《7 X8某公边船》锚穴优化改造
2019-01-11卢钦泉郭孟秋
卢钦泉,郭孟秋,乔 婧,王 军
(中船黄埔文冲船舶有限公司,广州510715)
1 前言
锚是船舶锚泊系统中的关键设备。船舶抛锚停泊是船舶常用的停泊方式,其过程大致如下:船上通过释放锚机的拉力,将以锚链或锚索连接的锚随其自身的重力抛入水中,锚爪扎进海底产生抓地力紧紧抓住淤泥或泥沙,将船舶系留固定在预定位置。
通常情况下,锚是通过锚链或锚索系紧存放在锚穴中,当操作人员收到抛锚指令后需要在较短的时间内将锚抛投入海,如果出现锚爪憋卡在锚穴或者锚唇上则会导致锚无法及时抛入海底,使船舶在风及潮流影响下会偏离预定停泊位置,存在较大的安全隐患,所以抛锚过程的顺畅与否关系到船舶的安全性,正常情况下不应出现抛锚卡锚的现象。
2 卡锚现象
《7X8某公边船》在船的首部和右舷舷侧各存放1个AC-14大爪力锚,其中首部位锚存放在首锚穴中,右舷锚存放在锚台唇上。本船首锚通过了木制模型的模拟起锚抛锚试验,模拟中未出现卡锚现象,磨具贴合情况也比较好;而在实船系泊试验过程中,通过实船的拉﹑抛锚试验,发现在抛锚的试验过程中出现了卡锚现象。
该船的卡锚现象表现为:(1)在收锚过程中,锚无法收至与锚唇铸钢件相互贴合的状态,锚冠与上锚唇之间存在约40 mm的间隙,锚爪与锚穴顶板之间也存在较大的离空间隙,没有收至贴紧的藏锚状态;(2)当锚爪与铸钢件虎口部位贴紧至卡紧状态时,按照模拟试验该虎口位置与锚爪之间应存在一定的间隙,避免锚爪卡紧铸钢件,而实船试验中锚却被卡紧了;(3)当进行抛锚操作时,由于锚爪与铸钢件虎口部位卡紧,锚无法依靠自身重量完成下抛动作,最终造成锚爪憋卡在锚唇上。
3 卡锚原因分析
发现卡锚现象后,公司及时组织技术和施工人员对实船进行勘验,经过多次起﹑抛锚操作试验,发现锚在锚唇铸钢件上的运动轨迹基本一致,说明起锚位置基本是在正确的位置进入锚唇的,排除了锚不在铸钢件的正确位置上移运动的可能。通过仔细观察发现,当锚爪已经抵住锚唇虎口的下部时锚冠并未抵达上锚唇部位,锚爪尖端部位也未抵达锚穴上顶板,即锚没有达到受锚唇铸钢件限位的藏锚状态(见图1),因此当锚机继续往上拉时锚唇铸钢件无法有效限制锚爪的上移运动,最终导致锚爪上移过程中吃紧在虎口两腮位置;当抛锚作业操作启动后,锚机释放了拉力,锚爪仍然无法靠自身重量下抛造成卡锚现象。
