3D食品打印技术及影响因素的研究进展
2019-02-18刘艳秋孙广仁高志光耿业业
韩 野,刘艳秋,孙广仁,高志光,耿业业
(北华大学林学院,吉林吉林 132013)
3D打印技术按照“分层制造、逐层叠加”的制备原理,主要应用于材料科学,比如聚合物、金属、陶瓷以及药物制剂等[1]。近年来,3D打印在各个行业均速发展,从早起应用于航天,发展到医药医学、产品设计、生物结构、日常用品等生活配件领域[2]。3D食品打印在各地咖啡厅、饮吧、商场等场所慢慢的出现,已颠覆以往模具制造的时代。奶茶上的个性化照片,形状各异的巧克力、饼干,按个人喜好定制的生日蛋糕已经与大众消费者接触。3D打印的食品虽然花样多,但是真正需求太少,难与传统的食物抗衡,并没有在市场站稳脚步[3]。经市场调查,只有在厂家购买3D食品打印机,厂家才会提供食材配方。虽然食品材料来源众多,但适合于3D打印且满足风味需求的食品材料少之又少[4]。
3D食品打印无需机械加工或模具,直接从电脑的图形数据中生成食物形状,缩短的食品研制的周期,降低成本。与传统食品加工相比,其灵活性高,简化了生产工艺,减少了加工过程中对环境的污染[5]。根据不同人所需的营养比例,对物料进行配置,可满足不同人的需要。尤其是吞咽困难或不能正常进食的病人,打印出的食物口感润滑,安全可靠[6]。食品个性化、适合个人饮食的膳食组合、使用、未使用或不使用的新原料,既能实现美感又能功能定制,同时又能开发出新颖的食品。3D食品打印可以与培养肉技术[7]结合,可3D打印人造肉。3D打印的人造肉与传统畜牧业相比,消耗能源量少7%~45%,温室气体排放量少78%~96%,土地使用少99%,用水量少82%~96%。随着规模化和制备原料等问题的攻克,3D打印培养肉的竞争力会越来越强[8]。
根据3D打印所用材料形态和成型技术原理,目前,国内外已有20多种,其中广泛应用的成熟系统有热熔挤出、选择性激光烧结、粘结剂喷射、喷墨打印[9]。本文针对以上主要技术,就3D打印技术原理、打印原料的选择、打印过程中的影响因素进行了综述,并展望其发展。
1 3D食品打印技术概述
3D打印机是一种能够快速打印原型产品的机器[10],3D打印技术又称增材制造,其打印技术实际上是一种附加的制造方法,以计算机辅助设计(CAD)数学模型为基础,通过激光装置或者喷墨打印的方式快速制造复杂形状的新型数字化成型技术[11]。
1.1 选择性激光/热风烧结
选择性激光/热风烧结是一种利用激光/热风选择性地将粉末颗粒熔合在一起,最终形成三维结构的技术。其成型过程如图1所示,激光/热风作为烧结源,扫描每一层表面的横截面,熔凝粉末颗粒并形成固体层。在扫描每个截面后,在顶部覆盖一层新的粉末。此过程将被重复,直到完成所需的结构。TNO公司利用激光烧结技术将糖融合在一起。此外,激光烧结技术还能将NesQuik powder(雀巢粉)——糖与脂肪的混合物融化以建立实体的三维物体[12]。烧结材料形成产品部分零件,而未烧结的粉末保持原来位置用以支撑结构。CandyFab用选择性的低速热空气流对糖进行烧结和熔化[13]。
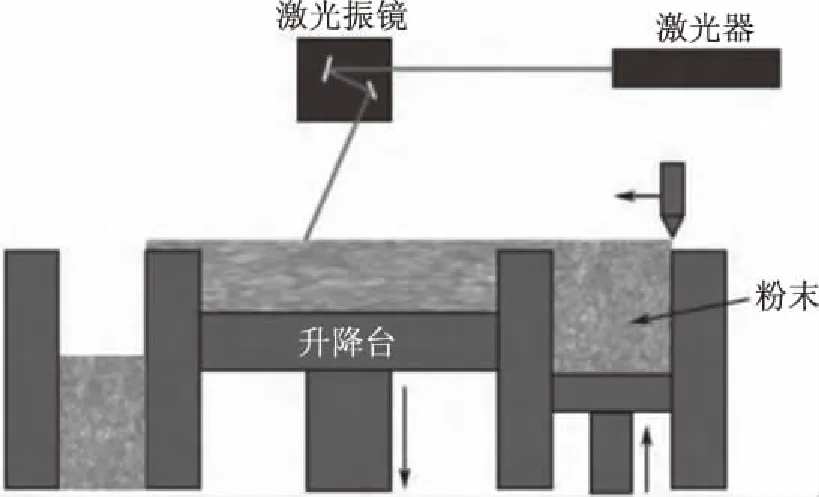
图1 选择性激光烧结技术成型过程示意图Fig.1 Shaping process diagram of selective laser sintering technology
这两个烧结过程提供了在短时间内快速制备复杂产品的方案,无需后处理,原材料的利用率高且与其他成型方法相比,能生产出硬度较强的立体食品。从理论上说,任何加热后能够形成粘结的食品粉末材料都可以作为原材料。但它们只适用于糖和脂肪基材料具有相对较低熔点的粉末原料。成品表面粗糙多孔,并受粉末颗粒大小及烧结原的限制,且打印过程中产生粉尘,污染环境。
