木工设备工业机械手控制系统设计
2019-02-07丰波

摘要:指出了木工设备工业机械手控制系统广泛应用于木材加工自动化领域,该系统由很多不同的控制器,而PLC以其结构简单、性能可靠、编程容易、易于扩展等优点,应用最为广泛。介绍一种基于西门子PLC运用顺序控制来进行设计的工业机械手控制系统。
关键词:工业机械手;西门子;PLC顺序控制
中图分類号:TP241
文献标识码:A
文章编号:1674—9944(2019)17-0104-03
1 系统概述
工业机械手初始点位于传送带B上,手臂在系统启动前上升,当上升触碰到限位开关后(IB5闭合),此时手臂会发生动作向左旋转,碰到限位开关后(IB2闭合),手臂下降,到达下降位置后(IB6闭合),传送带A就会开始运行。当有物品进入到手指能够感应的范围时候会触发光电开关IB1,气缸动作,使手指抓住物品(IB4闭合),此时手臂会上升,当上升过程中碰到上升限位开关后(IB5闭合),此时手臂会发生动作向右旋转,当碰到限位开关后(IB3闭合),此时手臂会下降,到达下降位置后(IB6闭合),会触发开关使手指松开,此时物品会被放置到传送带B上,延时2 s,以此循环(图1)。
2 系统硬件设计
2.1 系统构成
工业机械手控制系统包括以下几部分:①传送带:运输工件;②光电开关:感应工件;③气爪:抓取工件;④丝杠:升降机构;⑤电磁阀:控制气爪开闭;⑥限位开关:控制升降极限位置;⑦三相异步电动机:控制传送带开肩和停止。
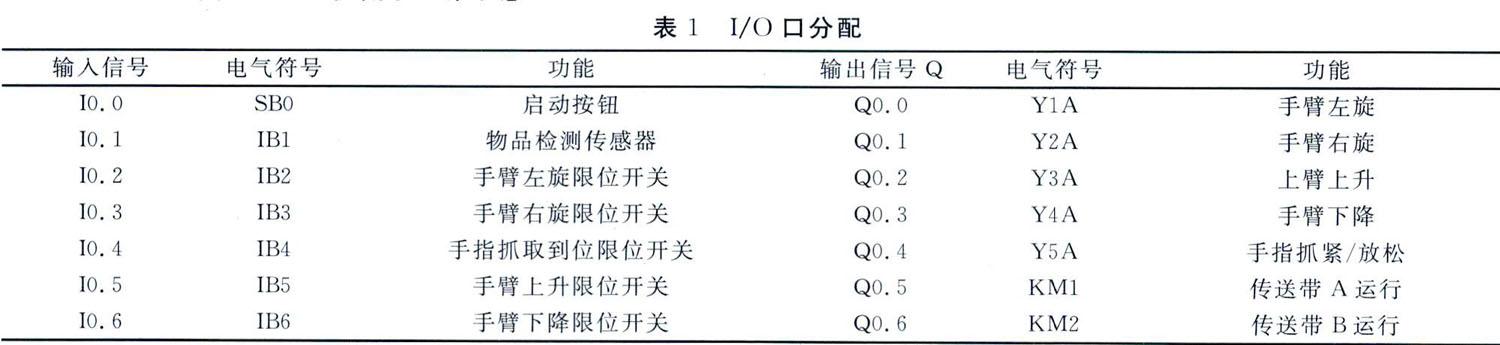
2.2 PLC、系统I/O分配
在进行PLC程序编写之前,要将对应的I/O口分配好,信号和接口要一一对应好,根据系统设计需要,将输入和输出接口分配如表1所示。
3顺序控制基本概念
3.1 顺序控制的基本概念
顺序控制就是按照要求设定好的动作顺序,在各命令的作用下,根据程序设定好的内部状态和时间顺序,各机构在程序的控制下按照一定的顺序进行动作。典型的例子,如常见的交通信号灯和机械手搬运等等都是运用到程序顺序控制的案例来进行按顺序进行动作的。此种利用PLC顺序控制的实例是可以按照顺序控制设计方法来进行编程软件设计的。采用顺序控制设计法时,应按照以下步骤就行,首先根据系统的控制要求,画出顺序功能图,然后以此为依据进行梯形图程序的编写。
3.2 顺序功能图
顺序功能图由4个部分构成:步、与步对应的动作或命令、有向连线和转换条件。
3.2.1 步的概念
顺序控制最基本的思想是系统由若干个按照一定顺序相连的阶段构成的,而这些阶段就叫做步,步是用编程元件来表示的。步的划分是根据一个系统的输出状态的变化来进行划分的,一步内的输出状态是不变的,为1或者O,而两个相邻步之间的输出状态量一定是不同的,步的这种划分方法使代表各状态输出量和编程元件的变化的逻辑关系是非常简单的。
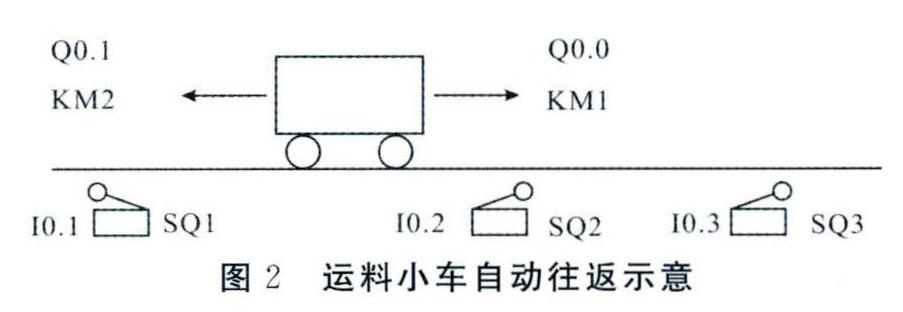
以运料小车自动往返控制系统为例,如图2所示,小乍初始停在最左边SQ1位置,限位开关IO.1=1。按下启动按钮,小车右行至中限位SQ2后左行。左行至SQ1后停止5s,时间到右行至SQ3后再左行,第二次左行至SQ1小车停止。根据工作任务要求,由 QO.0和QO.1的状态变化(图3),将上述工作过程分为5步,分别用M4.1- M4.5来代表这5步,另外还设置了一个等待启动的初始步。图4所示是描该陔系统的顺序功能图,图中用矩形方框表示步。为了更直观地将功能图和梯形图之间的转换,为了便于将顺序功能图转换为梯形图,将编程的地址作为每个步的代号,并标注了相互之间转换的条件和命令。
