阻燃剂对聚氯乙烯/聚酯复合材料性能的影响
2019-01-22赵青华毛秦岑牛应买
赵青华, 毛秦岑, 梅 涛, 牛应买, 王 栋,3
(1. 武汉纺织大学 材料科学与工程学院, 湖北 武汉 430200; 2. 湖北省纺织新材料及其应用重点实验室, 湖北 武汉 430200; 3. 东华大学 化学化工与生物工程学院, 上海 201620)
聚氯乙烯(PVC)/聚酯(PET)复合材料是一种以PET机织物作为骨架材料增强PVC塑胶的复合材料,具有较高的强度、高模量、耐疲劳、工程设计性强的特点,同时保持了良好的织物柔软性,广泛应用于工程建筑、容器制造等领域[1]。在工程建筑领域被誉为“第六代”建筑材料,具有极好的应用前景[2]。
目前,关于PVC/PET复合材料成型工艺研究较多,佘杰峰等[1]采用层压法制备出PET机织物增强PVC复合材料,并研究了复合工艺中温度、压力、时间对复合材料性能及制品外观的影响。针对PVC配比对织物复合材料性能影响研究较少。
PVC/PET复合材料具有优异的力学性能、耐候性,但其阻燃性易受到PET骨架材料的影响。在燃烧过程中易形成“灯芯效应”而加速燃烧[3-5],使得PVC/PET复合材料的阻燃性能下降,因此,为了进一步提高PVC/PET复合材料的综合性能,本文研究了不同类型的阻燃剂对PVC/PET复合材料极限氧指数的影响,并结合建筑膜材料的使用特点,讨论了阻燃剂对PVC/PET复合材料的接触角、透光性能的影响。
1 实验部分
1.1 实验材料
聚氯乙烯(SG8,新疆天业集团公司);聚酯经编布(线密度为1 500 dtex),浙江德嘉新材料有限公司;环己酮(分析纯,国药集团化学试剂有限公司)。
阻燃剂:二乙基(三氯甲基)膦酸酯 (TF-VI,江西腾发新材料有限公司);甲基二氯亚磷酸酯(TF-VI/B,江西腾发新材料有限公司);氢氧化铝(SW-101,东莞市三威化工有限公司);磷酸三丙酯(SW-614,东莞市三威化工有限公司);烯丙基苯并三唑 (WSA-105,嘉兴市万斯安化工有限公司)。
1.2 仪器与设备
ZY-TB-B型自动涂膜机,山东中仪仪器有限公司;GB-1632型旋转黏度计,上海化科实验器材有限公司;MARS40/60型旋转流变仪,美国赛默飞世尔科技公司;DSA30S型接触角测试仪,德国KRUSS公司;XZT-100 A型氧指数测试仪,承德市科承试验机有限公司;SDR850B型透光率测试仪,东莞市海达国际仪器有限公司。
1.3 PVC/PET复合材料的制备
首先称取一定质量的环己酮溶液和PVC,按照质量比1∶3进行混合,在60 ℃条件下搅拌,配制成PVC/环己酮均匀溶液。然后在该溶液中添加质量分数为10%的5种阻燃剂,搅拌均匀并进行真空脱泡。最后将脱泡好的PVC混合溶液置于裁剪好的PET机织布上,采用自动涂膜机进行双面刮涂,刮膜速度为50 mm/min,控制膜的厚度制备得到不同阻燃剂PVC/PET复合材料[6-7]。
同理,在PVC/环己酮溶液中在添加占PVC质量分数的1%、3%、5%、7%、9%的阻燃剂WSA-105,采用上述工艺制备得到不同WSA-105质量分数的阻燃PVC/PET复合材料。
