传统矿山企业创新发展之路
——西部矿业锡铁山选厂技改成果与启示
2019-01-22张永利王海丰
张永利 王海丰
(西部矿业集团有限公司)
西部矿业股份有限公司锡铁山铅锌矿是国内知名的大型铅锌矿山,1978年被列为国家“六五”规划重点项目。西部矿业锡铁山分公司成立于2004年,是国内最大的独立铅锌采选联合生产企业。锡铁山铅锌矿老选矿系统已运行30多年,碎矿采用三段一闭路碎矿工艺,磨矿采用 “球磨+螺旋分级机”一段闭路磨矿工艺,设备规格小,系列多,占地面积大,且设备自动化程度低,运行成本高,工人劳动强度大。
随着行业发展要求的不断提高,锡铁山铅锌矿30多年前的选矿工艺技术已跟不上时代步伐,锡铁山分公司要实现持续健康发展,就必须坚持不懈地加快转型升级、推动选矿技术改造,向一流矿山企业转变。2017年西部矿业锡铁山分公司实施了选矿技术升级改造项目,新建年处理量132万t选矿厂,项目仅用7个月时间就实现了竣工投产,30 d实现达产达标。
新选矿厂设计1个系列,碎磨采用一段粗碎+半自磨+球磨(SAB)工艺流程,浮选采用优先浮选选铅—锌硫混合浮选—锌硫分离浮选工艺。新选矿厂的投产提升了选矿生产水平,成本同比下降,生产效率全面提升,选矿指标有效提高,工人劳动强度大幅降低,作业环境大大改善,实现了设备大型化、自动化、精细化,为打造国内优秀矿山企业奠定坚实基础。同时改善了厂容厂貌和生活环境,实现了用最小的成本创造更高的企业效益,让企业发展向更优、更快、更高转变[1-3]。
1 新选矿厂设计与投资
1.1 厂址选择的合理性
厂址选择的前提是在企业现有场地内选择,且对现有选矿厂生产影响最小。根据现有选矿厂布置及周边旧厂房使用情况,结合升级改造工艺配置,通过分析现有工艺流程、结合现场用地情况,选择合适的位置布置新建选矿厂磨浮系统。
1.2 简化碎磨工艺
站在选矿工艺原理角度,磨矿重要性不言而喻。从选矿工艺角度分析,粗碎+半自磨+球磨(SAB流程)和三段一闭路破碎+球磨流程(常规碎磨流程)都是可供选择的矿石破磨流程[4]。常规碎磨流程属于成熟的选矿破磨工艺,稳妥可靠,但流程长、设备台(件)数多;由于项目所在地属高海拔地区,不适于高强度劳作,而半自磨流程具有流程短、粉尘环境作业点少、作业人员少等特点。与传统的由多段破碎筛分和球磨机或棒磨机构成的碎磨工艺流程(图1)相比,半自磨+球磨(SAB)工艺(图2)流程简单、处理量大、粉尘少,可节省设备、厂房面积和基建投资,钢球单耗低,被认为是一项先进的磨矿工艺。通过借鉴参考国内外先进选矿流程,锡铁山选矿技术升级改造项目确定碎磨流程采用一段粗碎+半自磨+球磨工艺。
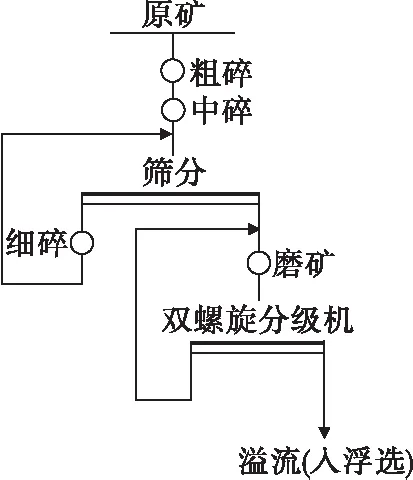
图1 传统三段一闭路碎磨工艺流程

图2 粗碎+半自磨+球磨(SAB)工艺流程
1.3 优化浮选工艺
硫化铅锌矿浮选工艺主要有优先浮选流程、混合浮选流程、等可浮选流程、原生电位调控浮选流程。锡铁山选矿厂原浮选工艺Ⅰ、Ⅱ、Ⅲ系列采用“铅优先浮选—锌硫混浮再分离流程”(方案1,见图3),Ⅳ系列采用“铅、锌顺序优先浮选流程”(方案2,见图4)。方案1生产指标见表1,方案2生产指标见表2。

