浆网速差之零点速差
2019-01-21王丽影张思洋孙韬张德成
王丽影 张思洋 孙韬 张德成
(天津和或节能技术有限公司,天津 300457)
浆网速差是影响纸张生产的最关键因素之一,会影响纸张成形状态、成纸强度、匀度等重要指标[1]。虽然多数造纸从业者知道通常情况下的浆网速差调整方法,但对于其原理和特殊应用方面,往往了解的比较片面。本文将对浆网速差的细节问题(零点速差)进行分析讨论。
1 浆网速差的定义
浆网速差是指流浆箱自唇口喷射出的浆流速度与成型网运行速度之间的差值,有时也可用浆网速比[2]描述(即流浆箱自唇口喷射出的浆流速度与成型网运行速度之间的比值)。当浆速>网速的时,称之为Rush模式;当浆速<网速时,称之为Drag模式。
2 零点速差的概念
浆网速差/速比的最合理数值范围是多少呢?通常其并不是一个确定值。不同的造纸机其真实的零点速差(即浆速=网速)状态是不同的。从MCS和现场控制面板得到的数值只是根据流浆箱设计参数计算得到的一个理论数据,往往是不够准确或还需进行补偿的,得到最优浆网速差的前提条件是先找到机台的零点速差。
3 零点速差的摸索方法
标准的零点速差摸索方法是,通过设定不同的浆网速差(如-15、-10、-5、0、5、10、15 m/min),取对应下机纸样,测量其纵向(machine direction,MD)和横向(cross direction,CD)方向的抗张强度,找到MD方向抗张强度最小值与CD方向抗张强度最大值的重合点的位置速差,此时MCS显示的浆网速差就是机台的标准零点速差。
在如图1所示的抗张指数与浆网速差之间的关系图中,标准零点在浆网速差为-5 m/min时,纤维有最大限度沿CD方向排布的倾向,可以被认为是真实的零点位置。
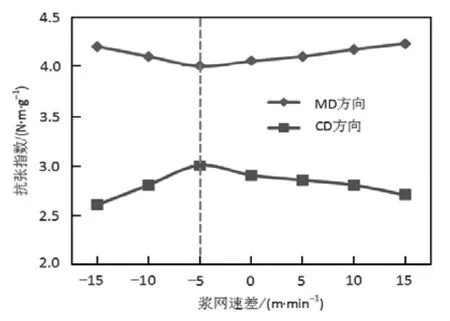
图1 抗张指数与浆网速差之间的关系
4 零点速差的快速查找方法
在纸板的实际生产中,较少关注抗张强度指标,更多关注的是挺度、耐破度及环压强度等指标。虽然利用这几个指标查找标准零点速差的准确度均不如抗张强度,但作为简单的零点速差查找方法也是可行的。但是,不建议使用耐折度摸索标准零点速差,原因是耐折度数值的检测误差太大,检验可重复性极差,检测得到的标准零点几乎不具备可参考性。
另外,更简便快捷的方法则是根据在线成纸宽度(QCS扫描)的数值反馈,实时掌握速差调整对成纸宽度的影响,从而确定零点速差。通常,成纸幅宽最大时对应MCS显示的速差即为标准零点速差。需要注意的是,在此过程中,所有能够影响幅宽变化的其他参数必须保持不变,如水针切宽,传动速差,前后烘干部蒸汽压力,施胶挂胶量,胶料的固含量、黏度和温度等。