基于虚拟仿真的数控加工技术训练考评方法研究
2019-01-09李建广周亮姚英学
李建广, 周亮, 姚英学
(哈尔滨工业大学 机电工程学院, 黑龙江 哈尔滨 150050)
数控加工技术对制造企业提高加工质量和生产效率具有重要的意义,目前美国和英国的制造业超过70%的零部件依赖于数控加工[1]。对于相关专业的高校毕业生和技术工人,掌握数控加工技术将获得较多的就业机会和较高的薪酬。我国大多数工科大学和职业技术学校开设了数控加工技术类课程。回归工程实践成为高等工程教育发展的趋势[2]。Tony Bates[3]系统深入地阐释了数字化时代教育根本性变化的动因,认为数字化技术成为改变教学方式的核心,以计算机、网络、信息化、云计算等为技术特点的数字化技术为工程教育提供了一种高效的实现方法[4]。
基于虚拟仿真的数控加工技术培训受到普遍关注,近年来开发出了原型系统和商业应用系统[5-9]。
在国内,多家公司开发了数控加工培训系统,如斯沃数控仿真软件和宇龙数控仿真软件,浙江海特智能科技有限公司基于“视觉上虚拟,操作上真实”的理念研发了CNC Partner数控培训机。市场上的基于虚拟仿真的数控培训系统的功能越来越完善,但如何评价学员自主训练的效果尚需研究。
