浅谈宿迁大柳巷船闸桁架式节点弧形三角门的制作
2019-02-26
一、概述
宿迁大柳巷船闸闸门结构为空间桁架节点弧形三角门,根据图纸设计闸室净宽为23m,闸门分为上下游各两扇,输水廊道阀门4扇,闸门高度为上游9.0m,下游11.4m。门体结构由面板梁格系、顶底片桁架、空间联系桁架、端柱等组成。闸门主要材料由Q235B和工字钢、槽钢、角钢组成。各钢架部分为空间网架结构,网架杆件采用角钢加缀板连接型式,空中节点采用板式节点。根据招标文件及图纸所示尺寸,结合该公司的技术力量和设备、场地、道路运输等条件,该闸门在厂内胎模上进行分段制作,以保证面板部分线型准确。
二、门体制作
1.胎架平台制作
以现有的胎架为基础,加设支撑板,与胎架焊牢固;用水准仪将支撑板纵向找平,水平误差±1mm;按照面板弯曲的圆弧标高,用水准仪横向确定各个节点的标高,标高误差小于±1mm;将闸门面板铺在支撑板上,定位焊接牢固,以此作为制作平台;定位支撑节点板布置密度横向间隔1000mm,纵向间隔≤2000mm。
2.面板制作
(1)主弧面板(主弧R=12390mm)制作,采用先拼焊后弯制的方式,使用三星滚轧圆机轧制弧度,吊上胎架平台后再适当施加外力进行弯制。边羊角弧形面板(R=700mm)和中缝羊角弧形面板(R=700mm)由于弯曲曲率较大采用三星滚分段进行弯曲或油压机压制成型,注意防止扭曲。
(2)面板的分块原则:面板使用2m宽的钢板组合,长度不够先横向对接。1) 保证面板的焊缝,不与各主横梁、各次梁重合。2) 尽量减小面板焊缝的密集度。
(3)面板按前图放好余量,做成整块。面板对接焊缝主要采用埋弧焊焊接,对接坡口包括:1) 面板对接焊缝坡口型式及加工方法:单面U型坡口双面焊,坡口可采用碳弧气刨加工而成,见图1。2)面板对接缝的焊接:顺序①采用CO2气保焊打底,顺序②③采用埋弧自动焊盖面,见图2。
先CO2气体保护焊打底焊接,并用角砂轮磨光,再采用埋弧焊焊接,焊接好后,面板翻身,用碳弧气刨刨缝清根,并用角砂轮磨光,再使用埋弧焊焊接。CO2气体保护焊焊丝为H08Mn2SiA,保护气体为99%纯度的CO2气体。
3.梁格制作
(1)T形梁制作:根据大样,丈量好尺寸,下料。所有横梁、竖梁、竖直次梁焊接成型并整形,检验合格后进入总拼装工序。
(2)弧形主横梁制作。①放样1:计算机制图,排版放样。下料:使用氧气乙炔数控切割机,进行切割下料。②放样2:在放样平台上整体放主梁拼接大样,焊接限位板,将下好料的主梁腹板部件进行对接,焊缝为一类焊缝。
当需要放样连续尺寸时,把尺子放到工件(钢板)上不动,按照基线尺寸方式画线,则每次只存在1次误差,不能按照连续尺寸方式画线,连续画线方式会产生积累误差。
4.竖梁、竖直次梁的制作
(1)T型梁构件的组装:T型梁装配间隙e≤1mm。
(2)使用剪板机进行下料,在平台上进行组装焊接,同样的次梁组装数量大时,必须制作组装胎模。拼装好后用辅材加固焊接,以便控制焊接变形。
(3)T形梁的焊接,采用双面对称焊接,防止产生斜T形梁。
(4)T形梁的整形,使用型钢校直机进行机械滚压整形。
5.梁格拼装
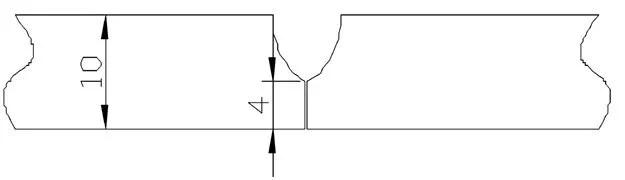
图1 单面U型坡口图
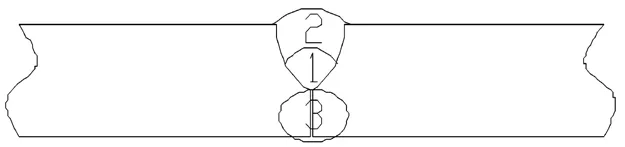
图2 面板对接坡口及焊接顺序图
(1)在弧形面板展开料上放整体大样,放样报检合格后,按图弯曲成形主弧面板。
(2)按照放样尺寸,安装主横梁,先安装1号主横梁,保证垂直度和位置的准确,定位焊接。
(3)按照放样尺寸,安装竖梁和竖直次梁;由中间向两侧安装。
(4)按照放样尺寸,安装2号主横梁。
将做好的构件按大样尺寸与闸门面板定位焊接,要保证梁与面板间的拼接焊缝间隙<2mm,经检验合格后进入焊接工序。
6.门叶焊接
先焊主横梁,再依次焊隔板,水平次梁及竖直次梁。焊接原则:由中间向两边焊接。要求人员对称位置焊接;采用CO2气体保护焊。
梁格焊接顺序:(1)先焊立焊缝。(2)再进行装配定位焊接,定位焊接次序,先用φ4的J507焊条焊接主横梁依次为1、2-2、3-3,再定位焊接竖次梁依次为1、2-2、3-3、4-4、5-5、6-6、7-7、8-8。(3)检验尺寸合格后,使用CO2气体保护焊,按照装配时同样的顺序进行焊接。
