圆珠笔质量水平调查与评价报告(续)
2019-02-26姚鹤忠
姚鹤忠
4.2 耐干性及耐干性变化率比较
耐干性反映了墨水储存在笔芯中,在高温环境下的脱帽时间,而耐干性变化率则是在经历了高温加离心试验后再考核墨水在高温环境下的脱帽时间,与初始值比较其变化大小,是匹配性能中综合反映墨水耐高温及长期稳定性的重要指标。
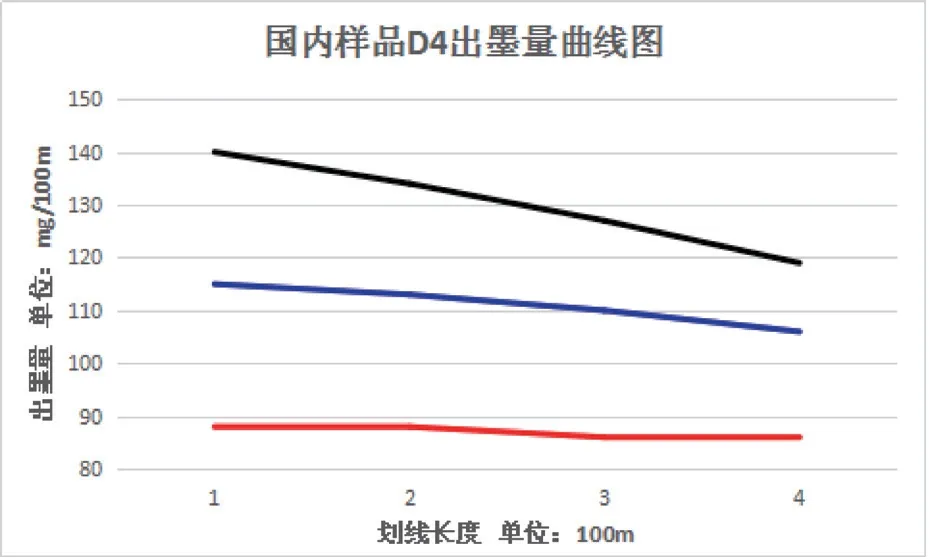
图16 国内样品D4平均出墨量曲线图
经过对国外样品和国内样品的耐干性及耐干性变化率得分相加的平均值、耐干性天数的平均值以及耐干性变化率平均值比较,总体上国内样品优于国外样品,具体见表17。
4.3 笔头磨损量比较
磨损量将影响书写流畅性,特别是出墨量波动,严重的磨损甚至会造成笔头内供墨通路的阻断,在还有相当量墨水时就无法书写。
笔头磨损量总体平均值比较,国内样品优于国外样品,这也是造成书写舒适性维度国内样品优于国外样品的主要原因。
图17所展示的国外样品F2笔头磨损量,最小值为3.25μm/100m,最大值为9.25μm/100m,已超出评价范围(5μm/100m)。
图18所展示的国内样品D2笔头磨损量,最小值为0.25μm/100m,最大值为1μm/100m。
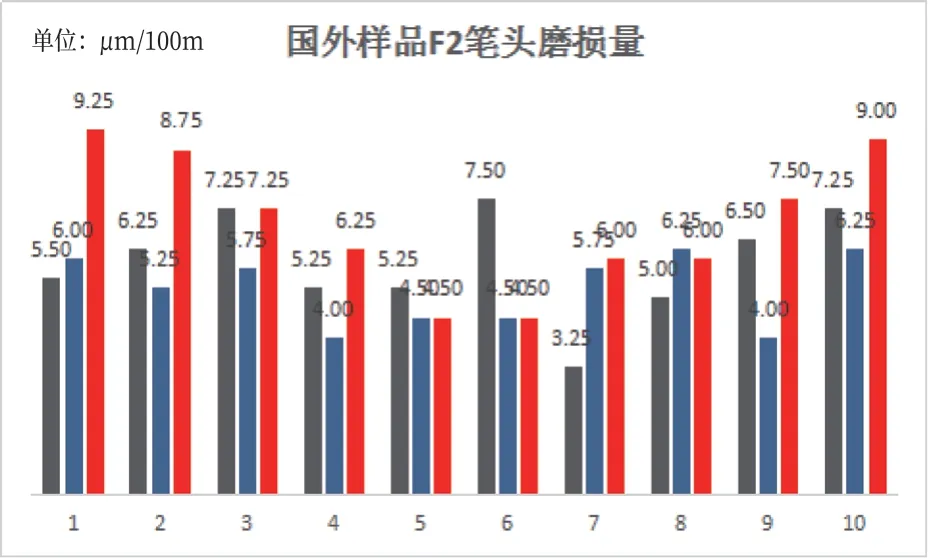
图17 国外样品F2笔头磨损量
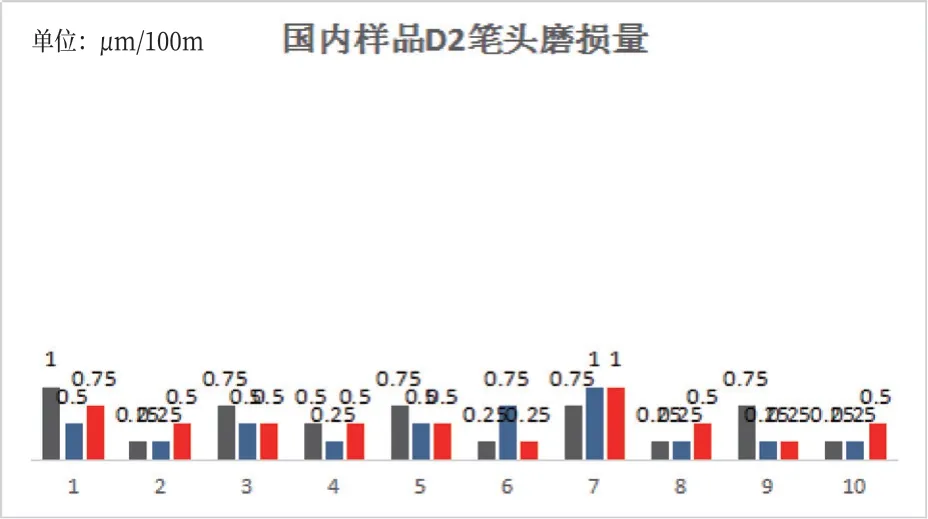
图18 国内样品D2笔头磨损量

表17
4.4 书写润滑度比较
书写润滑度反映了笔头滑度、墨水润滑性等综合性能,是消费者书写体验的主要考核指标之一,并且通过比较笔头滑度与书写润滑度数据,可以明确地说明墨水的润滑性能。