本文对基于虚拟仿真的数控加工技术训练操作过程的评价方法进行研究,实现数控加工技术训练过程和效果的自动考评,便于学员的自主学习和训练。
1 数控加工考评功能设计
1.1 数控加工过程分析
一个工件的数控加工过程,包括工艺分析与规划、数控编程与仿真验证、进行数控加工和质量检验。
(1) 工艺分析与规划主要包括加工阶段的划分、加工面与刀具选择、切削用量选择等,在数控编程时需要输入这些工艺信息。
(2) 数控编程可采用CAM交互编程或手工编程,需考虑工件加工过程的可靠性和加工效率。如采用CAM编程,可直接进行仿真验证;如采用手工编程,则需要利用第三方仿真系统验证。
(3) 数控加工与检验包括数控程序的载入、对刀、偏置设置、执行程序等操作,加工的工件质量检验等。
1.2 考评项目分析与系统设计
目前,市场上用于工程训练的数控加工仿真系统的基本功能相同,主要功能包含机床选择、刀具管理与配置、对刀、刀具补偿、数控程序载入与编辑、加工过程仿真等,而对工艺设计正确与否和数控编程的效率则难以检查。
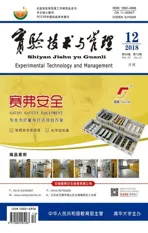
