纯棉色织提花泡泡纱的设计
2019-02-15瞿建新
瞿建新
(江苏工程职业技术学院,江苏南通,226007)
泡泡纱织物表面凹凸不平,与皮肤接触面少,具有薄爽、耐汗、耐洗、耐日晒、吸放湿性好等特点,夏天穿着时会觉得通风、透气、凉爽,加上提花组织使织物外观形成鲜明的泡条与提花条纹图样,花形新颖,立体感强,广泛用于夏季服装[1-2]。
1 泡泡纱的设计
1.1 泡泡的形成机理
泡经粗或泡经密度大,泡经处织物的紧度就大,打纬时阻力大,泡经会随着纬纱向织口方向移动,经过多次打纬,纬纱才会固定下来,泡经织缩会增加。由于泡经处送经量大,纬密小,地经处送经量小,纬密大,织物下机后,失去上机张力的拉伸,地经收缩,泡经处织物就会产生凹凸,形成泡泡。为了使形成的泡泡明显,工艺设计时常从三个方面进行: 一是泡经纱比地经纱粗1倍;二是泡经纱与地经纱粗细相同,泡经密度大1倍;三是双轴织造,提供不同的送经量。本织物设计时使用泡经粗1倍及双轴织造两个工艺[3]。
1.2 织造设计要点
泡泡纱是一种轻薄的夏季服用面料,由于面料轻薄,经纬纱应选用细号纱。本织物选用C 14.5 tex纱,织物的基础组织选用平纹。平纹交织次数多,纬纱不容易被打紧,经过多次打纬,纬纱才能固定下来,有利于扩大泡比。其他组织由于交织次数少,纬纱容易被打紧,泡比很难超过1.2,也就不能形成良好的泡泡效果。织物中加入提花组织,使织物的外观形成明显的泡条与提花条纹,给传统的泡泡织物增加了时尚美感[4]。
1.3 织物设计规格
坯布幅宽为155 cm,坯布经密为324根/10 cm,坯布纬密为259根/10 cm,上机筘幅为164 cm。地经为C 14.5 tex漂白纱,提花部分经纱为C 14.5 tex灰色单纱。经纱色纱循环为:C 14.5 tex漂白纱10根,C 14.5 tex灰色提花纱18根,C 14.5 tex漂白纱10根,C 14.5 tex×2白色泡经8根。一花循环中,灰色提花部分有18根经纱,泡条部分有8根经纱,平纹部分有20根经纱,每花46根纱,每筘2入,每花穿23齿,总经根数5 060根,全幅花数109花少2根。各色经纱的总经根数为:漂白纱2 226根(包括边纱48根),灰色花经1 962根,白色泡经872根。纬纱为C 14.5 tex单色加白纱。织物的纹板图如图1所示。
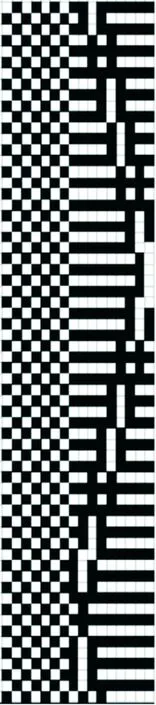
图1 织物纹板图
2 各工序生产工艺
2.1 络筒
直接购买色纱。选用1332M型络筒机。没有选用高性能的自动络筒机,而是选用了国产络筒机,这是因为购买的色纱纱疵已经被去除,络筒时纱线品质已经满足要求。络纱速度520 m/min,络筒张力垫圈的质量7.4 g。为保证纱线的质量,要求使用手持式空气捻接器接头[5]。
2.2 整经
使用GA121型分批整经机。该型机常用的整经速度在300 m/min~500 m/min,本织物织制时的整经速度控制在380 m/min。采用集体换筒,整经张力分区控制,分成前中后三个区域,地经、花经整经时,前区垫圈质量10 g,中区9 g,后区8 g;边纱为C 14.5 tex纱,和地经纱一起整经,张力垫圈质量11 g。泡经整经时,前区垫圈质量13 g,中区12 g,后区11 g[6]。