1.4 表征与测试
1.4.1PVC/环己酮溶液的表观黏度测试
将PVC/环己酮溶液及含有不同阻燃剂的PVC/环己酮溶液放置于50 mL的烧杯中,在25 ℃条件下,采用旋转黏度计对溶液的黏度进行测试。
1.4.2PVC/环己酮溶液的流变性能测试
将PVC/环己酮溶液及含有不同质量分数阻燃剂的PVC/环己酮溶液放置于旋转流变仪测试台上,在25 ℃条件下,采用旋转流变仪对溶液进行流变性能测试。
1.4.3PVC/PET复合材料透光率的测试
将制备好的PVC/PET复合材料放置于透光率测试的样品台上,按照GB/T 2410—2008《透明塑料透光率雾度测定》测试其可见光透过率。
1.4.4PVC/PET复合材料接触角的测试
按照GB/T 30159.1—2013《纺织品 防污性能检测和评价》,采用接触角测试仪测试复合材料的接触角。
1.4.5PVC/PET复合材料极限氧指数的测试
按照GB 8624—2012《建筑材料及其制品燃烧性能分级》,采用氧指数测试仪测试各试样的极限氧指数(LOI)。
2 结果与讨论
2.1 阻燃剂种类对阻燃性能的影响
由实验可知,添加TF-VI、TF-VI/B、SW-101、SW-614、WSA-105阻燃剂的聚氯乙烯/聚酯复合材料的极限氧指数分别为23.2%、30.0%、26.0%、28.0%、30.0%。其中,WSA-105阻燃剂涂层制备的复合材料的极限氧指数最高,为30.0%,属于难燃的范围。其他种类阻燃剂制备的复合材料的极限氧指数在23%~28%之间,属易燃材料。这是因为氮系阻燃剂在燃烧过程中,可产生大量的氨气或氮气,使材料在一定程度上隔绝了氧气,从而达到阻燃效果。当阻燃剂中的N含量越高,产生的氨气、氮气的量就越多,其阻燃剂的阻燃效果也越好[8]。综上,选择WSA-105阻燃剂进行下一步研究。
2.2 阻燃剂添加量对PVC溶液流变性的影响
对添加不同质量分数(依次为0%、1%、3%、5%、7%、9%)WSA-105阻燃剂的PVC/环己酮溶液进行流变性能测试,结果如图1所示。
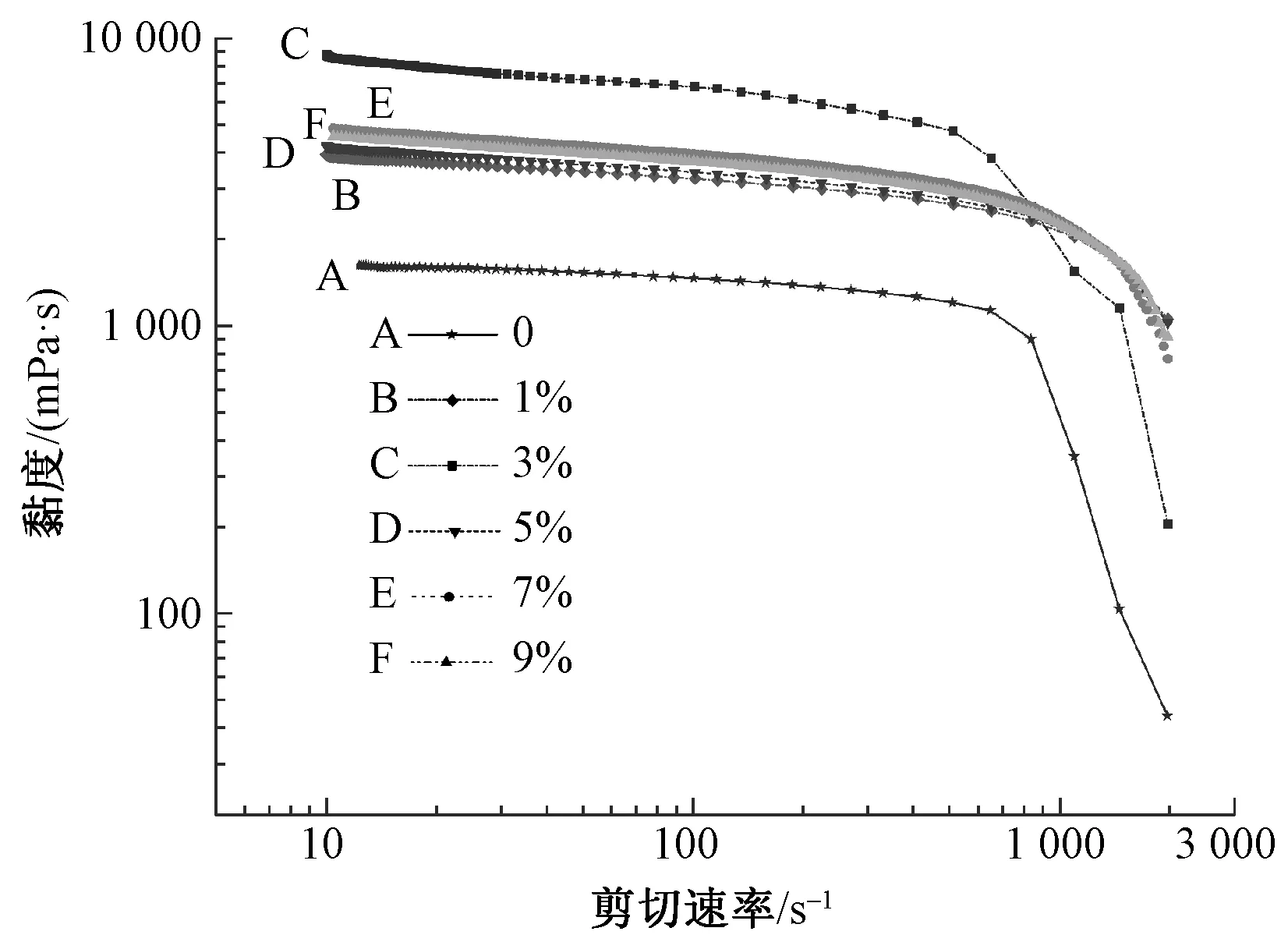
图1 不同阻燃剂质量分数PVC溶液的流变性能Fig.1 Rheological properties of PVC solution with different flame retardant content
由图1可知,随着剪切速率的增加,几种PVC溶液的黏度均呈下降趋势,且在下降过程存在2个阶段:在第1阶段(剪切速率在10~800 s-1)时,随着剪切速率的增加,溶液黏度缓慢下降;第2阶段(剪切速率在800 s-1以上)时,溶液的剪切黏度急剧下降。这是由于在较低剪切速率下,PVC高分子链段缠结严重,随着剪切速率的增加,PVC链段开始解结接;当剪切速率继续增大,增大至800~1 000 s-1范围内时,PVC高分子链段解缠结显著,使得高分子溶液黏度急剧变稀。这是由于阻燃剂的添加在一定程度上可缓解高分子溶液剪切变稀的趋势,阻碍了高分子的解缠结,增加了高分子溶液的黏度。当阻燃剂的质量分数为5%~9%时,几种PVC溶液的流变曲线十分接近,PVC溶液的流变性能几乎不变[9]。