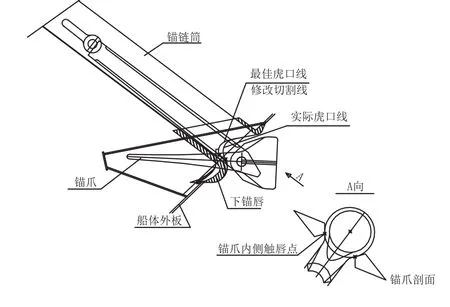
图1 锚爪憋卡位置示意
由上可知卡锚现象的主要原因是锚爪憋卡在锚唇虎口两腮位置,而憋卡锚爪的根本原因则是锚唇下唇过厚导致锚唇虎口位置靠前,使锚爪上移运动提早遭遇到锚唇虎口两侧腮部的抵抗。
本船在建造首制船时也进行了木锚拉锚试验,即把涉及锚系部位的部分船体和锚系各个构件(包括锚﹑锚链筒﹑锚穴﹑锚台及锚唇)按缩小的比例制作模型,模拟实船进行起﹑抛锚试验。由于试验样台负责试验调试的木工师傅削薄了锚唇腮部,使当时的木锚拉锚试验报验顺利通过。随后因木工师傅离职,并未将锚唇腮部削薄修改反馈给设计人员,同时设计人员未能及早发现原设计锚唇过厚而造成虎口位置太靠前的问题,而是照搬设计院原设计图进行锚唇铸钢件等锚系构件的实船制作和安装,从而导致卡锚现象的出现。
4 卡锚解决方案
鉴于因锚唇虎口位置靠前提早抵抗了锚的上移,使锚爪憋卡在虎口两腮位置是造成卡锚的主要原因,那么解决卡锚的思路则有两个:一是后移虎口设计;二是定量磨削虎口两腮部位。
方案一:后移锚唇虎口
重新设计锚唇铸钢件的形状,这是最直接有效的解决方案。经过计算机放样演算,增加上锚唇厚度﹑减薄下锚唇厚度,使新的虎口线随着变薄的下唇发生后移,设计出新虎口修改切割线(见图3),把触唇点后移至不抵靠贴锚状态下的锚爪内侧位置,有效远离了卡锚点,再依据此处线性特点即可光顺求得新的锚唇铸钢件。
但该方案需要重新制作锚唇铸钢件﹑拆除原船上的铸钢件再重新安装,这在交船压力下重新订购一个铸钢件在施工周期上是不允许的。如果在原铸钢件上进行修改,则在施工难度上不具备可行性,因为板厚最厚处达到75 mm,最薄处也有40 mm,加上铸钢材质硬度大,要切割掉这种厚度的铸钢件非常困难,并且切割后还牵扯到下锚唇的形状修复,如果修复不当容易导致导链槽过浅或产生纰口,造成更严重的锚链脱槽事故,所以该方案只能用于后续新造船的锚唇铸钢件优化改进,在现船上不具备可行性。
方案二:定量磨削虎口两腮