图3 方案1流程

图4 方案2流程
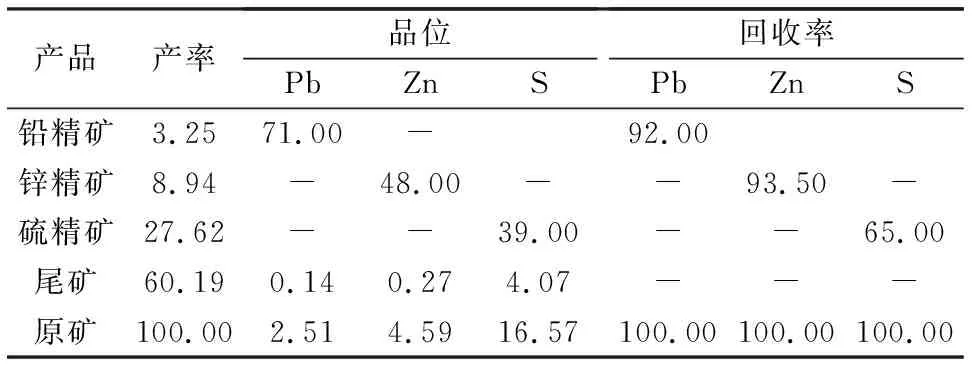

表2 方案2流程生产指标%
通过表1、表2进行综合技术经济比较,在原矿处理量为4 800 t/d、原矿品位无较大波动的情况下,Ⅰ、Ⅱ、Ⅲ系列流程产品有价金属价值按目前市场价计算,合计较Ⅳ系列流程高400元/d(不含硫精矿价值),药剂成本低6 547元/d,电费高1 417元/d。与Ⅳ系列工艺流程相比,Ⅰ、Ⅱ、Ⅲ系列工艺产生价值高5 530元/d,且其各项工艺指标较为均衡,硫、金、银也得到有效回收,因此最终选取方案1作为新选矿厂工艺流程[5]。
为适应选矿设备大型化、自动化、现代化的发展趋势,对已生产多年的选矿厂进行技术升级改造。对采用“三段一闭路”流程的破碎车间和设备规格小、系列配置多的磨浮车间(一期3个系列,二期1个系列)进行技术升级改造,确定选矿工艺流程为“粗碎—半自磨—球磨—浮选—浓密—脱水”流程,使选矿厂自动化控制水平达到国内领先水平。保留已经过改造、脱水效果先进、布置相对独立的脱水生产系统,技术升级改造后破碎、磨浮系统新建于原选矿厂破碎系统西侧。
1.4 大幅提升自动化控制水平
自动控制系统本着“科学、合理、先进、可靠”的原则采用目前成熟、可靠、先进的监控网络设备、PLC自动化产品及智能仪表检测设备,对选矿生产过程进行高水平的自动化管理和控制。
整个选矿厂的自动化仪表检测与控制系统采用集中与分散相结合的工业计算机DCS控制系统。在新建磨矿车间旁新建1座集中控制室,建筑面积378.0 m2,内设柜式集中仪表显示控制盘和工业计算机监控系统,以自动完成选矿厂的生产操作、调节及对全厂的矿石处理量、金属回收率、药剂消耗等技术经济指标进行在线管理,并自动完成选矿厂的日报表、月报表等技术管理所需的各项资料[6-7]。现场PLC可编程序控制器和就地仪表显示控制箱均安装在检测控制点附近便于操作的地方。
1.5 环保设计符合国家环保要求
对生产过程产生粉尘的车间除采取有效的设备密封外,还在各产尘点设计了超细雾化抑尘系统。系统喷雾形式是通过管道内的水加压,当水到达喷头处并达到额定压力时,便能开启高压雾化喷头的弹簧,然后被震荡破碎,并利用高压将破碎后的水雾颗粒从喷嘴喷出。在产尘点喷出3~20 μm的细雾滴颗粒,形成一个浓密的雾池效果。粉尘通过雾池时凝结、沉降在物料表面,从而达到抑尘、降尘效果。另外多种喷嘴搭配使用,提高了粉尘治理效果,有效防止粉尘溢出。所选择的除尘器净化效率均在99%以上,净化后的空气含尘浓度均低于排放标准。
建筑装修材料选用绿色环保材料,减少对人及环境的二次污染。项目主要排放废水为随尾矿排入尾矿库的废水,废水量9 510.72 m3/d,尾矿库底部做防渗设施,除蒸发和尾矿自身含水外,其余全部回用,回水量7 935.62 m3/d。经尾矿库回水泵提升至选矿厂回用或处理后回用,实现“废水零排放”,不影响周围环境。
