φ3.5 m×13 m 水泥粉磨系统的改造
2019-01-31孟庆举
孟庆举
(山东鲁碧建材有限公司,山东 莱芜 271104)
1 现状分析
山东鲁碧建材有限公司现有1条由HFCG140-65辊压机+细粉仓+φ3.5m×13m开路磨机组成的粉磨系统,磨后熟料粉与矿渣粉按照一定比例混合配成不同品种的水泥,年产水泥100万t。受工艺系统不合理、系统阻力较大影响,全线系统电耗在33kWh/t,整体电耗偏高,我公司利用淡季检修时间对这台磨机进行技术升级改造。本文对此项目的过程、效果及经验总结。
2 基本情况
该粉磨系统情况,主机设备参数见表1。
生产配比:旋窑熟料80%、粉煤灰7%、石灰石7%、脱硫石膏+柠檬酸渣(1∶1)6%。
入磨物料情况:80μm筛余45%~50%、45μm筛余55%~60%、比表面积110~120m2/kg。
出磨物料情况:45μm筛余15%左右,比表面积350~360m2/kg;台时产量:100~105t/h。
3 存在问题及工艺优化方案
3.1 辊压机做功能力不足
改造前,系统表现:预粉磨能力不足、台时产量只有90~95t/h、入磨细度偏粗。
(1)分析原因。
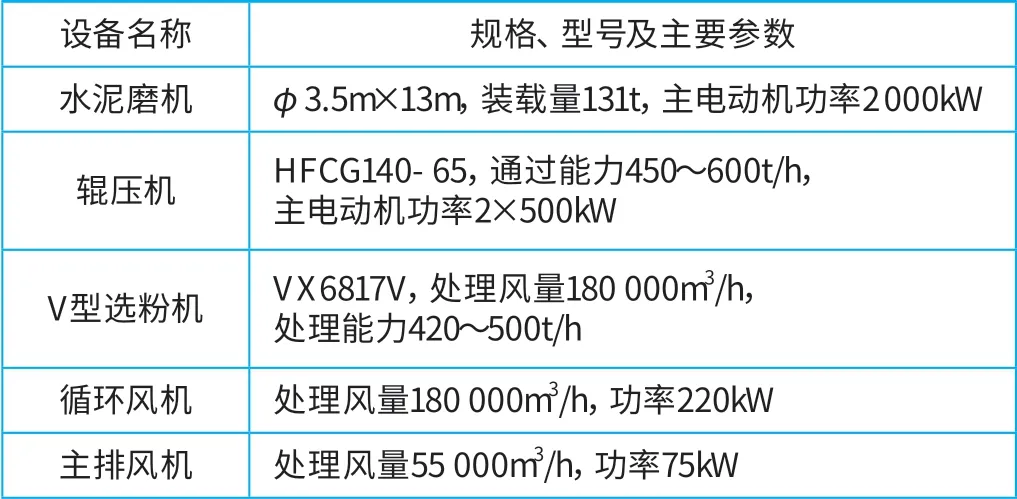
表1 主要设备参数
①原辊压机辊面为交叉花纹层带中央凸点,交叉花纹宽度12mm,中央凸点高度10mm,自2008年投产后一直未进行大面积焊补,辊面磨损严重,小部分已经磨到母材,严重影响粉磨效果,并且目前熟料结粒不好、原料水分大粘附在辊面。
②因安装原因,辊压机两辊偏差2~3mm,侧挡板和两辊之间有间隙,辊压机边缘效应严重。
③物料在称重仓出现离析,并且仓内出现空隙,连续性不好,造成辊压机电流波动大,物料粉磨不均衡。
