新型Q-P-T工艺对Q690钢组织与性能影响的研究
2019-01-08李洪鹏王克伟徐新乐董达善贾晓帅
孙 林,李洪鹏,王克伟,苏 震,徐新乐,孙 波,董达善,贾晓帅,潘 庆
(1.中国兵器工业新技术推广研究所,北京 100089;2.上海海事大学,上海 201306;3.上海交通大学,上海 200240;4.江西耐普矿机新材料股份有限公司,江西 上饶 334000)
屈服强度为690 MPa的高强钢,因其性能优异和经济效益显著,已广泛应用于能源、交通、建筑和工程机械等行业。Q690钢板作为微合金高强度钢比传统碳锰钢具有更优越的强度和韧性[1]。目前,TMPC技术已经广泛应用于低合金高强钢的生产过程[2],而对于高强钢,仍采用传统的调质热处理(淬火-高温回火)生产工艺,通过调质处理改善高强度中厚钢板的组织和力学性能[3]。采用调质处理的高强钢,因其良好的性能在世界各国高强钢的生产中占据很大份额。
淬火是使钢强化并获得某些特殊使用性能的主要方法,其目的是使奥氏体化后的工件获得尽可能多的马氏体,然后配以不同温度回火,从而获得各种需要的性能[4]。Speer等[5]提出的淬火-碳分配(Q-P)工艺,使淬火钢中含有马氏体基体以提高强度,保留一定量的残余奥氏体保证一定的塑性和韧性。贾晓帅等[6]研究表明,经Q-P-T处理后的Q235钢强度得到了大幅度的提升。徐祖耀[7]研究表明,对高强刚采用“淬火-碳分配-回火(Q-P-T)工艺”,可进一步提高高强钢的性能。高有进等[8]研究发现,对屈服强度为900 MPa的高强钢板进行焊接时,SHT900D钢有较强的淬硬倾向,焊接过程中应采取必要的措施来防止焊接冷裂纹的产生。冯伟等[9]对一种980 MPa级低碳贝氏体高强钢焊接接头热影响区(HAZ)的各个区域的性能进行研究发现,该钢种随着峰值温度的升高,韧度提高,细晶区成为最薄弱环节,通过相应的力学性能试验、断口分析和TEM透射电镜确定了产生这一现象的微观机理。