整经配轴:C 14.5 tex漂白纱2 226根,取4个轴,配轴为556×2+557×2;C 14.5 tex灰色花经1 962根,取4个轴,配轴为490×2+491×2;C 14.5 tex×2白色泡经872根,取2个轴,配轴为 436×2,总轴数10个轴。
2.3 浆纱
经纱为棉纱,根据相似相容原理,浆料选用淀粉浆料。浆料配方:变性淀粉70 kg,AS-02浆料30 kg,调浆750 L,黏度10 s~11 s,上浆率12%,压浆辊压力采用前重后轻工艺,上浆温度98 ℃。
AS-02浆料是一种高性能变性淀粉,分绞性能好,能减少分绞时浆膜的撕裂,从而保证了浆纱的耐磨性能。浆纱速度48 m/min。速度不能太快,这是因为上浆率较高,浆纱后纱线黏连多,速度快容易导致分绞断头。
浆纱要求浸透被覆并重,前压浆辊压力16 kN,压力较大,是为了获得较好的浸透,后压浆辊压力偏小,是为了获得较好的被覆。浆纱时纱线有两种颜色,漂白纱放在上层,灰色纱放在下层,中间用绞线分开。
2.4 并轴
泡经为14.5 tex×2股线,不需要上浆,两只泡经轴在并轴机上合并成一个泡轴。
2.5 穿经
穿综顺序为:(3,4,5,6)×2,3,4,7,8,7,9,7,10,7,11,7,12,7,13,7,14,7,15,7,16,(5,6,3,4)×2,5,6,(1,2)×4。本织物的总经根数为5 060根,织造时停经片用4排,提花组织用7页至16页综,泡泡组织用1页和2页综,平纹组织用3页至6页综,边纱穿在3页和4页综上。
2.6 织造
选用GA747型剑杆织机。织制泡泡纱织物时,如果使用喷气织机织制,泡经张力小,梭口边纱有黏连,生产时纬向停台率较高。选用GA747型剑杆织机织制,车速低,利于梭口清晰,对提高产品质量有利,平均生产效率达到88%。GA747型剑杆织机常用的车速在200 r/min左右,本织物组织中有提花组织、泡组织,比较复杂,开口不易清晰,因此使用较低的车速,确定为185 r/min。
双轴织造。本织物中有三种纱线,其中地经和花经为C 14.5 tex单纱,地经和花经使用同一个织轴。泡经纱的经织缩是地经纱织缩的1.34倍,经织缩率相差很大,单独成轴。地经轴使用原有的送经装置,泡经轴装在地经轴的上方,泡经轴边盘距后梁距离8 cm~10 cm,利用摩擦力控制送经量。
泡经要放在综框前区。本织物织制时,泡经使用1页和2页综,如果泡经根数较多,需要使用前面4页综;泡经放在前区的原因是:泡经张力比较小,梭口不易清晰,泡经放在前面,对泡经梭口清晰有利。泡经纱超过4页综时,梭口难以开清,织造难度会很大。
泡比的控制。泡轴是由摩擦力控制送经的,而摩擦力是依靠弹簧的弹力调节的,控制泡比就是控制弹簧的弹力[7]。
在生产过程中,从织口处向前量10 cm,在地经纱上作标记。设定泡比为1.34,从织口处向前量13.4 cm,在泡经纱上作记号,开车试织,查看标记。如果泡经和地经纱上的标记正好在布面重合,泡比符合要求;如果泡纱上的标记偏后,说明泡比偏小,需要减小弹簧弹力;如果泡纱上的标记偏前,则泡比偏大,需要增大弹簧弹力。泡比要经过多次比较后才能确定。生产过程中,泡比要早晚各测量一次,根据泡比大小,随时调节泡经、地经张力。
开口早,纬纱易被打紧,织口的反拨小,对形成泡泡不利,开口时间越迟,纬纱越不易打紧,经过多次打纬后,纬纱才能固定下来,泡泡效果好。但开口时间迟,梭口不易清晰,影响引纬。通过试织,确定开口时间为310°。