1.6 项目投资适中
锡铁山分公司选矿厂技术升级改造(新建选厂)工程估算建设投资16 549.21万元,其中工程费用13 270.14万元,其他费用1 505.94万元,基本预备费1 773.13万元。
1.7 经济效果显著
项目技改完成后,经济效果显著。在年处理量及原矿品位相同的情况下,新选厂每年铅精矿金属量减少609 t、锌精矿金属量增产1 505 t、铅精矿金属量增产28 kg、铅精矿银金属量增产602 kg。老选厂4个系列中IV系列为原生电位调控浮选工艺流程,因此老选厂铅回收率较新系统高。以2018年上半年销售均价铅精矿14 785元/t金属、锌精矿16 047元/t金属、铅精矿中金216 455元/kg、铅精矿中银2 669元/kg测算,增加销售收入2 281.37万元/a,具体见表3。

表3 改造前后各产品增产增收情况
注:硫精矿增收未计算在内。
根据表3计算,相比老选厂,新选厂每年城建税、教育费附加等附加税费83.64万元,每年减少总成本费用2 551.43万元,单位原矿处理成本费用由272.93元/t减少到254.71元/t,减少18.22元/t,具体见表4。

表4 新老选厂成本费用对比 万元
依据年增加的销售收入和总税费及减少的总成本费用,每年可增加利润总额4 749.16万元,扣除新增所得税,每年新增税后利润4 036.79万元。
根据以上数据测算年新增现金流量5 684.17万元,新选厂总支出约18 000万元,依据7%折现率测算,内部收益率为30.59%,投资回收期为4.20 a(含基建期),投资指标较好。
2 成果启示
2.1 科技创新是传统矿山企业创新发展之路的根本基石
本次技术升级改造项目是在经济可行的基础上积极应用高新技术成果和装备进行的。选用φ5 m×2.5 m半自磨+φ3.8 m×5.2 m球磨磨矿系统,新选厂原矿处理量已达4 800 t/d(设计能力4 000 t/d)。选用高精度在线分析仪可快速对浮选过程中的精矿品位进行检测,以便及时调整药剂制度、提高精矿产品质量。目前铅锌综合回收率达到188%,较老系统提高了1个百分点。
众多新设备的应用,提高了选矿效率,锡铁山分公司也逐步实现了由劳动密集型的高能耗生产方式向技术密集型的低能耗发展模式的转变,使得技改红利深层次效应日益显现,推动西部矿业从“制造”走向“智造”。
2.2 管理创新是传统矿山企业发展之路的有力保障
项目投产调试初期,出现磨矿系统台效严重偏低、尾矿管频繁堵塞等问题,锡铁山分公司同设计院及施工单位进行多次专题会议研讨,制定整改技术方案,通过调整破碎机设备参数、调整半自磨机及球磨机负荷分配等措施,极大地提高了磨矿系统的台效。
整个选矿厂自动化仪表检测与控制系统采用集中与分散相结合的工业计算机DCS控制系统,大大简化了人员编排和劳动强度。通过群众性活动的开展,员工作业环境得到极大改善,生产指标得到较好优化,有效解决了企业生产中存在的问题,推动企业技术进步,各项生产指标均超过设计目标。此外还对原矿搅拌桶及其过浆管路进行改造,优化部分加药点,改造部分管路和雾化除尘系统等,不断推进技术革新和管理创新活动。