一个合格的数控加工人员必须具备机械制造工艺的基础知识、数控编程和数控机床操作等3方面的知识和技能。学员在数控加工技术的学习和训练中,也须从以上3方面进行考评。本文拟定的基于数控加工仿真的考评项目和考评功能框架如图1所示。
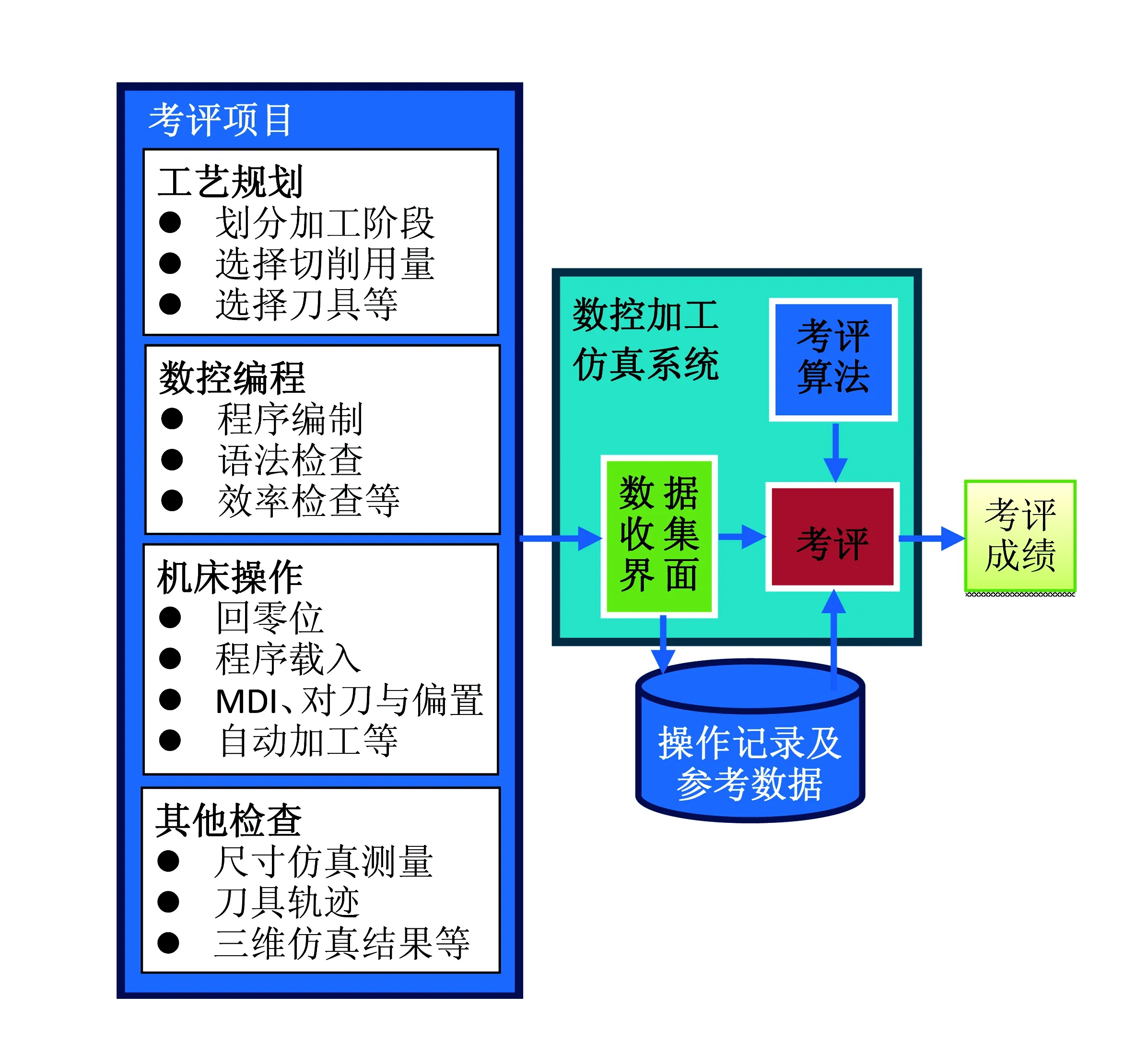
图1 考评项目及考评功能框架
考评项目可集成到数控加工仿真系统,按考核项采集设计或操作过程的数据。不同的考评项目采用不同的考评算法,依据收集的数据和对应的参考数据进行评分。
2 考评功能关键技术研究
2.1 收集数据记录与评分参考数据设置
评分参考数据是针对某考评项目的,是对收集数据进行评分的依据。评分参考数据可针对不同的仿真条件,由指导教师进行设置。收集的数据和参考数据可都存放在同一个数据文件中。在本文研究中,数据文件采用Excel表,实现数据的统一管理。Excel表分为3个区域。
(1) 考核表区域。该区域记录操作步骤、设计/设置数据、检查/测量数据、为考评项目分配分值、考评评判参考项及其分配的分值等。学员在自评或考核操作过程中,由数控加工仿真系统记录相关数据并填入考核项目数据域中。