晚引纬,80°~85°进剑。GA747型剑杆织机织制常规品种时,一般采用75°进剑,本织物织制时,一方面采用了晚开口工艺,另一方面,由于泡经张力小,织制时,布边处易产生“三跳”疵点,适当推迟进剑时间,使得进剑时梭口有效高度增大,可以解决“三跳”疵点。
综框动程。常规品种织制梭口满开时,底层经纱到筘座的距离为1.6 mm~3 mm,这个距离大,梭口有效高度小;这个距离小,梭口有效高度就大,利于引纬。这个距离过小,经纱可能会与筘座产生摩擦,使纱线起毛,严重时会引起断头。本织物织制时,地经纱的综框动程保持不变,泡轴的综框动程适当增加,梭口满开时,使泡经纱到筘座的距离由1.6 mm~3 mm降到0 mm~0.5 mm。泡泡纱的综框动程增加后,泡经纱可能会跟筘座摩擦,但由于泡经张力小,送经量大,因此筘座对经纱的摩擦对泡经的影响较小,不会引起经纱断头。增加泡经综框动程后,对梭口清晰有利。由于泡经综框动程大,泡经和地经不在同一层面上,形成了小双层梭口,减少了泡经和地经的摩擦,有利于梭口清晰[8]。
上机张力。织机两边的张力重锤杆上各配置一个5 kg的张力重锤,张力弹簧的弹力偏大控制。上机张力大,纬纱不易被打紧,对成泡有利。GA747型剑杆织机张力感应机构是机械式的,生产过程中,随着织轴的减小,上机张力会逐渐增大,负责工艺的工艺员,早、晚都要检查布面的宽度,控制布面的宽度在154 cm~156 cm之间。如果发现布面偏窄,要及时调小上机张力。
泡经的上机张力。泡经张力小,打纬时,泡经松弛,泡比效果好;但泡经张力不能太小,泡经张力过小,会导致泡经上的停经片下沉,引起经停误关车。泡经张力在不引起停经关车的情况下,以小为宜。
低后梁。常规品种织制时后梁高度70 mm,属于高后梁。织制泡泡纱时,要采用低后梁,后梁低,纬纱不易打紧,织口反拨大,泡泡效果好。通过反复试验,后梁高度降到105 mm。
梭口深度。梭口深度大,打纬时,经纱移动大,不利于打紧纬纱,有利于织物起泡。本织物织制时,停经架由常规的在长槽中间位置,移至最外面位置,使梭口深度达到最大化位置,对起泡有利。
3 织物的成品规格
通过采取上述一系列措施,织物顺利生产,织机效率在88%以上,最好的机台效率达到了93%。成品幅宽146 cm,成品经密346根/10 cm,成品纬密275根/10 cm。经向织缩率7.7%,纬向织缩率5.4%,染整长缩率6%,染整幅缩率6.5%。织物外观呈现明显的提花与泡泡条纹图样:灰色提花部分,花形清晰、完整;泡泡部分,泡条突出,有立体感,适宜作夏季服装。
4 结语
成泡良好的泡泡纱,其泡比不能小于1.2。单依靠地、泡经的粗细不同或者是改变经密,泡比不会超过1.06,因为超过1.06,也就意味着织造时,地经纱的伸长率必须超过6%以上,织物下机后产生6%的回缩,才可能产生1.06的泡比。当地经纱伸长率超过6%时,断头会非常严重。保证泡比增加的有效方法是采用双轴织造。但双轴织造仅提供了成泡的必要条件,成泡效果如何,还要由织造的其他工艺决定。本织物织制时,工艺都是围绕增加地经、泡经的送经量的差异制定的,也就是要增大打纬阻力,利用多次打纬,增加泡比。通过泡经小张力、晚开口、低后梁、增加梭口深度等一系列措施,解决了控制泡比问题,取得了较好的效果,织机效率都在88%以上,最好的机台效率达到了93%,效果较好。