2.3 阻燃剂质量分数对PVC溶液黏度的影响
对不同WSA-105阻燃剂质量分数的PVC环己酮溶液进行黏度测试,结果如图2所示。

图2 WSA-105质量分数对PVC溶液黏度的影响Fig.2 Effect of flame retardant WSA-105 content on viscosity of PVC polymer solution
从图2可知:随着阻燃剂WSA-105质量分数的增加,PVC溶液的黏度逐渐增大,当阻燃剂质量分数为3%时,黏度达到4 640 mPa·s,当阻燃剂质量分数为9%时,溶液黏度为5 500 mPa·s。这是由于随着阻燃剂质量分数的增加,PVC溶液中的粒子数也增加,高分子链段的运动变得相对困难,使得PVC溶液的黏度增大。
2.4 阻燃剂质量分数对透光率的影响
图3示出WSA-105质量分数分别为1%、3%、5%、7%、9%的PVC/PET复合材料的可见光透过率测试结果。可以看出,PVC/PET复合材料的可见光透过率随着阻燃剂质量分数的增加而下降,主要是由于阻燃剂WSA-105为烯丙基苯并三唑有机粉体,添加到PVC的高分子溶液中会对PVC/环己酮溶液的透明性有所影响,而当阻燃剂质量分数增加时,PVC溶液的透明性越差,即PVC/PET复合材料的可见光透光率越差。

图3 阻燃剂质量分数对PVC/PET复合材料透光率的影响Fig.3 Effect of flame retardant concentration on light transmittance of PVC/PET fabric composite
根据线性模拟,得到PVC/PET复合材料的透光率与阻燃剂质量分数的线性方程:
y=-1.74x+33.7
式中:y为PVC/PET复合材料的可见光透光率,%;x为PVC涂层材料中阻燃剂的质量分数,%。
由拟合曲线可知,当阻燃剂质量分数为0%时,纯PVC/PET复合材料的可见光透光率为33.7%,而经实验测试得到PVC/PET复合材料的可见光透过率为35.2%,与模拟得到数值接近。
2.5 阻燃剂质量分数对阻燃性能的影响
图4示出质量分数对PVC/PET复合材料极限氧指数的影响。可知,当PVC/PET复合材料中阻燃剂WSA-105的质量分数为1%时,复合材料的极限氧指数为22.7%,而当阻燃剂质量分数为9%时,复合材料的极限氧指数为27.3%;即随着PVC涂层中阻燃剂含量的增高,PVC/PET复合材料燃烧时产生的自由基被阻燃剂吸收,其极限氧指数逐渐提高。

图4 WSA-105质量分数对PVC/PET复合材料极限氧指数的影响Fig.4 Effect of WSA-105 mass fraction on limiting oxygen index of PVC/PET fabric composite
根据线性模拟,得到极限氧指数与阻燃剂质量分数的线性方程:
m=0.61n+22.01
