汽门摇臂轴平行度专用检测装置的设计与研究∗∗
2019-01-14程二九朱娉娉
程二九 朱娉娉
(①安徽机电职业技术学院机械工程系,安徽芜湖241000;②安徽工业经济职业技术学院基础部,安徽合肥230051)
汽门摇臂轴零件在机械制造业中有着广泛的应用,在生产中批量较大,其平行度误差的测量也是汽门摇臂轴零件在实际生产中面临的重要问题.使用普通量具量仪并采用传统的测量方法测量,调整和操作步骤较多,测量的精度难以提高.而采用精密仪器对汽门摇臂轴零件的平行度误差进行测量时,测量的成本就会提高,在大量测量时难以大量普及.针对某机械制造企业中有平行度公差要求的汽门摇臂轴零件数量多,在测量平行度误差时,测量速度不高,影响测量效率的情况,有针对性地设计出测量汽门摇臂轴平行度误差的专用检测装置,此检测装置方便实用、可靠性好.可以极大地提高汽门摇臂轴零件的测量效率以及测量精度.
1 汽门摇臂轴平行度误差测量原理
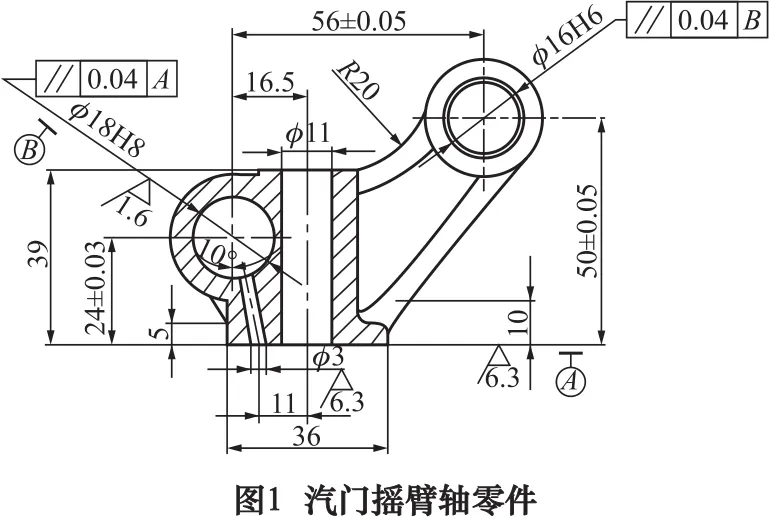
汽门摇臂轴零件的结构以及技术要求如图1所示,通过对汽门摇臂轴零件图进行分析发现:其图中平行度公差标注的含义为汽门摇臂轴φ18H8 mm孔的轴线相对于基准A为汽门摇臂轴零件的底面平行度公差为0.04 mm,其被测要素是孔的轴线,是中心要素,基准要素是汽门摇臂轴的底面是轮廓要素,属于线对面的平行度公差要求.汽门摇臂轴φ16H6 mm孔的轴线相对于基准B为直径φ18H8 mm孔的轴线的平行度公差也为0.04 mm,其被测要素和基准要素都是孔的轴线,都是中心要素,属于线对线的平行度公差要求.
测量汽门摇臂轴零件的线对面、线对线平行度误差时,要按照线对面、线对线平行度误差的测量原理进行测量.线对面、线对线平行度误差测量原理如图2所示.在图2a中将被测零件(被测轴线长度为L1)放置在平板上,被测轴线由可胀式心轴模拟,将指示表测头置于铅垂轴截面内测量距离为L2的两位置处,测得读数分别为M1和M2,则被测轴线相对于底面的平行度误差为f//线对面= M1-M2L1/L2.在图2b中被测孔轴线长度为L1,被测孔的轴线和基准孔的轴线均由心轴模拟,再将基准心轴安放在两个等高的V型块上体现基准轴线,在模拟被测孔轴线的心轴上距离为L2的两个位置上测得的读数为M1和M2.则线对线平行度误差为 f= M-ML/L[1].
//线对线1212

汽门摇臂轴零件的平行度专用检测装置的设计,要严格按照线对面、线对线平行度误差的测量原理进行设计.设计的汽门摇臂轴平行度专用检测装置由底座、左右立柱、定距套、横梁、定位块、定位柱、V型块、支撑块、夹表套以及校表规等结构构成.
2 平行度专用检测装置设计过程
2.1 校表规的设计
汽门摇臂轴平行度检测装置在测量平行度误差时,需要使用校表规对检测装置的百分表进行调零.由于测量的是汽门摇臂轴为φ18H8 mm孔的轴线相对于汽门摇臂轴零件的底面A基准平行度误差以及汽门摇臂轴为φ16H6 mm孔的轴线相对于B基准为φ18H8 mm孔的轴线的平行度误差.因此,需要两个校表规分别对安装在两个横梁上的百分表进行调零,其中一个校表规的结构如图3所示.图中为φ18±0.001 mm的校表心轴模拟的是φ18H8 mm孔的轴线,此孔的轴线是测量φ16H6 mm孔的轴线平行度误差时的基准轴线,在φ18±0.001 mm的校表心轴上要安装校表柱,此校表柱的顶端到φ18±0.001 mm校表心轴轴线的距离为34±0.002 mm.校表柱和校表心轴在制造过程中选择的制造材料为GCr15,即高碳铬轴承钢.此种材料经过淬火后,可以使校表柱和校表心轴具有较高的硬度、耐磨性以及较高的接触疲劳性能.因此,校表柱和校表心轴在制造过程中需要进行淬火热处理,并保证淬火后校表柱和校表心轴的洛氏硬度要达到62~65 HRC[2].同时,在制造中对校表柱和校表心轴还要进行发黑表面处理,可以提高校表柱和校表心轴的防腐蚀性能.

