絮凝-活性炭-过氧化氢复合工艺处理醇酸废水
2019-02-21,,
, ,
(山东大学 化学与化工学院,山东 济南 250100)
醇酸废水是在油脂、印染等行业生产及精制过程中产生的一种高浓度、高污染、气味大、难降解的工业有机废水,是造成水体污染的主要污染源之一。我国每年都会产生大量的醇酸废水,因此对于醇酸废水的有效处理成为一项重要课题。
目前,处理醇酸废水的方法有很多,按其作用原理一般可分为物理化学法(主要有萃取法、化学混凝法、电絮凝法、铁碳微电解法等)、化学法(主要有Fenton类氧化法、电化学氧化法、臭氧类氧化法、光催化氧化法、超临界水氧化法等)和生物处理法(主要有好养生物法、厌氧生物法、厌氧-好氧联合法)等。对醇酸废水采用单一的处理方法很难达到理想效果,因此利用联合处理方法是解决这一难题的一种新颖而有效的途径[1]。
本研究采用的絮凝剂作为一类阳离子型丙烯酰胺类复合物,是一种新型无机高分子絮凝剂。向水中投加该絮凝剂后,该絮凝剂提供的大量阳离子使胶核表面变为等电状态,在此状态下,胶粒间静电斥力消失,发生脱稳凝聚。同时,该絮凝剂在废水中展开产生网捕作用,使胶粒快速粘结沉淀,进一步强化絮凝效果[2]。
活性炭既是良好的吸附剂,也是优良的催化剂。本研究采用的粉末活性炭内部有大量的空隙,比表面积可以达到1000m2/g,具有很强的吸附能力,它可以吸附水中难以降解的小分子有机物、除色以及除味等。同时它也能够催化过氧化氢释放强氧化性的羟基自由基·OH[3]。
过氧化氢分解产生的羟基自由基·OH具有强氧化性,通过自由基与有机化合物之间的加成、取代、电子转移、断键等作用,使水体中的大分子难降解有机物氧化降解成低毒或无毒的小分子物质或直接矿化为二氧化碳、水等无机物,从而使醇酸废水的COD值降低,可生化性提高[4]。
本文利用絮凝剂、活性炭、过氧化氢等对某厂的醇酸废水首先进行絮凝处理,然后调节废水pH值并进行催化氧化,以降低其COD和色度。
1 试验部分
1.1 试验对象