国外样品的笔头滑度平均值为0.353,其中最小的为0.308,最大的为0.409;国内样品的笔头滑度平均值为0.327,其中最小的为0.272,最大的为0.370。尽管国内样品在笔头滑度方面优于国外样品,但是,国外样品的书写润滑度平均值为0.281,其中最小的为0.170,最大的为0.354,墨水润滑性的改善平均比率达到25.62%;国内样品的书写润滑度平均值为0.298,其中最小的为0.269,最大的为0.348,墨水润滑性的改善平均比率仅达到,9.73%。最终,国外样品在书写润滑度方面优于国内样品(见图19)。

图19 国外样品与国内样品书写润滑度比较
如果以典型的个例来说明,可以更直观反映上述问题。
图20是国外样品F4的笔头滑度与书写润滑度数据,其笔头滑度平均值为0.345,黑色笔芯的书写润滑度平均值为0.177,墨水润滑性的改善比率达到48.7%;蓝色笔芯的书写润滑度平均值为0.175,墨水润滑性的改善比率达到49.28%;红色笔芯的书写润滑度平均值为0.170,墨水润滑性的改善比率达到50.72%。
图21是国内样品D2的笔头滑度与书写润滑度数据,其笔头滑度平均值为0.316,黑色笔芯的书写润滑度平均值为0.348,墨水润滑性的改善比率达到-10.13%,也就是说不但没有改善润滑性,反而增大了摩擦系数;蓝色笔芯的书写润滑度平均值为0.3102,墨水润滑性的改善比率达到1.84%;红色笔芯的书写润滑度平均值为0.269,墨水润滑性的改善比率达到14.87%。
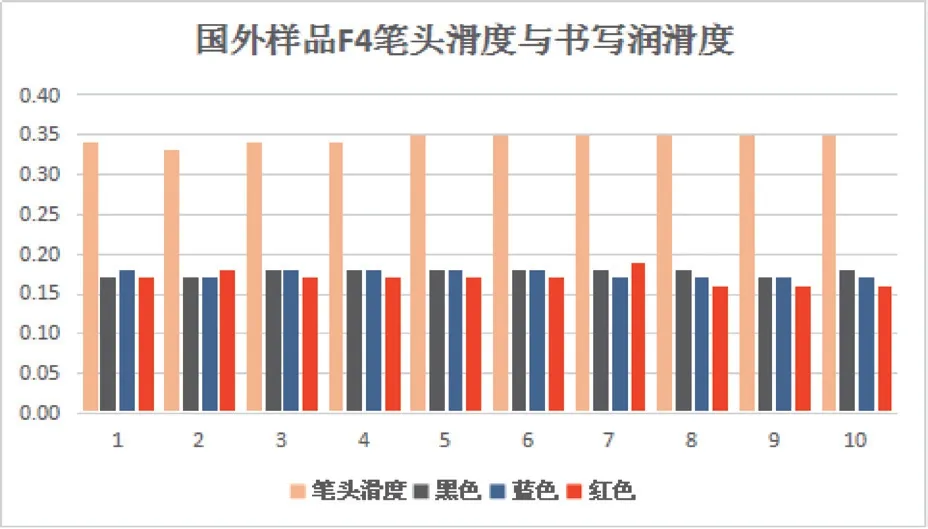
图21 国内样品D2笔头滑度与书写润滑度
结束语