初始步为系统的初始状态,一般为静止状态,等待系统对其发出命令。初始步的表示是用双线框,初始步在每一个顺序功能图中都是必须有的。
当系统运行到对应的步时候,该步就被激活,执行该步对应的动作。
3.2.2 与步对应的动作或命令
控制系统的每一步都有要完成的某些动作或命令,当该步处于活动状态时,该步内相应的动作或命令被执行;反之不被执行。与该步相关的动作或命令用矩形框中的文字或符号表示。根据需要,指令与对象的动作响应之间可能有多种情况。如图4所示的步M4.1对应的动作为QO.O=1,QO.1仅在M4.1为活动步时才会得电,如果M.1.1不是活动步,则Q0.0=O。如果某一步对应几个动作,画法就可以用图5中对应的两种画法来表示,同一个步中不同的动作是没有顺序关系的。
3.2.3 有向连线
有向连线是指步的转换过程指向表明步的转换过程,即代表系统输出状态的变化过程。顺序控制设计中,系统状态的输出是按照程序规定顺序来的,而该顺序的体现就说有向连线。功能图中的各方框代表的是每个步,而有向连线将他们按照一定的顺序连接起来表示程序是按照一定的顺序执行的,系统是按照一定的顺序输出对应状态的。一般功能图的进展方向是从下往下或者从左到右,用有向线段连接起来。
3.2.4 转换与转换条件
当需要转换时,在连线上用垂直于有向线段的短线来表示,转换是将相邻的两步分隔开来。每个步是否被激活是由转换条件来实现的,并和系统运行过程中的各种输入条件相对应的。可以看出由前一步到下一步的信号叫做转换条件,该条件可以是内部状态的变化,例如计时器、定时器、加计数器输出的触点接通,或者信号的与、或、非逻辑组合也可以是外部条件输入信号,例如传感器、按钮、开关等。
3.3顺序控制基本概念
3.3.1 单序列
如图6(a)所示的顺序功能图由一系列顺序连接的步组成,每一步后面仅有一个转换,每一个转换的后面只有一个步,这样的顺序功能图结构称为单序列。
3.3.2 并行序列
并列序列如图6(b)所示,是指几个系统并行工作的情况。而每个并行工作的序列就叫分支,当这几个序列同时起作用时候,这些序列就称为并行序列。当同时满足步3被激活且转换条件e=1时候,步4和6都会被激活。而步3就会变成步活动步。水平的连接线用双线表示是为了强调转换是同步实现的。当步4和步6被同时变成活动步后,每个序列中活动步的运行是相互独立的。这就表示在双水平线上,只能有一个转换符号。
当并列的序列合并时就叫合并,水平双线之下只允许一个转换符号。当有这种情况的时候,双线上的所有前面一级的步都处于被激活时候,比如步6和步8都是活动状态的时候,且满足转移条件i=1时,此时步9就会变成活动步,而步5和步8就会同时变成为步活动步。
4 系统软件设计
顺序功能图的绘制及梯形图设计如图7、图8所示。
5结语
本系统设计是一种基于西门子PLC运用顺序控制来进行设计的工业机械手控制系统,该系统可以实现工件的运输,实现了自动化,节省了人力成本,并提高了该系统的可靠性。如果能在该系统基础上增加视觉系统实现残缺件识别分拣,还能进一步提高该系统的应用范围。
参考文献:
[1]蔡心源,梁守志,陶鑫钰,等.工业机械手及控制系统的设计[J].轻工科技,2017(10).
[2]郑淮棱,潘琦.浅析工业机械手的发展趋势及应用[J].科技风,2019(20).
[3]王梅,谷小亚.工业机械手监控系统的设计与实现[J].电子世界,2019(19).
[4]杜伟炯.电气控制与PLIC应用技术的分析[J].电子制作,2016(22).
[5]管永忠.工业机械手的设计探析[J].装备制造技术,2011(5).
收稿日期:2019-10- 28
作者简介:丰波(1991 -),男,硕士,助教,研究方向为自动化电气控制。