蒋庆磊等[10]对Q550高强钢焊接接头在不预热条件下,选择不同的合金焊丝,采用熔化极气体保护焊(GMAW)焊接Q550高强钢,研究焊缝微观组织和焊接接头的力学性能,分析冲击试样断口形貌。
本文焊接性能是评价钢材使用性能的主要标志之一,怎样获得优良焊接接头成为发展690 MPa高强钢的关键。研究Q-P-T热处理工艺对Q690钢焊接接头组织和力学性能的影响,以及不同的回火温度对QPT690钢焊接接头的影响。
1 试验材料及方法
Q690钢化学成分见表1。

表1 Q690钢的化学成分(质量分数) (%)
试验采用手工焊接,焊条型号为GEL-118M,尺寸为φ3.2 mm×350 mm,电流适用范围为90~130 A,焊接电压为25 V,焊接速度约为21 cm/min。其化学成分见表2。
表2焊条的化学成分(质量分数)(%)

CMnSiCrNiMoPSV0.0821.690.350.132.290.380.0100.0080.01
采用线切割方法对焊接试板进行加工,制备拉伸和冲击等试样。按照GB/T 2649—1989《焊接接头机械性能试验取样方法》和GB/T 2651—2008《焊接接头拉伸试验方法》,选取拉伸试样加工成标称宽度为81 mm的标准试样,在Zwick/Roell标准拉伸实验机上进行,试验标距为20 mm,拉伸应变速率为0.5 mm/min。冲击试验按照GB/T 229—2007《金属材料夏比摆锤冲击试验方法》标准加工成10 mm×10 mm×55 mm,并开2 mm深V型缺口的标准试样,在PTM2200-D1型冲击实验机上进行。按照GBT 2654—2008来确定焊接接头硬度试验各测量点的位置,并利用洛氏硬度仪(型号为500RA)进行硬度(HRC)测量。