根据本报告的数据,以及综合分析评价的结果,针对国内样品与国外样品的差距,提出以下几方面改进建议:
1.笔头加工精度还需要提升,特别是一致性误差的控制水平还是薄弱环节,需要进一步加强。此外,在笔头内部结构与尺寸间隙设计,应该在搞清基本机理的情况下与应用性能更密切关联起来。
2.中性墨水的触变性需要进一步提高,高剪切速率(4500s-1)下的表观粘度还有进一步降低的空间,通常情况下在20-30mPa.s比较适宜。
3.出墨量的控制水平也是薄弱环节之一,不仅在出墨量大小方面要控制在±20mg/100m范围内,还必须关注整个书写全过程(尤其是划线长度较长的)的出墨量波动,应该学习国外样品在开始时有所控制的方式,确保全过程的出墨量波动相对比较平稳。
4.在确保长期稳定性的前提下,适当提高墨水润滑性,进一步改善书写流畅性和消费者书写手感体验。
5.其他方面是指没有包含在评价标准内的比较重要的内容,例如笔芯连接的结构、液体浮塞的跟随性、笔或笔芯制造工艺等。
5.1笔芯连接的结构,国外样品的笔芯连接结构相对复杂(见图22),里面放一颗钢珠,起单向阀作用,对防止墨水倒流作用明显,对控制供墨量亦有一定作用;
5.2液体浮塞的跟随性对出墨量的波动有明显影响,因此,液体浮塞的选配也是非常重要的;
5.3笔或笔芯制造工艺主要是离心工艺、灌墨(液体浮塞)量控制,以及制造环节全过程控制等,如何保证不良品率控制水平达到国内乃至国际先进水平。

图22 连接防倒流结构
本报告第一次尝试对国内外圆珠笔质量水平进行调查与评价,由于尚无先例或类似的资料信息可供参考,目前所掌握的样品量数据还很有限,因此,难免会存在各种疏漏甚至是错误,希望能够得到关心制笔行业的领导、专家和同仁的批评指正。