(2) 评分参考数据区域。即评分中参考的依据,由指导教师根据评分规则设置。对于数控机床操作的评分,由于每一考核项的操作步骤多少和结果不一样,评分参考数据的表现形式也各不相同。
(3) 帮助信息区域。对考评参考数据区域中各考核项目的考评参考数据进行解释说明,并为考评算法的编写提供一致的依据。
2.2 考评数据收集方法
根据前面分析所拟定的考评项目,学生的考评数据可主要按照如图1所示的考评项目进行收集,收集的信息将在最后的评分环节存储到Excel数据文件中。为了方便输入和规范数据,可针对某些考评项目设计数据收集界面。
(1) 工艺规划。工艺规划是数控编程和保证加工效率和质量的前序工作,主要包括加工阶段划分、加工形式及刀具选择、切削用量等。用于输入工艺规划信息的界面如图2所示。
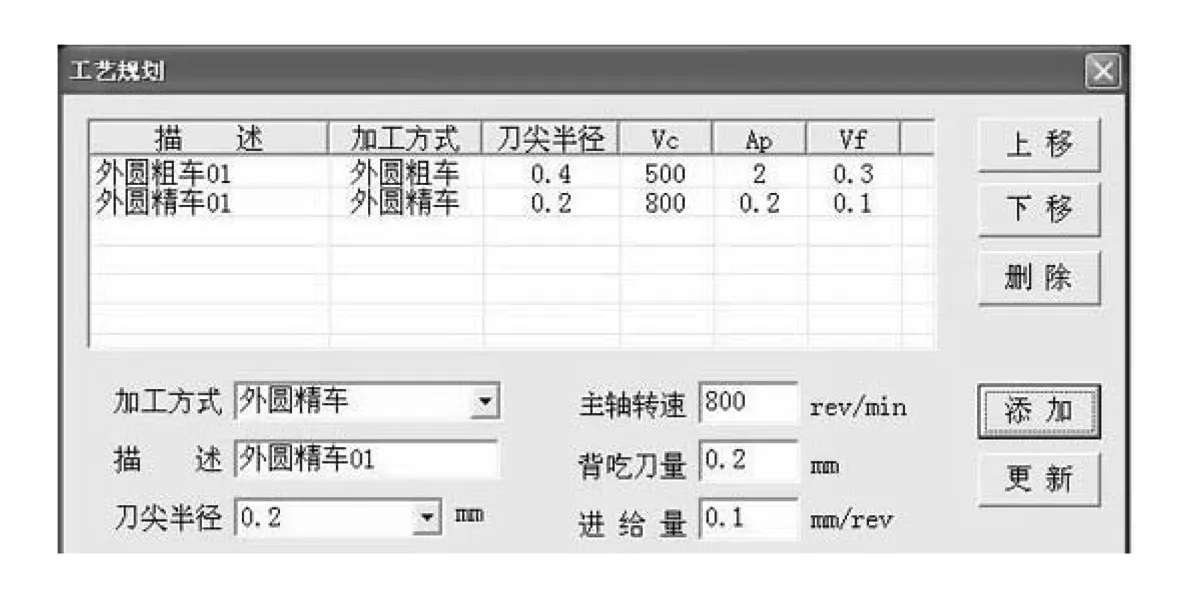
图2 工艺规划信息输入界面
(2) 数控程序检查。对给定的零件模型进行数控编程,数控加工仿真系统根据数控编程规范进行词法、语法、加工时长、代码长度等检查和预测。该考核项目根据学生输入的数控程序进行检查和数据分析,给出考核结果并写入考评Excel数据文件,如图3所示。
图3 数控程序检查
