深冷处理消除7A60铝合金残余应力的研究
2019-02-18樊蕾程绍杨
樊蕾,程绍杨
(中核(天津)机械有限公司,天津 300300)
1 深冷处理技术
材料冷却至室温后,继续在室温以下冷却的处理方法称为低温冷处理技术[1]。根据所采用液氮的状态,深冷处理的方式可分为如下两种:
①液体法
将样品直接浸入液氮中,使其迅速达到液氮温度,在保温一定的时间后取出,最后恢复至室温。此种方法使样品骤然降温,会产生大的热应力,对工件的热冲击较大,损害组织,在如此低温下易造成部分材料的脆性断裂,且温度是不可控的,因此,这种工艺的可调性差[2]。
②气体法
将液氮加热使其汽化,利用液氮的汽化过程吸收热量,以降低周围环境的温度。此种方法可使环境温度达到液氮温度,试样没有直接和低温液氮接触,而是间接地和低温氮气相接触,因此,对工件不会产生热冲击[3]。
2 薄壁件加工变形原因分析
7A60铝合金通过固溶强化获得高强度、高韧性的同时,也将产生较严重的淬火残余应力。在薄壁零件的加工中,90%以上的材料被切削加工去除,毛坯内部残余应力得到大量的释放与重新分布,且零件的刚性降低,零件在切削力、切削热、切削振动及残余应力重新分布的影响下,产生整体或局部的弯曲、扭曲或弯扭组合的加工变形,使零件难以达到设计要求,甚至成为废品,这是引起薄壁结构件加工变形问题的主要原因之一。鉴于固溶强化本身的工艺特点,排除了采用高温去应力退火的可能性,也难以通过机械拉伸、压缩或振动等应力消除方法取得比较理想的效果。鉴于铝合金在低温下反而具有良好的机械性能,因此,可以通过深冷处理改善铝合金的材料性能与尺寸稳定性。
3 7A60铝合金液氮深冷试验