④辊压机机进料装置设计不合理,流量控制需人工调整,造成入辊压机的料柱过小,工作间隙和压力偏小,主电机运行电流偏低。
(2)改造措施。
利用淡季检修时间和江苏双发机械有限公司进行合作,对辊压机系统辊面升级改造,消除这些影响工艺生产的因素。
①对辊压机辊套进行更换,将辊面宽度由650mm增加到700mm,增大辊压机接触面;同时将原来辊面形状交叉花纹层为横向条形花纹,将辊压机的接触面积由点接触改为面接触,增大粉磨面积。
②利用辊压机更换辊套时机对辊压机动辊整体偏移检查处理,发现主要原因是动辊滑道油路堵塞,润滑不好,造成动辊上下滑道存在磨损,我们采取对动辊滑道磨损部位进行焊补并外出加工找平,滑道油路进行清理,保证上油正常,并且安装时重现找正,保证辊压机辊面在一个平面上,并且对侧挡板下面易磨损位置更换为柱钉形式的下椎体,避免因侧挡板磨损造成一侧漏料,从根本上消除辊压机因边缘效应造成的效率低下的根本原因。
③辊压机稳流仓增加布料装置。
为解决称重仓内物料离析,两辊电流间隙偏差大的情况,通过反复检查发现入称重仓溜子过大,辊压机循环物料、原料因喂料量不平衡,造成入称重仓物料离析,通过计算得出直径300mm×300mm方形溜子就能满足物料通过量,并且增加物料的密实度;并且结合入磨物料最大粒度直径不大于400mm情况下,在称重仓内部增加稳流分料装置,保证物料入辊压机均匀,增加辊压机的做功效果见图1。
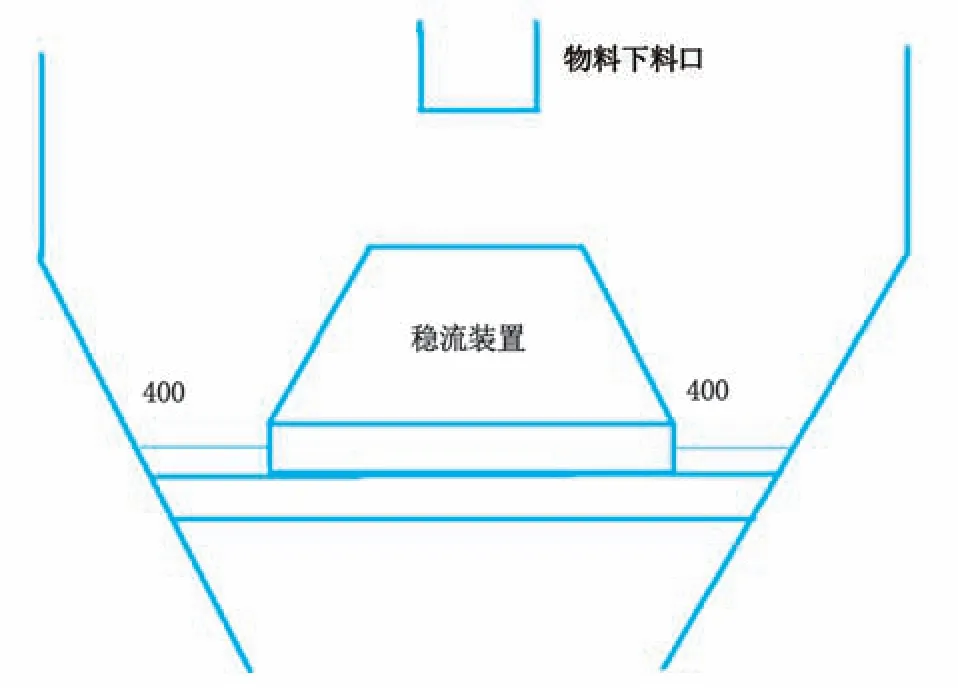
图1 辊压机称重仓稳流装置
④入辊压机溜子延长。
原辊压机选粉装置为打散机,物后生产需求改为V型选粉机,改造后回料量细度降低,物料密实性变好,但因称重仓到辊压机溜子下料溜子偏短,仓压不够,物料连续性不好,容易造成辊压机震动大,利用淡季检修对称重仓到辊压机溜子由原来1.5m延长到3.5m,保证入辊压机物料的连续性。