(3) 机床操作。机床操作考评项目包括机床回零位、程序载入、MDI、对刀与偏置设置、自动加工等。当学生选择进行某一项考评时,数控加工仿真系统自动记录所有的操作并在特定的文件中保存,为该项操作评分提供信息。
(4) 程序的加工工艺及参数。在仿真过程中,结合数控程序和刀具数据,分析提取加工阶段和切削用量,对数控程序中的工艺进行合理性检查。该项考评主要针对利用固定循环指令的手工编程。
(5) 尺寸检查。该项检查主要用于检查所编写的数控程序的正确性。通过尺寸测量界面,对仿真加工后的工件模型进行尺寸测量,测量界面如图4所示。该尺寸值通过指定尺寸类型和选择工件模型上测量几何元素自动获得。
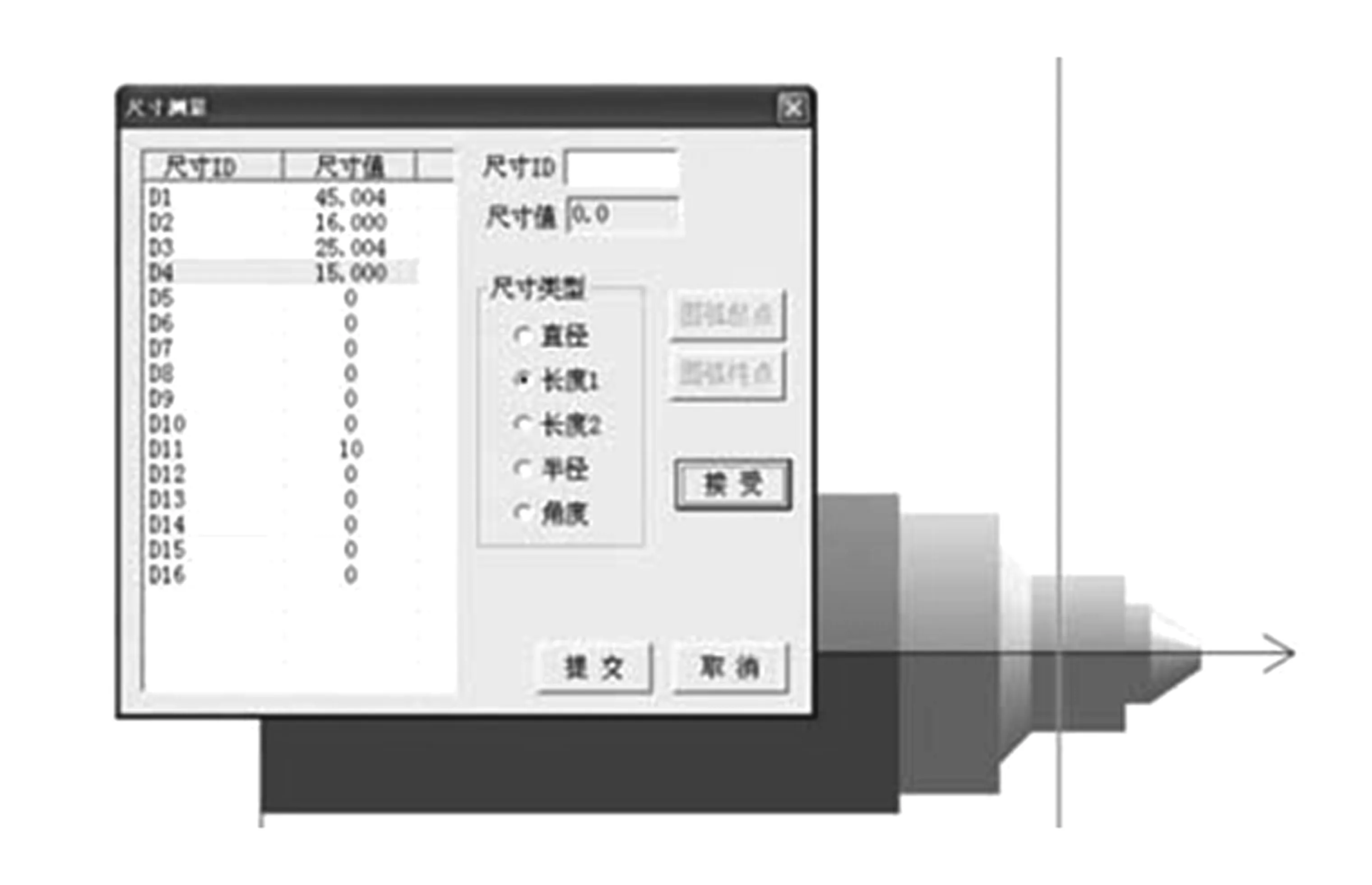
图4 尺寸自动测量界面
(6) 其他考评。除以上考评项目外,还可以采用仿真结果图片直观地进行初步评判,如三维仿真结果可考察数控程序的正确性,刀具轨迹仿真结果可考察轨迹规划的合理性。仿真结果图片可通过计算机屏幕拷贝获得。
2.3 评分方法
收集的考评数据可分为规则输入类和非规则输入类。规则输入类数据,如工艺设计数据、尺寸测量数据,通过特定的界面输入;非规则输入类数据,如数控机床操作步骤记录数据,数据的多少、类型和顺序依赖于学生的操作。针对收集的不同考评数据类型,采用不同的评分方法。