本试验所需醇酸废水采自山东省滨州市某油脂生产企业,其pH值为6.26,COD为25290mg/L,颜色为深棕色,色度为80倍。
1.2 试验仪器与试剂
仪器:JJ-4型六联动搅拌机;雷磁PHS-25型pH计;GR-2000电子天平;DZKW-4型电热恒温水浴锅。
试剂:市售絮凝剂;粉状活性炭;过氧化氢(质量分数30%),分析纯;浓硫酸(质量分数98%),分析纯。
1.3 试验方法
采用絮凝与氧化试验方法,通过单因素试验,试验了絮凝剂添加量、反应温度、反应时间、反应pH及活性炭添加量、过氧化氢添加量等不同条件下,絮凝-活性炭-过氧化氢组合工艺对醇酸废水的处理效果。
絮凝试验方法:取絮凝剂于醇酸废水试样中,静置24h后过滤,取清液供后续试验使用。
氧化试验方法:取100mL试样于250mL圆底烧瓶中,调节pH,然后依次加入活性炭、过氧化氢,将圆底烧瓶置于机械搅拌机反应,反应一定时间后,终止反应,测定反应后的COD和色度。
1.4 测定方法
COD:重铬酸钾法;
色度:稀释倍数法(GB 11903-89)。
2 结果与讨论
2.1 絮凝试验
在保持相同试验条件,处理量为100mL时,考察絮凝剂添加量对醇酸废水处理效果的影响。结果见表1。

表1 絮凝剂对COD去除率和脱色率的影响
从表1数据可以看出,添加絮凝剂后,大量漂浮油污及大分子有机物被絮凝为沉淀除去,废水试样COD去除率最高达到44.65%,这与漂浮油污COD在原醇酸废水中所占COD比值大有关。随着大分子有机物的絮凝沉淀,废水色度有所改善。而絮凝剂量加大并未使试验结果有明显改善,这表明添加少量絮凝剂即可达到理想效果。最终,综合考虑COD去除率、脱色率及成本,选择絮凝剂添加量为0.5%(质量分数)。
2.2 氧化试验
2.2.1 反应温度的影响
在保持相同的试验条件活性炭添加量2%(质量分数),过氧化氢添加量6%(质量分数),反应时间4h,反应pH值为4,处理量100mL时,考察反应温度对醇酸废水处理效果的影响。结果见表2。

表2 反应温度对COD去除率和脱色率的影响