⑤对辊压机进料装置进行改造。
辊压机原进料装置为手动控制进料板控制喂料量,因机械调节装置费时费力,并且可调范围小,日常开度板大小只有40%之内,这样喂料量小,辊压机运行电流低,本次改造将原进料装置改造电动控制开度装置,中控人员可以根据电流和间隙情况对开度板进行控制。
3.2 V型选粉机选粉效率低
(1)原因分析。
V型选粉机属于静态选粉机,主要靠打散格板均匀的把物料撒开,让合格细分被风带走,被旋风收集器收集到磨头仓。但入V选物料下料出现偏料,造成物料集中下料,分散效果差,选粉效率低,并且物料集中下料后,造成打散板磨损严重,物料呈直线下落,分散性更差,导致循环负荷率越来越高。
循环风机叶片磨损严重。循环风机叶轮耐磨层为陶瓷片,受热胀冷缩影响,陶瓷片大面积脱落,脱落后更换不及时,叶片磨损,风力就变小,循环风机振动大,并且为了满足磨机需求,增大循环风机转速,造成整体细度跑粗。
(2)改造措施。
①入V型选粉机溜子改造、V型选粉机内部优化,针对入V选溜子偏料,物料在选粉机内部集中一边下料,选粉效率低及设备磨损严重,对入V选溜子进行三分离改造,实现入V选物料均匀布料,增加选粉效率见图2。
图2 入V型选粉机下料溜子

图3 V型选粉机内部改造
3.3 磨内工况不稳定,造成产质量波动
(1)原因分析。
原生产系统为辊压机成品物料通过NE300提升机进入磨头仓,磨头仓库底的2台熟料称通过皮带进入磨机。但因磨头仓内部设计原为打散机物料存储,物料比较粗,流动性差,但辊压机技改为V型选粉机后存储物料变细,流动性变好,又因使用脱硫石膏后,物料水分变大,仓内内部结壁严重,库底2台皮带秤下料口偏差较大,1号熟料秤满负荷运行,2号熟料秤只能下15t/h之内,造成喂料量波动较大,影响磨机工况,产质量不稳定。
(2)解决措施。