2.3.1 规则输入类收集数据的评分方法
以尺寸评价为例,规则输入类数据评分方法的区域收集的尺寸D1值为47.995,在考评参考数据区域中对应的参考值为“48:-0.02;0.02”(“48”为标称尺寸,“-0.02;0.02”分别为下、上偏差,即合格尺寸区间为47.980~48.020)。尺寸D1合格,根据考评参考数据区域中的对应评分,得2分,填入考核表区域中对应的评分单元中。各尺寸评分之和即为尺寸考评项目的得分,评分方法如图5所示。
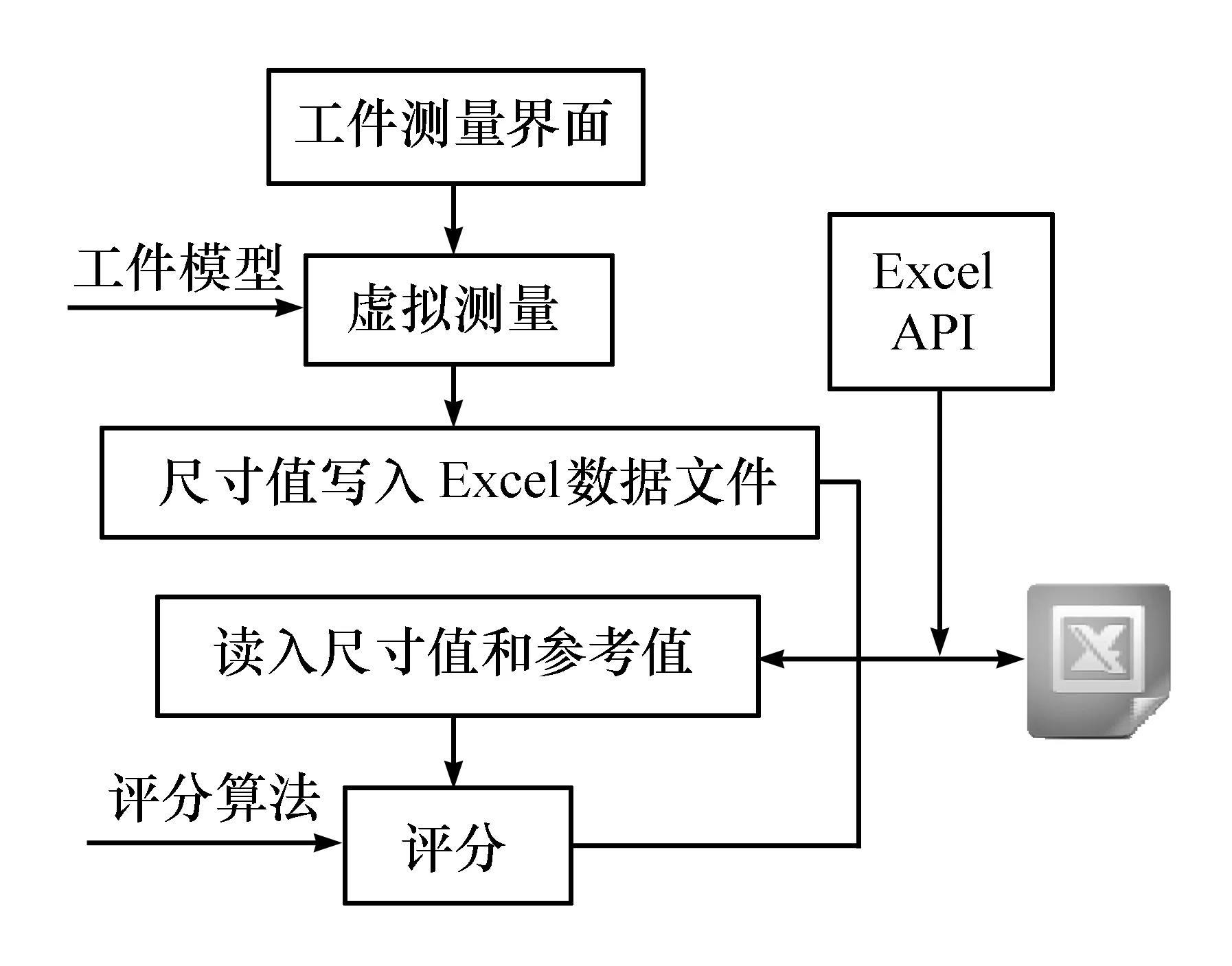
图5 尺寸测量数据采集与评分
2.3.2 非规则输入类收集数据评分
机床操作信息是一种非规则输入类数据。学生操作的顺序不同,所记录的操作步骤数据也不同,采用非规则输入类数据评分方法。本文采用针对每一考核项建立关键操作步骤参考模板,根据关键操作步骤的有无和顺序进行评分。图6为机床回零位参考操作关键步骤及评分参考模板。
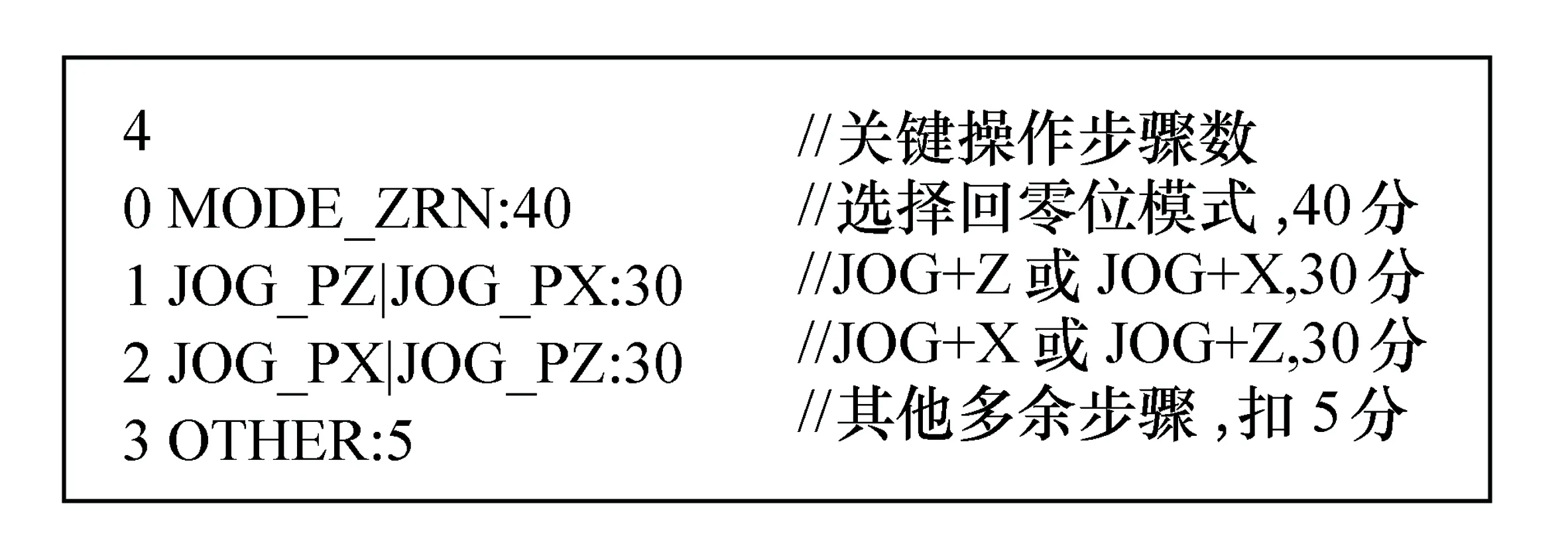
图6 机床回零位参考操作关键步骤及评分参考模板