1.2 热熔挤压/室温挤压
热熔挤压,又称熔融沉积模型(FDM),通过熔化固态或半固态原料从可移动的FDM喷头挤出,凝固,挤出后立即焊接在前一层上,其成型过程如图2所示。食品工业中,挤压技术自1930年以来一直被用于意大利面的生产。一种广泛使用的将烹饪和挤压结合在挤出炊具中的多功能技术[14]。研究员将热熔巧克力作为打印物料,经过进一步开发,打印出“数字巧克力”模型[15]。此项技术将半固态打印原料融化,利用压缩空气产生的压力将原料从喷嘴挤出。一些可打印的材料,也可以在室温下顺利挤压,挤出后立即凝固并焊接在上一层。Periard等用Fab@home 系统通过室温挤压打印出蛋糕糖霜和奶酪[16]。食品材料由于需要符合食品安全标准且每种食品的黏度、温度等特性都有所不同,故适用于食品3D打印的原料种类不多,主要包括6大类:糖果类、烘焙食品、零食产品、水果和蔬菜类、肉制品、奶制品。

图2 热熔挤压技术成型过程示意图Fig.2 Diagram of forming process of hot melt extrusion technology
热熔挤压/温室挤压工艺干净、简单、易于操作,可选用多种原材料,如各种色彩的配料且系统维护成本低。但成型速度较慢,原材料选择受限条件多,加工时需要考虑后加工型。
1.3 粘结剂喷射
粘结剂喷射技术,是将粉末层均匀地分布在制造平台上,喷出液体粘结剂以结合两个连续的粉末层,其成型过程如图3所示。制造过程前,在粉末层喷涂一层细水雾,以稳定粉末材料,最大限度地减少粘结剂造成的干扰,以制造定制的形状。Sugar Lab公司用糖与不同口味的粘结剂为婚礼和其他特别活动制作复杂的雕塑蛋糕,制作材料及工艺均符合食品安全要求[17]。

图3 粘结剂喷射技术成型过程示意图Fig.3 Diagram of forming process of binder injection technology
粘结剂喷射技术具有制造速度快、成本低的优点,且此技术可以用来制造复杂而精细的三维结构,具有通过改变粘结剂组合来产生彩色三维可食用物体的潜力。但是机械成本过高,结构材料仅限于粉末材料,导致可食用粘结剂种类稀少影响了其在视频领域的广泛应用,特别是传统食品领域。
1.4 喷墨打印
此项技术在2001年由Grood等人研发,被商业命名为FoodJet。喷墨食品打印按逐滴喷射的方式从注射器式喷头中分配出一股墨滴,使用气动膜喷嘴喷口将墨滴沉积在比萨饼基材、饼干和蛋糕上。墨滴在重力之下,形成二维数字图像,作为装饰或表面填充在基材上。实现原理如图4所示。典型的材料有:巧克力、液态面团、糖霜、肉酱、奶酪、果酱、凝胶等[18]。

图4 喷墨食品3D打印原理Fig.4 Principle of inkjet food 3D printing
目前最流行的应用是个性化生日蛋糕装饰,用可食用油墨定量喷墨在蛋糕上。这些油墨通常含有水作为溶剂食物着色剂。典型的可食用油墨成分包括水、乙醇、乙二醇或甘油作为溶剂和可食用着色剂。可食用油墨有许多专利。一些可食用油墨配方被设计成增添视觉效果,但一些可食用油墨为食谱额外提供风味[19]。希伯来大学和蒸汽咖啡文化有限公司研发了一种以咖啡为原料的食品油墨,主要成分包括咖啡、丙二醇、甘油[20]。申请专利的宝洁公司研发一种能够增添食品风味的可打印油墨,主要成分由卵磷脂、葡萄糖、柠檬汁、苦味抑制剂和调色剂以及溶剂组成[20]。Furuno等[22]研发了一种用于装饰改变食品外观的可食用油墨,主要成分包括65%水、23%乙醇、12%乙醇,12%甘油和6%栀子蓝颜料组成的可食用油墨。