对热处理后的试样进行研磨、抛光和腐蚀。腐蚀剂采用4%硝酸酒精溶液。采用LEICA DM6000M多功能金相显微镜和电镜扫描对试样显微组织进行观察。
断口扫描试验样品制作过程如下:首先应保持冲击和拉伸后的试样断面的整洁,用AbrasiMet250型砂轮切片制成长度为10 mm的试样;然后将制好的试样用酒精或者丙酮清洗,再用热风吹干;最后密封保存,防止断口被氧化或者生锈。断口扫描分析所用的试验设备为FEI SIRION200型场发射扫描电镜。
2 试验结果分析
2.1 不同工艺对焊接接头的影响
2.2.1 不同工艺对焊接接头力学性能的影响
不同工艺对应的焊接接头的应力-应变曲线如图1所示。焊接接头力学性能见表3。
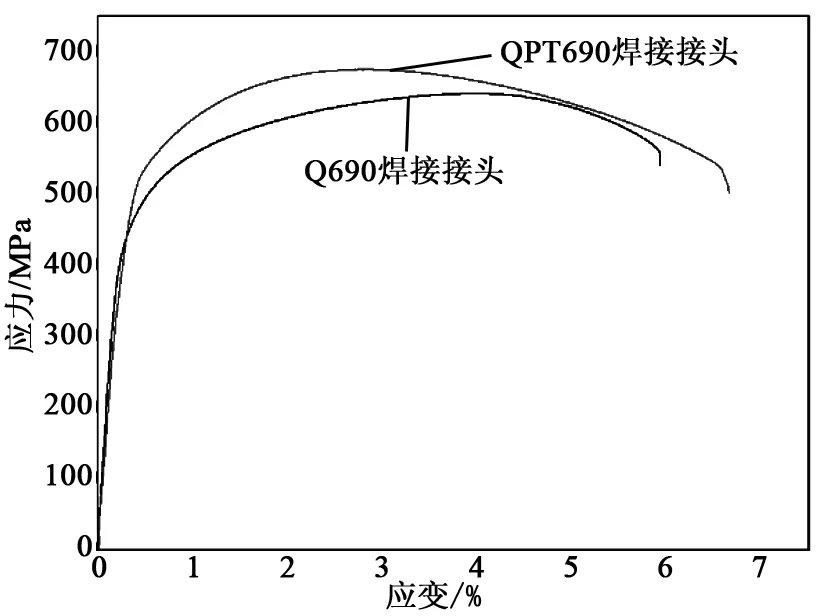
图1 QPT690和Q690焊接接头的应力-应变曲线

试样Rp0.2/MPaRm/MPaA/%强塑积/MPa%Q690焊接接头480.36641.865.663 632.92QPT690焊接接头536.60675.606.374 303.57
从试验得出,QPT690焊接接头有近700 MPa的抗拉强度和6.37%的延展率。相比母材的接头而言,其延伸率变化不明显,但焊接接头的抗拉强度有了明显提高。
从表3的数据可知,QPT690焊接接头屈服强度、抗拉强度都得到提高,强塑积的值比Q690板的大,性能更优。
对本试验Q690板而言,GEL-118M型焊条强度高于Q690板本身,受焊接热源的影响,焊接接头硬度随焊缝中心距离的增大而降低(见图2)。从硬度曲线也同样可以发现,距焊缝中心10 mm左右的热影响区,其硬度最低。因为焊接对试件熔化处理,故其焊缝及热影响区的硬度相似,QPT处理并不能明显影响焊缝硬度。