根据数控加工仿真系统记录的步骤和对应的模板,采用合适的算法进行评分。非规则输入类收集数据评分算法如图7所示。
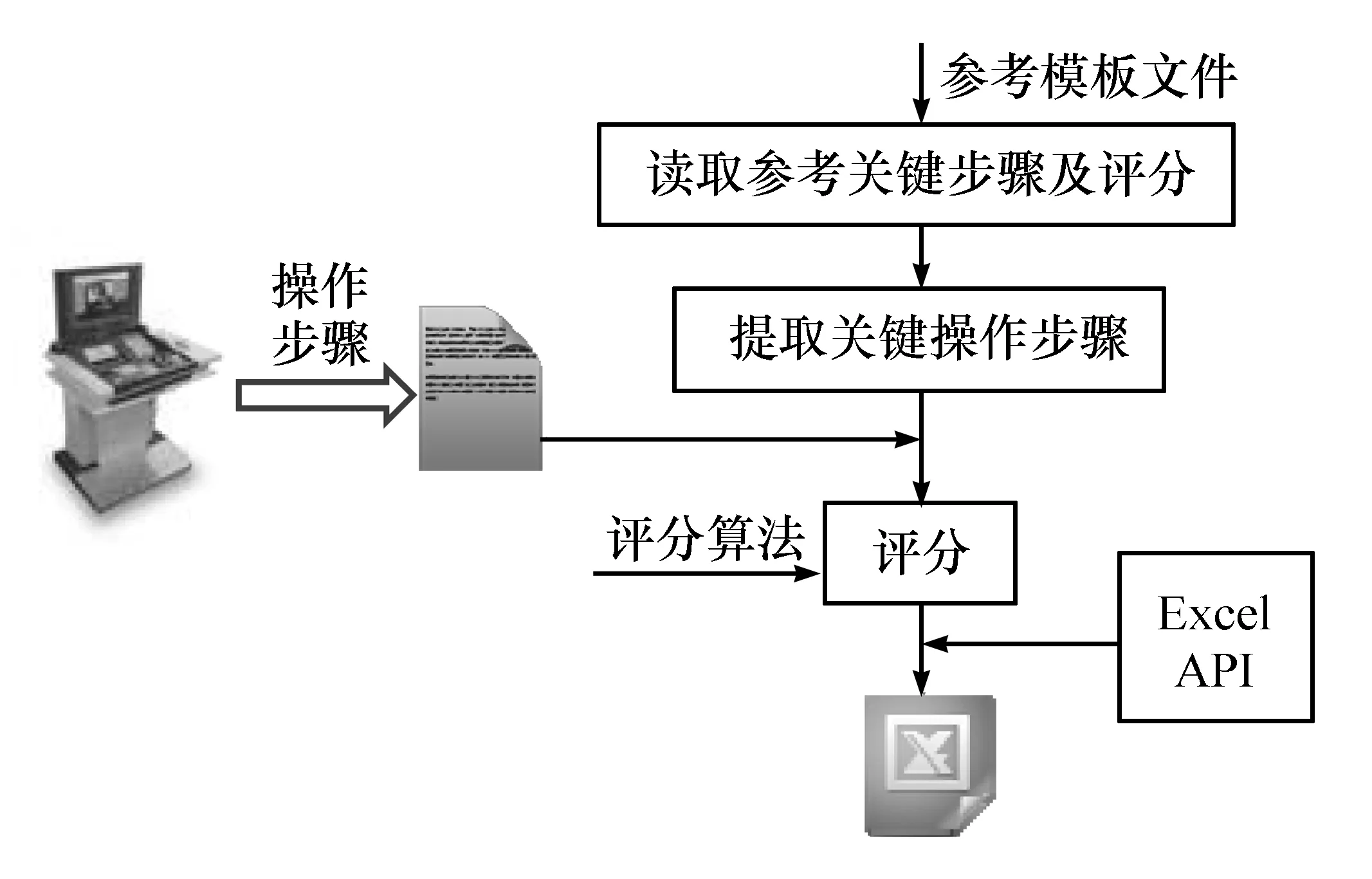
图7 非规则输入类收集数据评分算法
2.3.3 总分
数控加工技术训练考评的成绩是各考核项目所得评分的总和。为了各考核项目评分和参考数据设置的方便性,指导教师也可分配各考评项的子项总分,考核项目及其子项的参考评分可自由设定,最后按比例折算得到考评的总评分S,即
式中:n——考评项目数;
Si——考评项目i的子项评分;
m——考评项目i的考评子项数;
si,j——根据参考评分标准得到的考评项目i的子项j评分;
3 结语
数控加工基础知识及其操作过程的考评以Excel表为考评数据综合载体,可由用户设定、自动评分,方法简单易行,且易于与基于虚拟仿真的数控加工技术训练系统集成。目前已在浙江海特智能科技有限公司的CNC Partner数控加工技术培训机上得到集成应用,并已多次应用于数控加工竞赛。
远程虚拟实验室[10]和云计算虚拟实验室[11]为实验类课程带来新的教学手段和技术手段,及时地为学生提供了解和直观认识更多、更新、更好的仪器的机会,是实验教学的发展新方向之一。