从表2数据可以看出,当反应温度从20℃逐渐升高到60℃时,废水COD去除率与脱色率呈上升趋势。在60℃时,COD去除率达到82.33%,脱色率也达到93.75%。当反应温度大于60℃时,脱色率虽然仍然显著,但废水COD去除率有所降低。这可能是随着温度升高,过氧化氢催化反应增强。但当温度高于60℃时,过氧化氢分解率增大,氧化反应减弱。最终,综合考虑COD去除率、脱色率及成本,选择反应温度为60℃。
2.2.2 反应时间的影响
在保持相同的试验条件活性炭添加量2%(质量分数),过氧化氢添加量6%(质量分数),反应温度60℃,反应pH值为4,处理量100mL时,考察了反应时间对醇酸废水处理效果的影响。结果见表3。

表3 反应时间对COD去除率和脱色率的影响
从表3数据可以看出,当反应时间从0.5h逐渐增加4h时,废水COD去除率与脱色率呈上升趋势。当反应温度大于4h时,COD去除率、脱色率虽然仍然显著,但趋势已趋于平缓,且时间过长有返色现象。这可能是随着反应时间的延长,反应已达到平衡,长时间反应后部分未分解有机物反应生成带色化合物,导致有返色现象。最终,综合考虑COD去除率、脱色率及成本,选择反应时间为4h。
2.2.3 反应pH的影响
在保持相同的试验条件活性炭添加量2%(质量分数),过氧化氢添加量6%(质量分数),反应温度60℃,反应时间4h,处理量100mL下,考察了反应pH值对醇酸废水处理效果的影响。结果见表4。
从表4数据可以看出,酸性条件下,随着pH值逐渐降低,COD去除率、脱色率呈上升趋势。在碱性条件下,COD去除率、脱色率均受到抑制。这主要是过氧化氢在酸性条件下具有强氧化性,能够分解释放强氧化性的羟基自由基·OH,而在碱性条件下,过氧化氢受到抑制有关。最终,综合考虑COD去除率、脱色率及成本,选择反应pH值为4。
2.2.4 活性炭添加量的影响
在保持相同的试验条件过氧化氢添加量6%(质量分数),反应温度60℃,反应时间4h,反应pH值为4,处理量100mL下,考察了活性炭添加量对醇酸废水处理效果的影响。结果见表5。
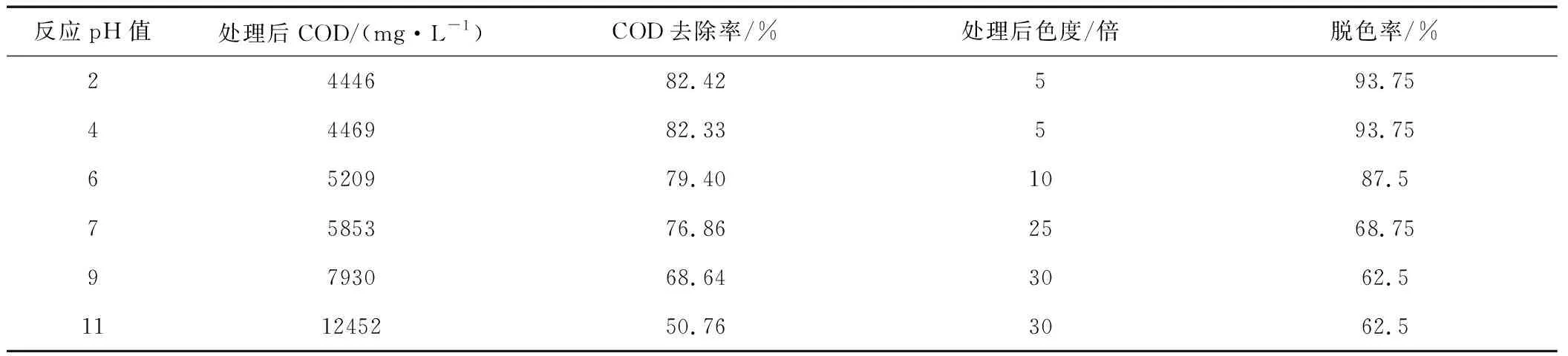