2.2 平行度检测装置的装配与使用
汽门摇臂轴平行度检测装置的零件设计完成后,在Pro/E软件中完成零件三维图形的绘制与检测装置的装配[3-6],装配完成后的平行度检测装置如图4所示.从图4中能够观察到平行度检测装置清晰的结构特征与组成零件.V型块通过M6×20内六角螺钉安装在底座上,V型块的作用主要用于支撑零件并模拟φ18H8 mm孔的轴线.后左立柱6和后右立柱13,前左立柱4和前右立柱18都安装在底座上,横梁10有两根分别安装在前左右立柱4和18,后左右立柱6和13上.通过前定距套17和后定距套12,将两根横梁在前后立柱上的位置进行精确定位,并利用规格为M6滚花螺钉将两根横梁分别固定在前后立柱上.

百分表7和8通过夹表套安装在横梁的两个百分表定位孔中,并通过利用规格为M5的滚花螺钉来紧固两个百分表,这两个百分表主要用来测量φ16H6 mm孔的轴线相对于基准B为φ18H8 mm孔的轴线的平行度误差.百分表5和19通过夹表套也安装在横梁的孔中,同样通过利用规格为M5的滚花螺钉来紧固两个百分表,百分表5和19主要用来测量φ18H8 mm孔的轴线相对于基准A为零件底面的平行度误差.定位柱通过端部M10的螺纹固定在底座上,通过利用规格为M5的内六角螺钉将定位块固定在底座上,定位柱和定位块主要用于测量零件线对面平行度误差时的精确定位.

在测量汽门摇臂轴零件直径为φ18H8 mm孔的轴线相对于基准A为汽门摇臂轴零件底面的平行度误差时,首先需要利用校表柱对百分表5和19进行校零,校零时,将校表柱分别与两个百分表接触,并对百分表进行调零,使百分表的指针指在零位,图5即为百分表的校零示意图.百分表校零完成之后,将汽门摇臂轴零件安装在定位柱和定位块之间,将φ18 mm的被测心轴插入φ18H8 mm孔中,用于模拟φ18H8 mm孔的被测轴线,百分表的测量头与被测心轴接触,得到两个百分表的读数,再利用线对面平行度误差计算公式即可得到φ18H8 mm孔的轴线相对于基准A为零件底面的平行度误差,测量示意图如图6所示.

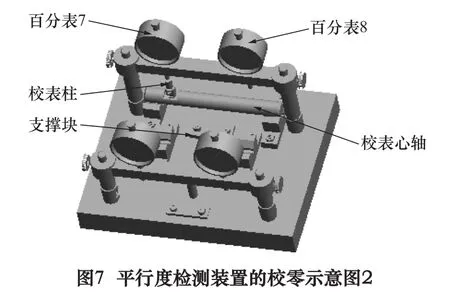
使用汽门摇臂轴平行度检测装置测量φ16H6 mm孔的轴线相对于基准Bφ18H8 mm孔的轴线的平行度误差时,需要使用设计制造的校表规对百分表7和8进行校零,校表规由校表心轴和校表柱组成.校零时,需要将校表柱装配在校表心轴上,校表心轴放置在两个V型块上,用校表心轴模拟φ18H8 mm孔的基准轴线,然后将百分表7的测量头与校表柱的端面接触,并对百分表7进行调零,使百分表7的指针指在零位,即可完成百分表7的校零,百分表8的校零过程与百分表7的校零方法一致,通过图7可以观察百分表的校零过程.
利用校表规对百分表7和8的校零完成之后,将汽门摇臂轴零件安装在基准心轴上,并通过支撑块进行支撑,基准心轴用来模拟为φ18H8 mm孔的轴线,此孔轴线作为基准轴线,将φ16 mm的被测心轴插入φ16H6 mm的被测孔中,此被测心轴主要用于模拟φ16H6 mm孔的轴线,此孔的轴线是被测轴线.两个百分表的测量头与被测心轴接触,得到两个百分表的读数,利用线对线平行度误差计算公式得到汽门摇臂轴零件φ16H6 mm孔的轴线相对于基准B的φ18H8 mm孔的轴线的平行度误差,其测量示意图如图8所示.

3 结语
目前,此新型检测装置已经积极向某机械制造企业进行推广应用,并向国家知识产权局申请了国家实用新型专利并获得授权(专利号:201720441030.5).由于该新型汽门摇臂轴零件平行度检测装置在设计过程中,严格按照线对面、线对线平行度误差的测量原理进行设计,其设计原理正确.所设计的平行度误差检测装置结构紧凑,且能够快速准确地测出汽门摇臂轴平行度误差.在实际生产中,可以大大提高汽门摇臂轴零件的检测精度和检测速度,满足了汽门摇臂轴零件的平行度误差测量的需要.对同类批量零件平行度误差的测量,该检测装置的结构具有简单实用的特点,对同类零件检测装置的设计,具有一定借鉴意义.