这是目前实船最实用﹑最省事且有效的解决方案。因为锚上移运动提早遭遇到锚唇的抵抗,那么通过采取磨削锚唇腮部及加厚上锚唇双管齐下的方案则可使锚提前进入藏锚状态,使锚的锚冠抵住上锚唇﹑两锚爪尖抵住锚穴顶板。该方案经过现场施工磨削作业处理后,经验证该方案确实能够改善卡锚现象。但是,由于现场对腮部磨削作业厚度并不定量,使腮部磨削出来呈倒八字形的下口(见图2)仍然有较大几率憋住锚的两个锚爪内侧,令锚依然有几率夹紧在锚唇虎口上。考虑到磨削作业施工量巨大,不可能经过现场反复返工磨削修补来确定厚度。为此,设计人员通过在计算机上反复推演,计算出当锚唇腮部修整最大深度达到20 mm时,锚上移运动不再受到锚唇虎口的阻碍,当锚完全贴合住上锚唇及锚穴顶板时,两个锚爪内侧与锚唇腮部还保有较大空隙。此时,锚唇腮部不再受到锚的挤压,主要受力点落在锚冠抵住的上锚唇以及两个锚爪尖抵住的锚穴顶板处,使锚形成稳固的三点支撑,达到理想的藏锚状态,能够最终消除抛锚作业卡锚现象的发生。
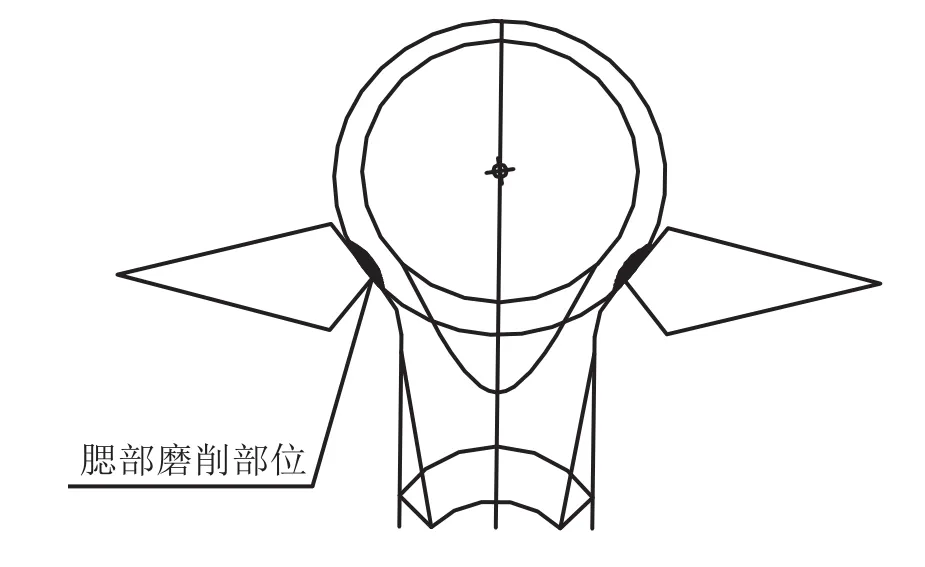
图2 锚唇腮部磨削示意
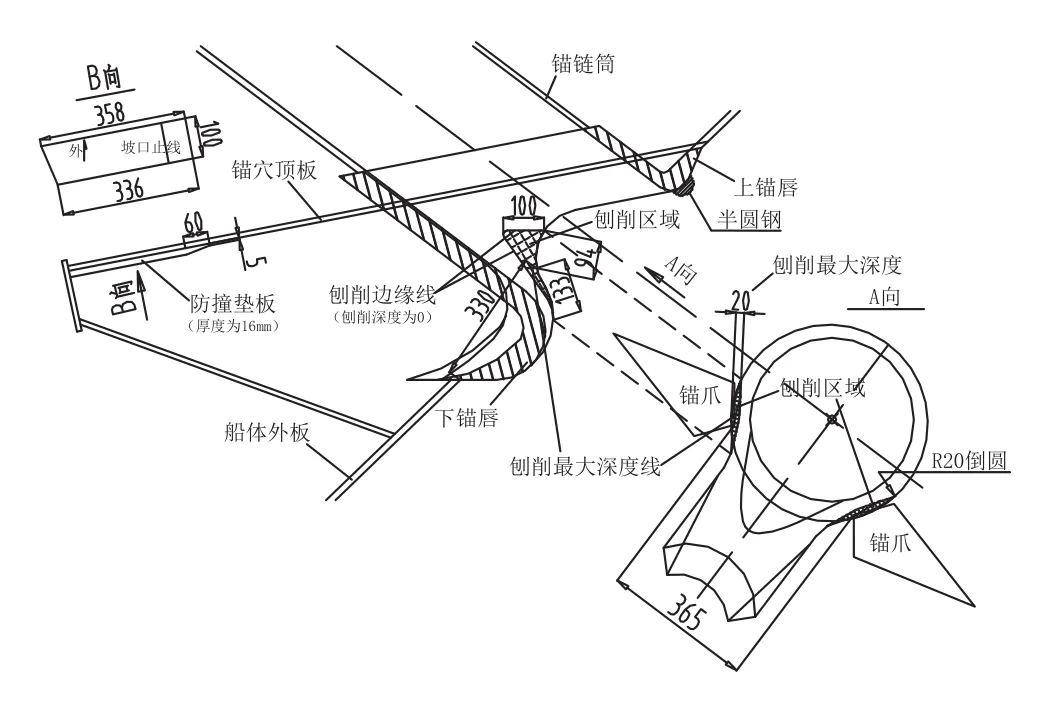
图3 锚爪憋卡位置示意
经过与船东沟通,最终决定采用方案二(见图3)进行优化改进,修改后经实船试验验证,彻底解决了卡锚现象。
5 结束语
合理的锚系设计对船舶航行的安全性至关重要,为了避免卡锚现象的发生,一般采用木制模型做拉锚试验进行检验。我司此前采用的传统锚泊系统生产设计主要是采用设计院原图进行试锚箱体﹑锚﹑锚唇﹑锚链筒﹑锚穴及锚台等部件的木模缩放制作,进而开展样台拉锚试验﹑修正参数等后续工作,根据拉锚试验结果对锚链筒位置﹑锚穴﹑锚台﹑锚唇的选型及形状进行修正,直至达到理想的效果。
本船卡锚事件警醒了锚系设计师﹑放样主管,木锚拉锚试验过程一定要积极参与到现场试验,随时掌握模具的修改信息,在报验通过后,必须认真核查修改过的部位和参数,将试验结果准确地运用到实船锚系构件的制作和安装上。
针对本船的卡锚事件及公司其他船型所涉及的锚系统相关问题,公司设计部门通过分析和统计各型船的锚系统存在的各类问题,优化改进生产设计流程,减少木锚试验过程中的修改工作量,最后根据试验结果对设计院原图进行优化再设计工作。