喷墨打印打印速度快,可实现工业生产,同时可采用多个打印头控制食材的堆积与分布,为食物提供多种颜色,增添食物的视觉效果。但一般处理低黏度物料,限制了喷墨打印在食品中的应用。
2 3D打印原料特点
最初,3D技术是通过分层沉积非食品材料,如金属、陶瓷和合成聚合物等来建立3D物体的。通常使用不符合食品安全标准的有机溶剂、极端温度条件或不符合食品安全标准的原料。因此,三维食品打印的关键挑战之一就是使食品级原料与印刷工艺保持一致。
适印性:这一性质取决于打印物料能够通过打印设备进行控制,物料黏度、流速、湿度、物料与机器之间的摩擦,粉末状物体粒度、密度以及粉末状颗粒之间产生的静电都会对打印效果产生影响[23]。
适用性:3D食品打印技术因其构建复杂结构和纹理的能力而具有吸引力。此外,可根据不同人群制定合理的营养餐谱与独特的设计结构结合时,3D食品打印技术更受欢迎。
打印后处理:理想情况下,食物的三维结构应该能够抵抗后处理,例如在烤箱中烘焙、浸泡或在沸水中烹饪或煎炸。在追求耐烹饪结构的过程中,必须准确选择具有适当理化、流变和机械性能的材料。
现有的3D打印原料可分为三大类:可打印原料、不可打印的传统食品原料和替代原料。
2.1 可打印的原料
对于流体食物原料,需要具备适当黏度与流变性;而粉末状食物原料对于粒径分布、体积密度润湿性具有很高的要求。同时可打印原料也要具备营养价值。在烘烤类食品中,美国康奈尔大学的科研人员运用奶酪、巧克力和蛋糕糊等食材“墨水成功“打印”出小甜饼和蛋糕。西班牙Natural Machines公司发明了一款名为“Foodini”的 3D食物打印机,能制作汉堡、比萨、意大利面和各类蛋糕等食物。福建省某食品有限公司利用3D打印技术做出色彩缤纷的个性化饼干,受到儿童和年轻女孩的喜爱,市场销路非常好。水凝胶、蛋糕糖霜、奶酪、鹰嘴豆和巧克力可以顺利地从打印机喷嘴中挤出并在重力的作用下保持形状。最终产品是以不同的口味、营养价值呈现出来。例如,糖、淀粉和土豆泥的混合物被用作打印原料打印出糖牙没有进一步的后处理,其牙齿形状足够坚固。而其他复合配方,如面粉和蛋白质混合物打印后需要一个后煮过程,这将导致难以保留印刷形状和结构[24]。
2.2 不可打印的传统原料
黏度、稠度和固化性能是判断传统食品材料的是否可打印的依据,最具有代表性的打印原料是面团。水果和蔬菜、肉、米饭,是人们每天主要消费的,原料本身不具有可打印性。为了提高它们的可打印性能,在这些固体材料中加入了水胶体,用于许多烹调领域。尽管一些固体和半固态原料已经可以印刷,但是都难以达到预期的打印效果。西班牙用类似肉纤维蛋白食材,通过3D食品打印机机打印出肉,目的在提高全球食品供应能力,节约资源。使用类似的技术,可以打印出牛排、鸡腿等高仿真食品[25]。
2.3 替代原料
可替代原料要求食物原料具有一定的营养价值,同时具有适宜的流变性与黏度。与传统的肉制品相比,昆虫例如面包虫、蟋蟀、甲虫体内的蛋白质含量略高,3D食品印刷可以大大提高肉制品的美感[26]。从藻类、真菌、海藻、卢平和昆虫中提取的替代成分是蛋白质和纤维的新来源。在食品打印中引入替代成分将有助于开发更健康(例如低脂)食品产品。

图5 扫描速度对孔隙率的影响Fig.5 The effect of scanning speed on porosity注:图a~c表示扫描速度分别为:250、150和50 mm/s;图d为扫描速度为50~250 mm/s时对孔隙率的影响。
3 3D打印过程影响因素
3.1 选择性激光/热风烧结的影响因素