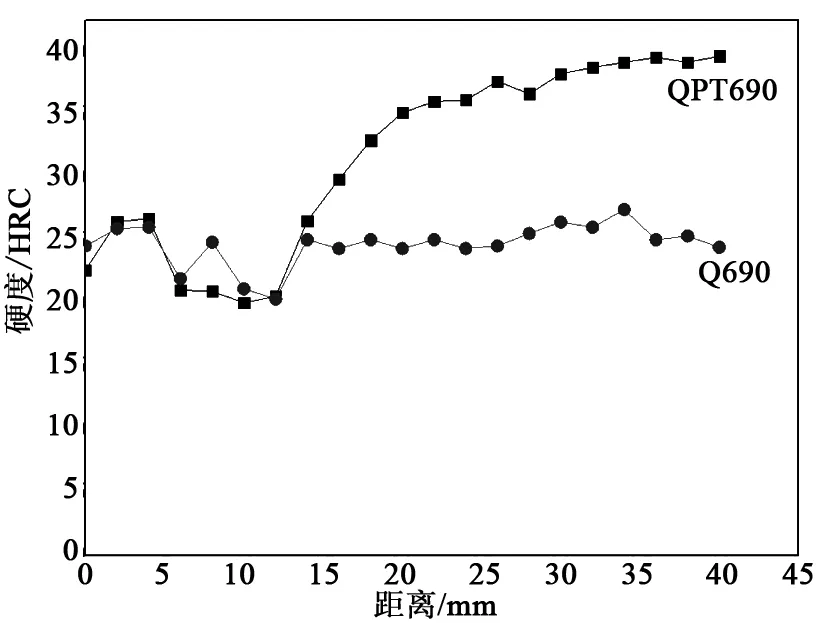
图2 硬度分布曲线
2.1.2 不同工艺对焊接接头微观组织的影响
焊接工艺参数和焊材影响着焊缝金属合金元素,进而影响不同显微组织的形成。而焊接接头的显微组织决定了焊接接头的力学性能,如奥氏体晶粒的大小、马氏体含量等,所以,不同的焊接材料和不同的热输入会带来较大差异的力学性能。
在不同倍数的光学显微镜下QPT690焊接接头的显微组织如图3所示。由图3可看出其微观组织的组成与大致分布。
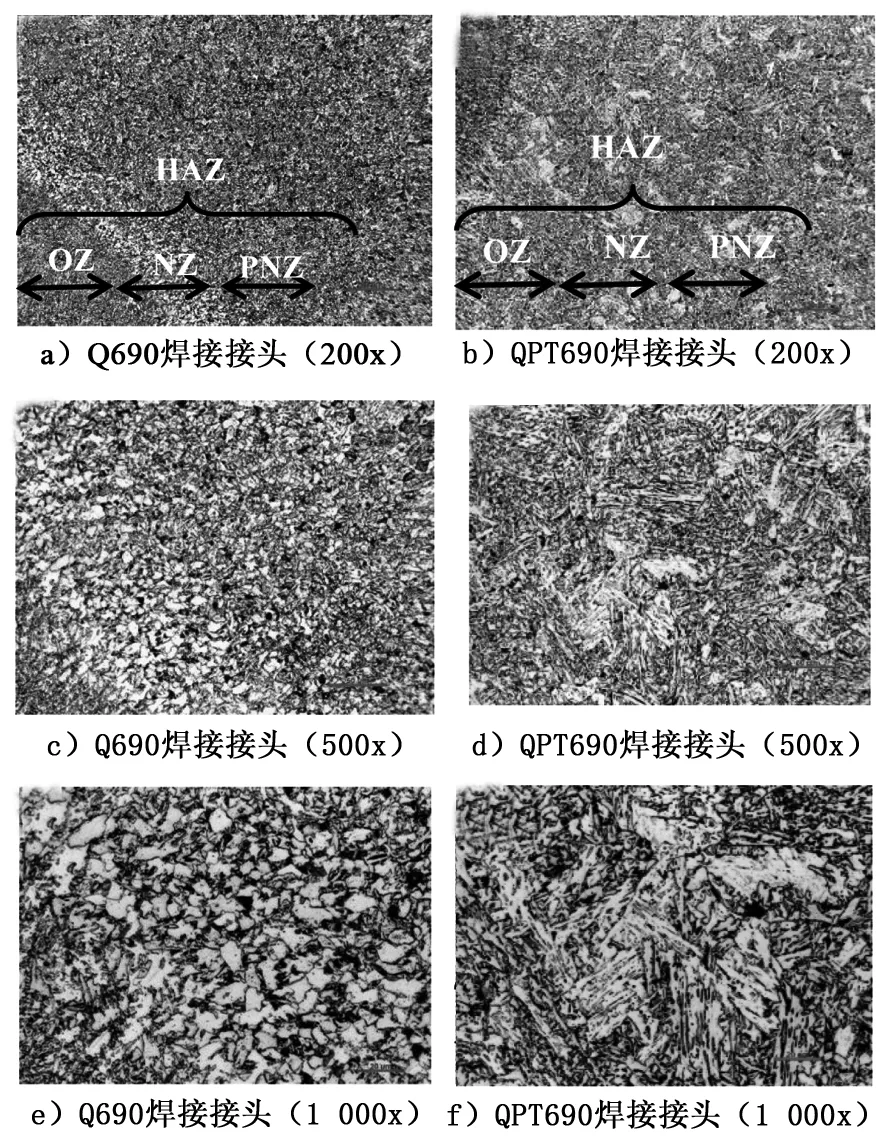
图3 不同倍数下Q690和QPT690焊接接头的显微结构
比较Q690和QPT690的显微组织结构发现,两者焊缝区因重熔显微组织并没有太大差异。而熔合区及热影响区,对于经Q-P-T热处理工艺加工的焊接接头,存在大量马氏体和残余奥氏体,其组织晶粒更加细化,会使得性能优于母材。
2.1.3 断口分析
观察Q690和QPT690的焊接接头拉伸断口,从宏观上相比可以发现,Q690的断口存在韧窝和撕裂棱等韧性断口特征,同时也存在大量平整刻面等脆性断口特征,可判断为准解理断口,而QPT690的断口撕裂棱更为明显,QPT690相对有更明显的塑性变形,其断面取向与最大切应力的方向是相同的,初步判定是韧性断裂。
通过扫描电镜下观察焊接接头断口微观形貌(见图4)可以发现,Q690焊接试样韧窝形状呈抛物线形,断口内存在河流花样(如图4中Q690钢焊接接头所示),可以确定其为准解理断裂,其断裂位置发生在热影响区晶粒粗化部位;而QPT690钢显微空洞周边均匀增长,断裂之后形成近似圆形的等轴韧窝,韧窝直径大且深(如图4中QPT690钢焊接接头所示)。通过两者断口韧窝的比较可以发现,较之Q690而言,QPT690焊接接头强度高,热影响区晶粒存在晶粒细化现象。

