实践表明,铝衬管胶辊纺纯棉9.7 tex纱,无需再进行其它表面处理,其维护效率高、生产稳定,极大地降低了物料消耗和人工费用。
2.7 胶辊胶圈的搭配
胶圈要严格按照使用周期进行更换,一般约为5个月;为了稳定生活,上、下胶圈随揩车新、旧搭配上车,严禁同时更换;上、下胶圈清洗一次后均做报废处理。经试纺对比,我公司胶辊、胶圈搭配方案为:无锡二橡胶产的胶辊配其胶圈,兰翔胶辊配如东胶圈,生产质量稳定。表6为上、下胶圈工艺配置与使用寿命对比。
表6 上下胶圈工艺配置与使用寿命对比
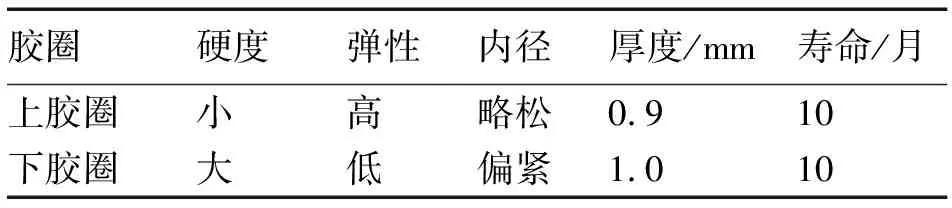
胶圈硬度弹性内径厚度/mm寿命/月上胶圈小高略松0.910下胶圈大低偏紧1.010
3 结语
3.1胶辊、胶圈是关键的纺纱器材,与提高纺纱生产效率和纱线质量密切相关,其采购费用仅占纺纱成本的0.4%,而其对纺纱质量的影响高达60%。
3.2胶辊、胶圈的应用和管理对成纱质量至关重要,企业为纺好纱应优选胶辊、胶圈,还应重视胶辊、胶圈的科学使用与管理,根据不同的纺纱品种制定相应的管理措施,以充分发挥胶辊、胶圈效能。
3.3胶辊应实行严格的梯次降档使用,同品种使用的胶辊、胶圈必须做到“三同”,即同制造厂家、同尺寸规格、同周期,才能够使其从状态上保证成纱要求,更有利于节约纺纱器材、降本增效。
3.4节能、降耗、提质、增效是纺织企业生存和发展的有效手段,提高胶辊的制作精度、维护和保养效率,使其一致性好、稳定性好方能达到节省用工的目的;合理选用胶辊、胶圈,不断对其工艺进行优化可以提升纺纱质量。