在选择性烧结过程中,原料性能和工艺因素如激光能量密度、层厚、激光孔径等对食品结构和力学性能都有影响。对于粉末烧结这一类别,粉末结合温度发生在Tm/2和Tm之间[27]。图5[27]显示了在显微镜下不同激光扫描速度扫描后的样品孔隙率是不同的,随着扫面速度的降低,样品的空隙率减小。激光扫描速度影响激光束与粉末相互作用时间,作用时间越长,能量传递速度越高,粉末能更好的熔化。相反,激光扫描速度越快,能量传递越少,打印的产品气孔增多。然而过多的能量会使粉末熔化过多,导致打印出的产品尺寸不符[28]。Fred等[29]发现粉末层较厚,颗粒间的融合较少,导致密度降低,孔隙率较高;层厚越低,粘结性越强,孔隙率越低。激光孔径也是影响打印性能的另一个重要参数。大孔径的激光光斑会扫描到先前扫描过的粉末上,这就导致技能能量分布不均,产生孔隙。同样,热风烧结过程中,热空气的温度、空气流速对打印结果都有影响。为了防止对打印产品的污染,热空气还需要进行消毒处理[30]。
3.2 热熔挤压/室温挤压的影响因素
在挤压打印过程中,稍高的水分含量有利于表面光滑。材料的黏度与温度有关,较低的温度可以使挤压出的物料快速凝固,较少流动。物料黏度既要保证挤出性,又要确保挤出后能够形成沉积层。此外,水胶体也可以作为3D打印食品原材料的辅助用料,通过水胶体改变物料的黏稠度及密度。Severini等[32],在果蔬混合物中加入1%的鱼胶原蛋白以增加黏度,打印出金字塔形状的食物并得出食物体积与打印流速与喷嘴口径的关系公式。
体积mm3/s=π×(N/2)2×S×流量
其中:N是喷嘴直径(mm);S是打印速度(mm/s)。
在挤出打印过程中,物料流速、物料黏度、喷嘴口径、喷嘴移动速度、打印床高均对打印的产品有影响。Derossi等[33]发现材料的流动对材料的主要尺寸和组织性能影响很大。低流量印刷时,食品内部结构不规则,长丝间断,孔隙率高。随着流量的增加,由于细丝相互融合,样品的内部结构厚度增加,食品的孔隙率降低,尺寸和总体积增加。
喷嘴直径、喷嘴高度、挤出速率和喷嘴运动速度等工艺参数也是影响印刷结构质量的关键因素。Hao等[34]关于3D打印巧克力的研究表明,喷嘴顶端与平台之间的距离对打印产品重要的影响,并建立了相应的方程。确定临界喷嘴高度。
其中:hc是喷嘴的临界高度(m);Vd是流量(cm3/s);νn喷嘴移动速度(mm/s);Dn喷嘴直径(mm)。
图6[35]显示了hc高度与喷嘴直径大小对打印物体宽度的影响。当hc小于dn时,打印物体宽度大于dn,这是因为挤出物不能自由通过喷嘴,导致比dn更宽的宽度。当喷嘴高度高于hc时,物料不能在规定的时间内到达指定位置,导致打印产品精度低。当喷嘴高度低于hc时,导致产品体积过大[35]。

图6 使用不同喷嘴直径(Dn) 和喷嘴与打印床之间高度(hc)的 3D打印形状和线条及形状Fig.6 3D Printed shapes and lines and shapes using different nozzle diameter(Dn)and height between nozzle and print bed(hc)注:(a)Dn=2.0 mm,hc=2.05 mm;(b)Dn=1.50 mm, hc=1.54 mm;(c)Dn=0.80 mm,hc=0.83 mm;(d)Dn=1.50 mm,hc=1.54 mm;(e)Dn=1.50 mm,hc=3.0 mm。
Khalil等[36]研究发现挤出速率和喷头移动速度对3D食品打印技术也有重要的影响,并确定临界喷嘴移动速度。
其中:νN为最佳喷嘴速度(mm/s),Q为物料流量(cm3/s),DN为喷嘴直径。
结果表明,大于νN的喷嘴速度会导致比喷嘴直径小的墨珠,而小于νN的喷嘴速度会导致材料珠比喷嘴更大的直径。