图4 不同倍数下Q690和QPT690焊接接头拉伸断口的形貌
2.2 不同回火温度对QPT690焊接接头的影响
碳钢在回火时,其强度和硬度会有所降低,但是其塑性、韧性和均匀性会有所提高。一般来说,随着回火温度的升高,可有效地消除淬火带来的内应力,降低金属材料的强度和硬度,并且使材料的塑性及韧性有所提高。但是应注意会发生回火脆性现象,在某个温度段内,淬火钢的回火温度上升其冲击韧性反而降低。
本文设定了3种不同的回火温度(300、350和400 ℃),通过测试QPT690焊接接头性能与微观组织观察来测定其影响。
2.2.1 不同回火温度对QPT690焊接接头力学性能的影响
3种回火温度下拉伸试样的应力-应变曲线如图5所示,具体数值见表4。
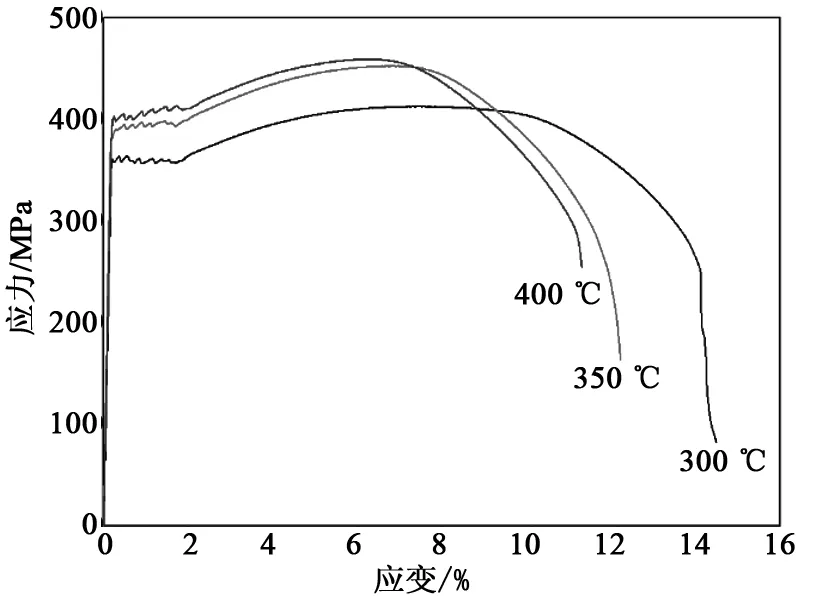
图5 3种回火温度下拉伸试样的应力-应变曲线
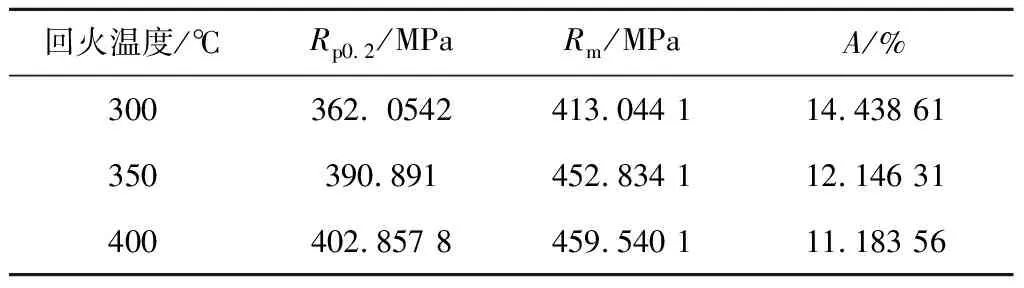
回火温度/℃Rp0.2/MPaRm/MPaA/%300362. 0542413.044 114.438 61350390.891452.834 112.146 31400402.857 8459.540 111.183 56
冲击试样V型坡口距焊缝27 mm,不同回火温度下的冲击韧性见表5。

表5 不同回火温度下的冲击韧性
3种回火温度焊接接头硬度变化曲线如图6所示。
由表5的韧性数据和图6的强度数据可以看出,随回火温度的提高,韧性指标改变并不显著,但强度和硬度有所提高,焊接接头的综合力学性能得以改善。

图6 不同回火温度焊接接头硬度比较
2.2.2 不同回火温度对QPT690焊接接头微观组织的影响