为了验证深冷处理对消除7A60铝合金残余应力的效果,进行如下试验。采取的主要工艺路线是:淬火后的毛坯先自然冷却至室温,再利用液氮深冷至-90℃,保温30min,然后进时效炉升温至135℃,保温20min,出炉后自然冷却至室温,如此反复进行3次[4],如图1所示。

图1 7A60铝合金深冷处理工艺曲线
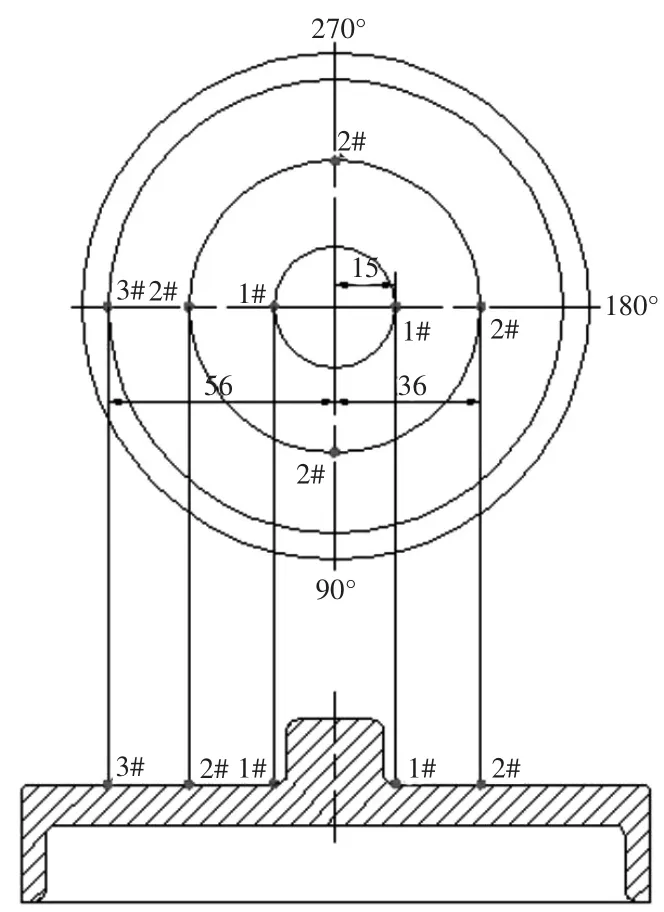
图2 检测点位置分布示意图
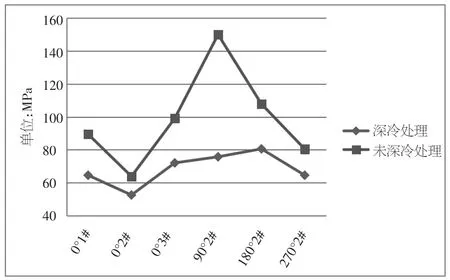
图3 残余应力检测结果对比图

表1 未进行深冷处理表面残余应力的检测结果(单位:MPa)
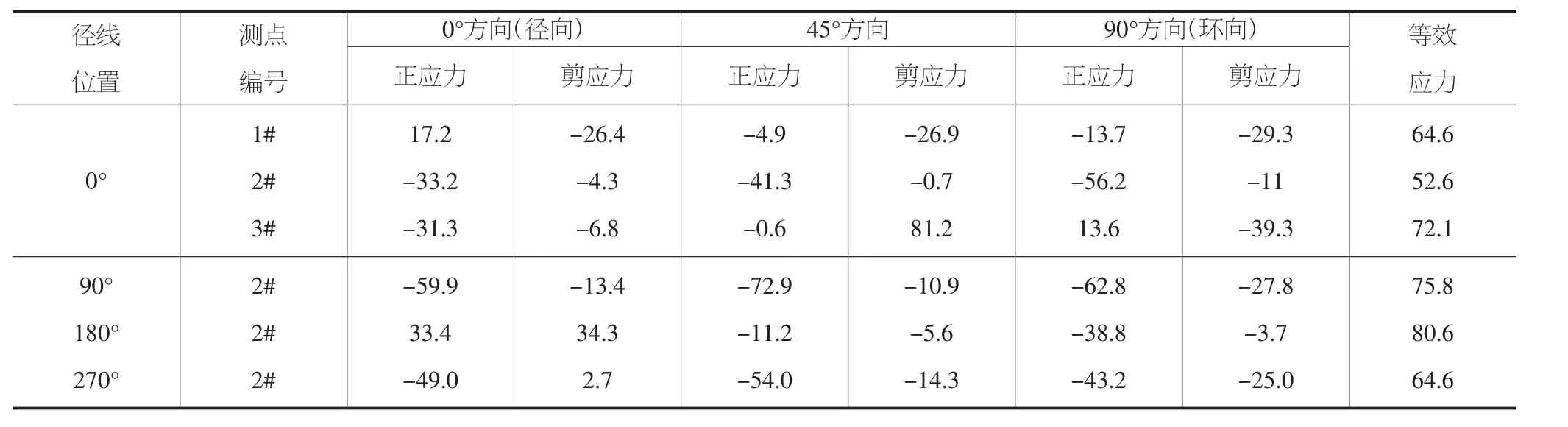
表2 深冷处理后残余应力的检测结果(单位:MPa)
深冷处理后,应用X射线衍射法检测毛坯表面的残余应力,与未进行深冷处理的毛坯进行对比(见表1和表2),检测点位置分布如图2所示。
由图3可以看出,深冷处理后的毛坯表面残余应力分布比较均匀,峰值较低,而未进行深冷处理的毛坯表面残余应力分布极不均匀,并且峰值较高[5]。
根据表1和表2的统计数据计算得到:未进行深冷处理的毛坯表面残余应力的均值和极差分别为:2=98.5MPa;2=86.1MPa;深冷处理后毛坯表面的残余应力均值和极差分别为:fffffc1=68.4MPa;fffffb1=28MPa。经过深冷处理后,毛坯表面的残余应力均值和极差分别降低了30.6%、67.5%,根据残余应力幅度与加工变形线性相关的理论,可以肯定经过深冷处理的毛坯加工后工件变形情况要优于未经过深冷处理的毛坯[6]。
4 结论
综上所述,深冷处理可以有效地降低7A60铝合金的残余应力峰值,并且使得残余应力分布更加均匀,从而可以有效地控制薄壁件的加工变形。