2.3 制度创新是传统矿山企业创新发展之路的首要前提
矿山制度创新就是遵循事物发展的内在规律,敢于创新、敢于突破陈规的制度。要使传统矿山企业走创新发展之路,制度创新是首要前提,要做到制度创新,就必须从实际出发,坚持3个原则:
一是必须提高矿山资源利用率。对于矿石资源的后备储量,应该从技术上、经济上综合论证,强化整体规划,合理配置资源,实现有序开采,提高开采强度,降低贫化率和损失率。在今后新选厂生产中重点提高选矿回收率,如可以多做小型浮选试验,调整药剂制度,改善回水水质等。
二是必须兼顾环境治理。针对矿山开采,可以在采矿作业中对表土进行独立堆放,剥离的废弃物进行集中充填采空区、表土铺设、植被种植与恢复,形成“剥离—采矿—土地复垦”有序对接,从而实现恢复生态,改善环境。以往选厂存在的环境问题主要是尾矿乱排,近年来随着法律法规的加强,尾矿乱排现象已基本杜绝,但选厂仍是工业废料、废物排放比较集中的地方,如废石堆场、粉尘、浮选药剂产生的气体污染等。本次技改选厂尽管应用了大量通风除尘设备,但在今后生产中仍需注意这些问题。生产是源头,在生产中推行清洁生产、节约生产、安全生产,将矿山的环境治理实现从末端治理到源头控制的转变。
三是必须走多元化发展之路。一般单一产业的企业快速发展到一定时期就会出现增速放缓现象,这时候企业不得不面对继续单一产业发展与多元化发展的抉择。除了锡铁山这一核心矿山,西部矿业在冶炼、盐湖化工、旅游、房地产等各个方面全面发展,且均取得不少成果。例如青海锂业已发展成为我国唯一一个大规模、稳定生产碳酸锂的盐湖提锂企业,且品质达到电池级,西部镁业已解决了高纯氢氧化镁制取、过滤和洗涤技术水平低的难题。公司不断谋求新的发展空间,在产业结构上互为支撑、协同发展,全面提高核心竞争力和发展力。
西部矿业坚定不移地贯彻新发展理念,坚决端正发展观念,转变发展方式,不断提升发展质量和效益,加快企业供给侧结构性调整,全面推进深化改革,坚决破除各方面体制机制弊端,率先在锡铁山分公司推进选矿技术升级改造,从2017年4月开工建设到竣工投产,仅用7个月时间,实现了新的突破。
近年来,西部矿业以提质增效为目标,以转型升级为抓手,以深化改革为动力,不断提升企业发展效益和质量,探索出了一条独具特色的国企改革之路,在青海省属出资企业供给侧结构性改革的推进中发挥了带头表率作用。
3 结 语
西部矿业锡铁山分公司通过合理选择厂址,简化碎磨工艺、优化浮选工艺,大幅提升生产自动化控制水平,规范环保设计等措施,进行选矿技术升级改造项目,新建了年处理量132万t的选矿厂,项目投资适中,经济效果显著。科技创新是传统矿山企业创新发展之路的根本基石,管理创新是传统矿山企业发展之路的有力保障,制度创新是传统矿山企业创新发展之路的首要前提。
锡铁山技改选矿厂贯彻新发展理念,注重生态保护,坚持质量第一、效益优先,以供给侧机构改革为主线,推动经济发展质量变革、效率变革、动力变革,提高全要素生产率,该成果与经验对其他类似选矿厂的技术改造具有借鉴意义。