式中:m为PVC/PET复合材料的极限氧指数,%;n为PVC涂层材料中阻燃剂的质量分数,%。
由拟合曲线可知,阻燃剂质量分数为0%时,纯PVC/PET复合材料的极限氧指数为22.01%。经实验测得PVC/PET复合材料的极限氧指数为22%,与模拟得到数值相符。根据以上模拟计算得到的线型方程可知,为制备建筑用PVC/PET复合材料,使其极限氧指数达到30%,所需的阻燃剂WAS-105的质量分数为10%左右。
2.6 阻燃剂质量分数对接触角的影响
图5示出WSA-105质量分数对PVC/PET复合材料接触角的影响。
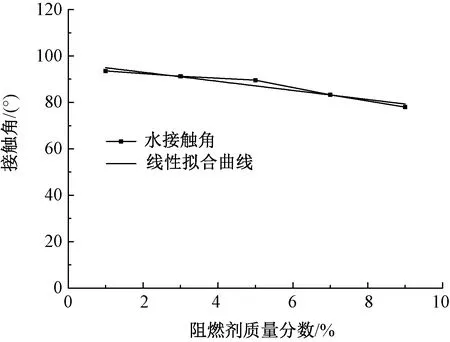
图5 WSA-105质量分数对PVC/PET复合材料接触角的影响Fig.5 Effect of WSA-105 concentration on contact angle of PVC/PET fabric composite
从图5可知,随着涂层中阻燃剂质量分数的增加,PVC/PET复合材料的接触角逐渐减小。这是由于随着涂层中阻燃剂质量分数的增加,复合材料表面的阻燃剂含量增多,从而逐渐增大了PVC膜材料对水的表面张力,使得PVC/PET复合材料对水的接触角也逐渐减小。
当阻燃剂质量分数为0%时,经实验测得PVC/PET复合材料的表面接触角为100°,与上述拟合结果接近。
2.7 复合材料厚度对LOI值与透光率的影响
配制阻燃剂WSA-105的质量分数为10%,通过调节自动涂膜机中的刀刮涂层厚度,制备不同厚度的PVC/PET复合材料。PVC/PET复合材料的厚度与接触角、极限氧指数的关系如图6所示。

图6 PVC/PET复合材料极限氧指数和透光率与PVC涂层厚度的关系Fig.6 Relationship between limiting oxygen index and light transmittance of PVC/PET fabric and PVC coating thickness
由图6可知,随着PVC/PET复合材料中PVC涂层厚度的增加,其极限氧指数逐渐增大,但极限氧指数的增大幅度较小。这是由于PVC涂层中,阻燃剂质量分数均为10%,但随着涂层厚度的增加,PVC/PET复合材料的比表面积减小,与氧气接触的比面积也随之减小,即同样燃烧的PVC/PET复合材料需要的氧气浓度更高,极限氧指数也随之增大。另外,随着PVC/PET复合材料涂层厚度的增加,其透光率也逐渐减小[10],当涂层膜厚度为1.35 mm时,其透光率可达8%,极限氧指数为30%,可满足建筑领域要求。
3 结 论
通过对5种阻燃剂阻燃PVC/PET复合材料研究发现,主要成分为烯丙基苯并三唑的阻燃剂WSA-105对PVC/PET复合材料具有良好的阻燃效果。当WSA-105的质量分数在5%~9%之间时,PVC/环己酮溶液的流变性能几乎不变,对刀刮涂层工艺影响不大;当阻燃剂WSA-105质量分数为10%,PVC涂层厚度为1.35 mm时,PVC/PET复合材料的极限氧指数可达30%,透光率可达8%,满足建筑材料的防火使用要求。
FZXB