出辊压机斜槽末端增加一斜槽分料阀,一端物料通过插板阀进入磨头仓,另一端物料通过插板阀,经过新加斜槽进入缓冲仓,缓冲仓下部增加气动阀,控制物料。在气动阀下增加下料溜子,物料经过分格轮(变频控制)落到入磨机皮带,直接入磨,工艺系统由原来预粉磨改为联合粉磨,这样一方面解决物料冲料问题造成产质量的波动;其次解决产质量调整滞后的问题。

图4 入磨工艺流程改造示意图(mm)
3.4 磨内流速快,出磨物料质量差、台时产量偏低
(1)原因分析。
原磨内粉磨结构使用年限较长,存在以下问题。入磨工艺流程改造见图4。
①1~2仓的筛分装置的隔仓后篦板篦缝堵塞严重,小锻卡堵在篦缝里,磨机过料通风非正常工作状态。
②2~3仓的筛分装置的隔仓前后篦板篦缝堵塞严重,微锻卡堵在篦缝里,磨机通风不良。
③磨尾出料篦板的篦缝堵塞严重,磨机有效通风面积小,中心风速快,磨内流速快。
④活化衬板磨损严重,并且高度只有410mm高,起不到活化作用。
(2)改造措施见图5、图6。
①1~2仓筛分装置后篦板进行更换防堵型全通孔盲板,原隔仓板长度由原来500mm缩短到250mm,增加二仓250mm。
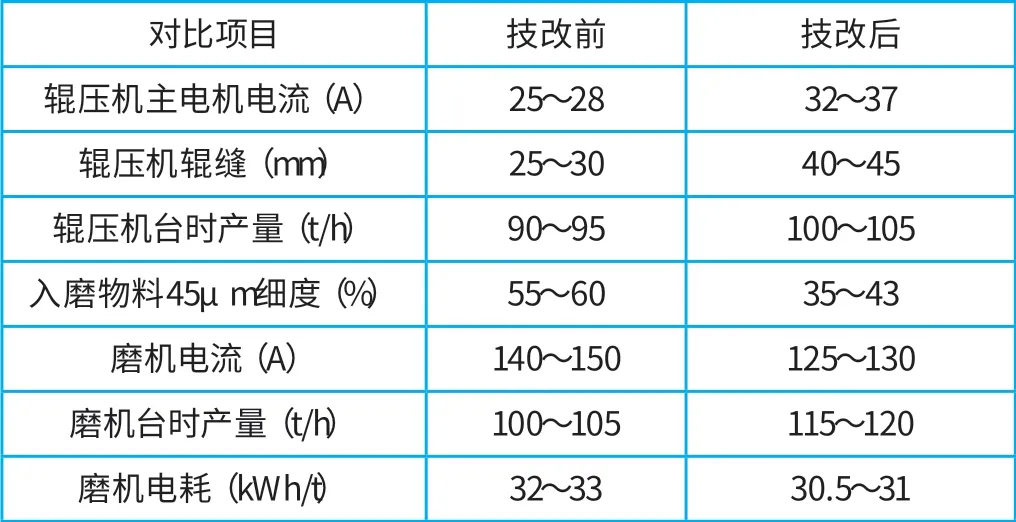
表2 技改前后数据对比
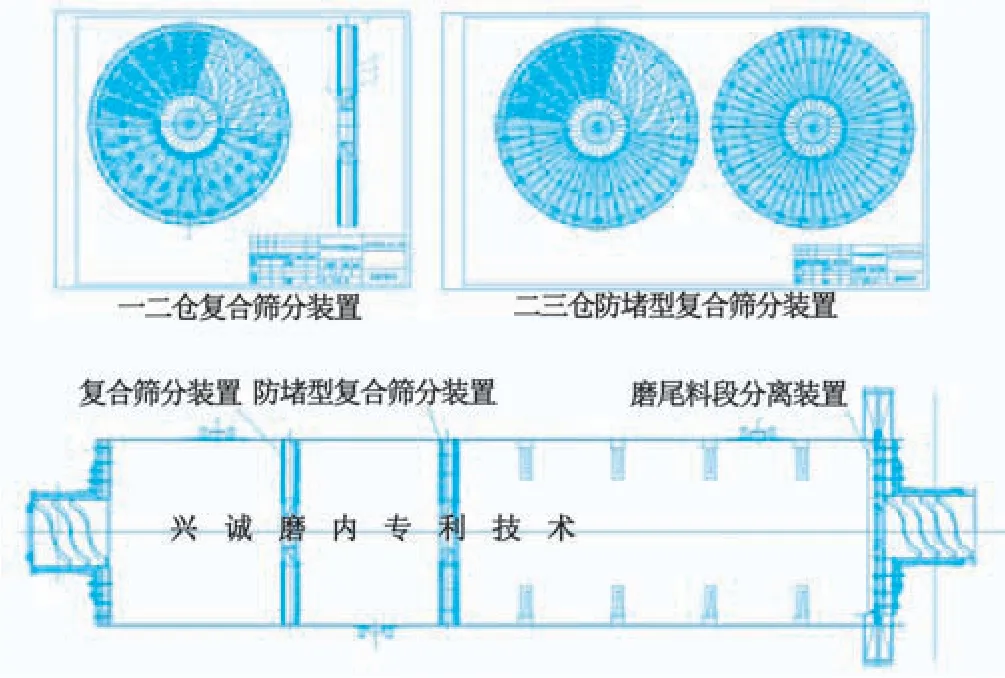
图5 XCM3500复合式磨内选粉示意图
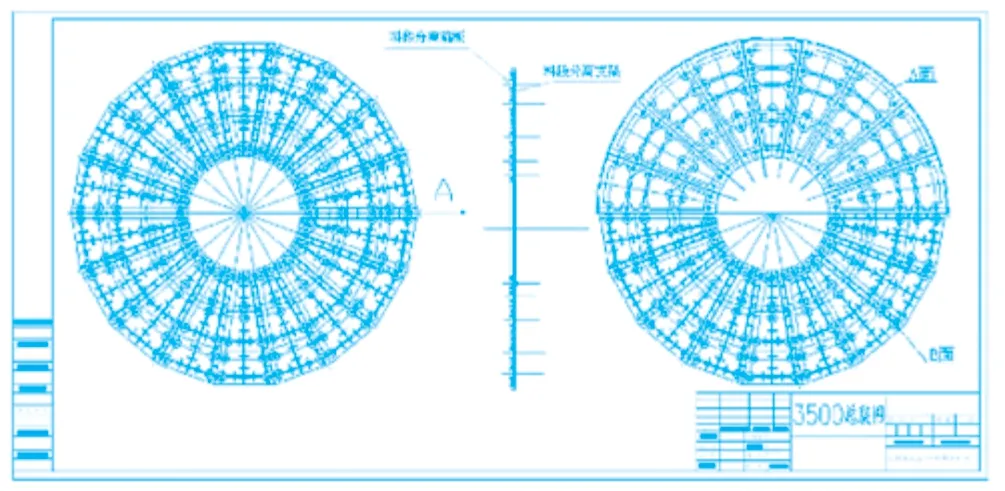
图6 磨尾料段分离装置图
②原2~3仓隔仓装置拆除,采用XCM3500复合式选粉装置。
③磨机的球锻一、二、三仓重新进行级配,降低填充率;特别二仓进行清理重新分选重新级配。
4 改后效果
经过几个月运转情况来看,本次技改达到预期效果,产质量有大幅度上升,技改前后参数对比见表2。