Azam等[37]在研究橘子浓缩物的3D打印时,通过添加淀粉作为增稠剂和粘合剂,证明了3D技术对高湿、自由流动的橘子浓缩物的适用性。对于成功的3D食品印刷过程,物料必须具有合适的流动特性以允许其挤压并保持其3D印刷结构。橘子浓缩物的3D印花最适宜的喷嘴直径为1.5 mm,最适宜的3D印花条件为:床高(1.54±0.1) mm,挤出速率245 mm/s,喷嘴移动速度35 mm/s。
Severini等[38]用面粉与黄虫粉90∶10和80∶20的比例进行混合制作3D打印原料,通过打印速度(30 mm/s),喷嘴移动速度(50 mm/s)层高0.5 mm和喷嘴口径0.84 mm的条件打印出的三维圆桶效果最佳。
3.3 粘接剂喷射打印影响因素
在粘结剂喷射过程中,原料的粒度分布、堆积密度、润湿性、流动性以及层厚都对产品有影响。原料颗粒的中位粒径在20~100 μm之间比较合适,相关研究表明,中位粒径在30~100 μm的颗粒原料比细颗粒原料组成的模型机械强度更高。粉体的流动特性与粉体颗粒的形状、大小、颗粒之间的相互作用、粉末密度、压缩性以及粉末与设备之间的摩擦有关。球形粉体的流动性最好;粗颗粒比细颗粒流动性好。空气的湿度会影响粉末的静电力,从而影响粉末的流动性[39]。层厚与打印产品的分辨率有关,Chen等[40]发现,层越薄,打印产品的分辨率越高。Reisn等[41]发现对于液体黏合3D打印来说,除了粉末原料特性之外,还需选择合适的黏结剂在喷射过程中,黏结剂液滴需要保持球形,不能有拖曳和合并现象,在一定的速度下能保持直线运动,准确地降落在预定的位置上,并得出有关粘结剂喷射性的公式。
式中:Z代表粘结剂的喷射性;η代表黏度;γ代表表面张力;ρ代表密度;L代表公称尺寸(喷嘴直径/液滴直径)。
3.4 喷墨打印影响因素
在喷墨打印过程中,油墨与底物表面的粘合性、油墨黏度、流变性、印刷温度、都会对打印过程产生影响。
油墨与底物与底物表面的粘合性直接影响图案的分辨率与质量。Mandery[42]将紫胶或聚胶粘合剂(1-乙烯基-2-吡咯烷酮)加入油墨中,增强与底物的粘合性,提高打印精度。低黏度的油墨更容易通过打印喷嘴,然而黏度过低的油墨不稳定,使油墨在底物表面容易扩散;黏度过高会导致泵发生空化现象。Shastry等[43]发现油墨黏度在2.8~6 mPa·s之间最为合适。高温可加快油墨在底物表面的凝固速度。
4 展望
目前用于食品打印的材料种类并不多,且技术尚不成熟。由于打印材料需要预先粉碎或制成糊状,打印出的产品在色、香、味上与传统食品还有一定的差距,消费者的接受度普遍不高。所以有必要开发新的食材新的配方来强化此工艺。同时,食物设计过程在此之前,定制食品生产效率低,成本高,3D食品打印要想克服这些障碍,产品的生产要与客户的需求同步,只有开发打印原料才能真正的满足的人们的需要。此外3D食品打印技术应该与传统制造技术相辅相成,共同发展。就目前而言,3D食品打印技术及其产业距离成熟阶段还有很大的距离。3D食品打印技术仍然需要加强创新研究,对食品3D打印原料特性的研究,对于挤出型食品3D打印,通过研发食品3D打印原料辅助剂,改善原料的流动性,研究物料的凝胶特性,提高打印产品的稳定性;对于粉末凝结型食品3D打印,通过微胶囊技术来对粉体的粒径进行干预。开发精准营养3D打印全流程智能化控制软件,对食品3D打印程序进行优化,提高打印效率;改用新的热加工方式,例如微波加热、过热蒸汽加热等,缩短加热熟化时间[38]。3D打印技术作为一项前沿制造技术,将其应用于食品加工,必将推动传统食品加工的变革。目前,我国食品3D打印研究尚处于初级阶段,虽然有上述制约因素,但是相较于传统食品加工,具有不可替代的优势,如产品结构多样化,减少原材料浪费,单位生产空间小,可进行个性化定制等。同时,需要不断加大科研投入,完善相关标准法规的制定,扩大宣传。相信在不久的将来,食品3D打印可以进入千家万户,丰富人们的物质生活。