7.桁架制作
(1)主桁架的拼装、制作:弧形三角门桁架系是一个由工字钢与槽钢及角钢连接的空间立体结构,需通过每个平面内的杆件所在的正面视图来放大样、计算杆件实长及划出杆件端部的形态。
①放样下料:角钢~角钢连接型杆件两端都是平直头,这类杆件划线后,用角钢剪断机进行剪切下料;角钢~槽钢及工字钢连接杆件的端头用手割刀进行下料,并控制好杆件的长度。并在杆件上弹好中心线控制好杆件两端切口的角度。
②桁架:按左上片桁架、左下片桁架、右上片桁架、右下片桁架大样单件制作,在厂内放样配料、预拼装,组装好之后,编号并解体,门系桁架杆件与门叶拼焊,同时做好检测记录和安装检查控制线。桁架中间连接花架杆件,只要条件具备尽量在厂内做成单部件。
③工字钢主杆件两端用-8mm钢板封头,做密封处理,确保不渗漏。
(2)节点板与杆件连接的焊接要求:
①所有杆件两端均应留有焊接位置,以便能保证焊接质量。
②焊接方法选用焊条电弧焊或CO2气体保护焊。
③清除坡口表面及两侧20~30mm范围内油污、铁锈、氧化铁等有害杂质。
④CO2气体的纯度要求>99.5%以上,气体流量为15~20L/ min,露天作业应做好防风措施。
⑤多层多道焊,应确保根部、层间、焊缝表面边缘的熔合良好,焊缝层间应清理干净,无气孔、焊瘤、未熔合等缺陷,各层各道间接头应错开30mm以上。
⑥全位置焊接时,焊接电流不易过大,以防铁水下坠,严禁CO2气体保护焊从上向下施焊,组合焊缝中的角焊缝,焊脚高度要求坡口侧盖出1~2mm,另一侧焊脚高度为6mm。
⑦组合角焊缝焊趾应圆滑过渡,焊缝表面成形良好,无裂纹、咬边、气孔、焊瘤等焊接缺陷。
8.闸门端柱制作
(1)下料:根据图纸尺寸,放足大样,下料,长料用半自动气割机下料,短料用剪板机下料,长度方向放足焊接收缩余量。
(2)腹板对接:40mm的钢板和20mm的钢板对接,不等厚度的腹板对接采用斜坡型坡口,坡口宽度80mm,使用刨床加工,然后焊接,焊缝为一类焊缝。
(3)拼焊: 所有构件在平台上进行拼装,两侧翼缘预弯,腹板对接,端柱背面中间立板与翼缘板拼焊成梁系,拼装时控制好桁架中心线。
(4)焊接及消应力:在加固焊的基础上,对端柱进行焊接,焊接时采取相应的控制变形措施。端柱焊接成型后采取振动消应力处理。
(5)对端柱进行整形:焊后,对局部弯曲部位进行校正。使端柱腹板(底枢钢板-40×1160×1230和顶枢钢板-40×1160×1540)在同一平面内。热矫形,将构件加热到800℃~900℃,加热时间不宜过长,防止钢材氧化、脱碳、过热、过烧、裂纹发生。辅助以机械压力矫正变形。端柱制作完毕后,安装限位板,对其与桁架连接部位划线,打好样线,以便总拼装。
(6)检验要求:端柱长度=上游8855±2mm,下游 11255±2mm,扭曲2mm。
(7)放好端柱正反两面中心线和安装控制线,并打好样冲印。
9.闸门整体拼焊
(1)以面板梁格为基础,依次吊装中间桁架、顶桁架、底桁架。将各桁架按划好的样线吊装,保证其与胎架的垂直度(经纬仪或吊锤测),顶底桁架的间距+3㎜,平行度控制在2内,并定位焊接。拼装相应的斜杆件。检验合格后进入下道工序。
(2)拼装竖桁架:将竖架的两根主杆件就位,保证其正确的位置,要求其水平控制在2mm,定位焊接,拼装相应的联系杆件。检验合格进入下道工序。
(3)斜桁架就位:按图纸要求将桁架就位,并定位焊接。
(4)端柱就位:将端柱吊装就位,与顶底桁架拼装,保证顶底桁架间距+3mm,同时要求保证端柱的水平度在1mm内(用水平仪测),点固。检验合格进入下道工序。
(5)拼装空间各联系杆件架:将原先按大样下好的杆件拼装就位,并定位焊接。
三、总结
面板梁格系、顶底片钢架、空间联系钢架、端柱制作好坏是空间桁架节点弧形闸门制造安装精度的关键。采用合理的制作工艺措施,可以控制闸门各大组成结构的放样尺寸和焊接变形,进而保证闸门整体拼焊的几何尺寸。经监理单位的检测,制作好的弧形三角门均符合有关验收规范和质量评定等级的要求,并得到了业主的好评,也为今后制造同类产品积累了丰富的生产经验■