光学显微镜500×和1 000×下不同回火温度的显微组织如图7所示。由图7可知,随着温度升高,回火强化使得晶粒细化,性能提高。因回火马氏体的存在,使其具有高硬度和耐磨性,但塑性下降。

图7 不同回火温度下QPT690焊接接头显微结构
2.2.3 断口分析
不同回火温度的断口显微结构如图8所示。由图8可知,回火温度越高,韧窝多且直径大而深,其塑性越差,强度越好;反之,温度越低,其塑形越高,而强度降低。
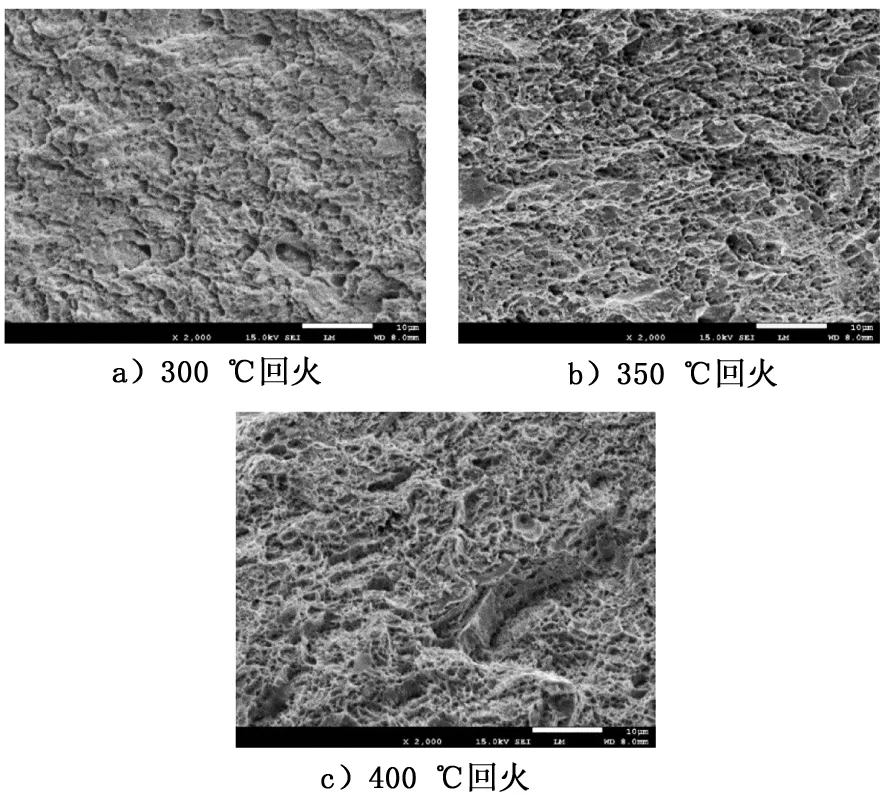
图8 不同回火温度下断口显微形貌
3 结语
通过上述研究可以得出如下结论。
1) Q690高强钢经Q-P-T处理后,奥氏体碳含量进一步增加,使奥氏体稳定性得到提高,并获得大量板条马氏体,组织的变化使得经Q-P-T工艺处理后的Q690钢的综合力学性能远高于传统工艺和母材。
2) 采用相同焊接工艺分别对QPT690和初始Q690钢板进行无预热焊接,通过比较板材焊接接头的力学性能发现,QPT690焊接接头的性能优于Q690:QPT690焊接接头的屈服强度为536.6 MPa,抗拉强度为675 MPa,而Q690焊接接头的屈服强度为480 MPa,抗拉强度为641 MPa。
3)比较不同回火温度对Q690焊接接头力学性能及微观组织的影响,结果显示:由于焊接热源的影响,热影响区金属性能有所降低,低温回火降低淬火内应力和脆性,保持高硬度和耐磨性;随着温度的上升,屈服强度、抗拉强度都有所上升,但塑性略有下降;冲击韧性从300 ℃到400 ℃先下降后上升,因为碳化物的析出和杂质的偏聚,在350 ℃有明显的回火脆性表现;中温回火可获得高的屈服极限、弹性极限和韧性配比;不同温度热影响区的硬度值变化是随温度越高,其下降越快,且随着回火温度升高,屈服强度和抗拉强度都会提高。