表4 反应pH值对COD去除率和脱色率的影响
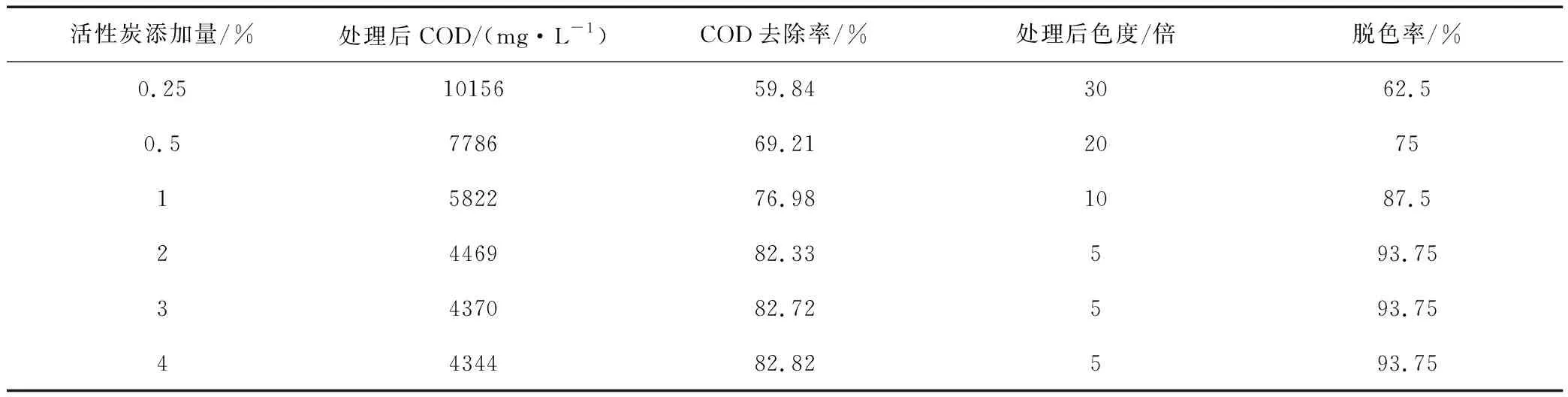
表5 活性炭添加量对COD去除率和脱色率的影响
从表5数据可以看出,当活性炭添加量从0.25%逐渐增加到2%时,废水COD去除率与脱色率呈上升趋势。当活性炭添加量大于2%时,废水COD去除率虽稍有增加,但趋于平缓。最终,综合考虑COD去除率、脱色率及成本,选择活性炭添加量为2%。
2.2.5 过氧化氢添加量的影响
在保持相同的试验条件活性炭添加量2%(质量分数),反应温度60℃,反应时间4h,反应pH值为4,处理量100mL时,考察了过氧化氢添加量对醇酸废水处理效果的影响。结果见表6。
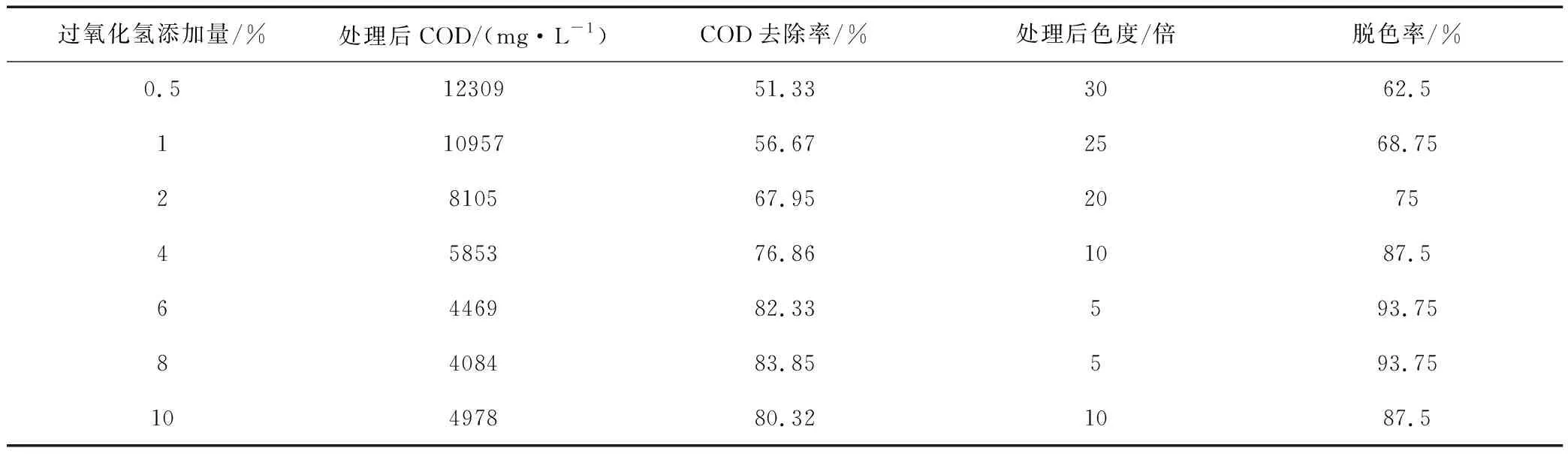
表6 过氧化氢添加量对COD去除率和脱色率的影响
从表6数据可以看出,当过氧化氢添加量从0.5%逐渐增加6%时,废水COD去除率与脱色率呈上升趋势;当过氧化氢添加量大于6%时,废水COD去除率虽稍有增加,但趋于平缓。但当添加量继续增大时,反而出现COD去除率下降现象,这可能与过氧化氢氧化产生的自由基离子过多,导致再次自聚合,氧化效率降低有关。最终,综合考虑COD去除率、脱色率及成本,选择过氧化氢添加量为6%。
3 结论与展望
絮凝的最佳试验条件为:阳离子型丙烯酰胺类复合物作为絮凝剂,最佳添加量为0.5%(质量分数),静置沉淀时间为24h。最佳絮凝条件下,醇酸废水经絮凝处理后COD和色度有较大改善,COD去除率为43.24%,脱色率为56.25%。
氧化的最佳试验条件为:反应温度60℃,反应时间4h,反应pH值为4,活性炭添加量2%(质量分数),过氧化氢添加量6%(质量分数)。最佳氧化条件下,醇酸废水经氧化处理后COD和色度均有较大改善,COD去除率为82.33%,脱色率为93.75%。
处理后的醇酸废水可生化性得到极大改善,后期可考虑利用生物处理方法对其进行进一步处理,使废水水质达到更好。
